FoNzY
-
Numero contenuti
6.650 -
Iscritto
-
Ultima visita
-
Giorni Vinti
458
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-

Ender 3 capricciosa...forse
FoNzY ha risposto a Tornado78 nella discussione Problemi generici o di qualità di stampa
sembra che il tuo piano sia inclinato, probabilmente il lato destro del piano è troppo basso e in quel punto c'è troppo spazio tra ugello e piano e quindi di fatto stai stampando in aria che è proprio quello che sembra dalla foto. la soluzione piu' semplice è allenttare di 1\2 giro le viti del piano lato destro in modo che salga di quei 50\100 micron che servono a far aderire la stampa al piano. un altra causa potrebbe essere il tappetino usurato ma se ha appena iniziato il problema allora allentare le viti per ora basta. la squadra che misuri tu è relativa, gli assi devono essere in squadra dinamicamente parlando, in primis non hai li strumenti per misurare 1decimo di squadro su 30cm anche se ci fosse ma poi sarebbe relativo, devi guardare alla posizione relativa estrusore mentre si muove....tutta sta filipppica per dire "non fasciarti la testa perche' non serve" -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
FoNzY ha risposto a Cubo nella discussione Nuove idee e progetti
la scheda massimo 24v. potresti alimentare la scheda a 24 (di conseguenza anche ventole e piano se non ac) e mettere driver esterni che supportano voltaggi piu' alti ma su un nema 17 non so quanto possa aver senso. Se vai su un driver esterno (quindi grande come un cellulare) vai direttamente nel mondo delle cnc, perdi tutte le funzioni di "silenziamento" e di collegamenti uart che hai su una stampante 3d per un discorso orientato piu' sulla coppia e sulla prestazione piuttosto che sulla velocita'. Se metti driver esterni da 4amp (che credo sia il minimo) allora forse conviene passare ai nema 23 ma secondo me rimane tutto roba sprecata su una stampante 3d. Per saggiare il limite di un nema 17 a 24v devi veramente tirargli di brutto il collo soprattutto se non hai una stampante di tipo "miini" -
io potrei aprirci un museo con i miei 😅
-
no, in realta' ne so molto poco, volevo capire se si era arrivati ad una sorta di "compensazione dinamica" o se era ancora tutto come qualche mese\anno fa'.
-
ma devi dirgli tu di ricalibrarsi o lo fa in automatico? per il profilo di input shaping ero rimasto che potevi scegliere tra quelli gia' fatti ed usarne uno o piu' o crearne uno manualmente te da solo...è cambiato qualcosa?
-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
FoNzY ha risposto a Cubo nella discussione Nuove idee e progetti
yes, sono i migliori i drv8825 🤢 è il tipo piu' vecchio, la soluzione piu' economica i tmc2209 btt supportano massimo 28 volt. quindi alimentare la mb a 24 è la soluzione ideale. -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
FoNzY ha risposto a Cubo nella discussione Nuove idee e progetti
erano skr turbo, montano\avano lo stesso mosfet che trovi come "mosfet esterno" ma senza l'aletta gigante 😅 son passatii un bel po' di anni...non so se hanno cmabiato -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
FoNzY ha risposto a Cubo nella discussione Nuove idee e progetti
2 volte i pin pwm delle ventole sono saltati e 2 volte mi hanno quasi mandato a fuoco casa con il piano bloccato su on. (hanno un mosfet molto potente ma senza dissipazione si arrostisce facile) -
la gomma siliconica è una figata(se sei un nerd suppongo) non puzza, non è tossica è l'ideale per questa applicazione, quando indurita è come le vaschette che trovi gia' fatte. mi è venuta in mente perche' giusto l'altro giorno un tizio su tiktok ha fatto questa cosa con dei cubetti a forma di teschio. per il negativo non saprei, dovrei capire la tua forma secondo me se cerchi sul tubo trovi un sacco di video, credo sia piu' popolare di quanto si possa pensare
-
secondo me ti conviene stampare il negativo in plastica poi usare una gomma da colata tipo prochima, è la soluzione ideale, stampare in tpu crea molte porosita' e servirebbe un tpu adatto al contatto con alimenti
-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
FoNzY ha risposto a Cubo nella discussione Nuove idee e progetti
di klipper e linux ne so meno di 0, duet è un prodotto professionale e per esperienza so che le btt sono delicatissime questo è perche' l'ho scelto poi come tanti ripeto la stessa cosa "quando provi duet non torni piu' indietro" son sicuro che con klipper sbattendoci arrivi allo stesso risultato ma son talmente in pace con questo sistema che non lo cambierei per niente al mondo -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
FoNzY ha risposto a Cubo nella discussione Nuove idee e progetti
Io sono del team reprap, lo svantaggio è il prezzo, una duet3 5+ + paneldue+ toolhead 300 euri 😅 Hai l'interfaccia web dal quale puoi gestire la stampante e modificare il firmware, tutte le funzioni citate, lo smoothing e puoi collegare il gruppo estrusore usando il can-bus quindi usando solo 2 cavi tra estrusore e mb. -
se usi il "cuscinetto" raccomandato non so quanto digerisca velocita' alte o modeste essendo due componenti che strisciano uno su l'altro.
-
ahhhhh....io avevo capito il "classico" brollo quadrato al posto del 2020 alluminio...infatti avevo letto acciaio ed ho pensato, avra' sbagliato intendeva alluminio 😅 quindi resettiamo: non credo sia possibile. le barre da 10 di carbonio sono mooooolto imperfette per un cuscinetto... i cuscinetti in acciaio la sbudellano in poche ore, se prendi un igus secondo me data la praticamente inesistente tolleranza che trovi in su un cuscinetto di qualita' non scorre nemmeno di 1mm. l'unica è provare con una barra piena in carbonio\fibra vetro un cuscinetto adatto e vedere se riesci a farlo scorrere, preventiverei di lucidare la barra prima di usarla anche le barre in pom,pvc etc.. secondo me sono troppo ruvide esterne e\o troppo molli diametro 10-20mm
-
premetto che la barra in carbonio è il miglior upgrade mai fatto, per 30 euro risultati visibili e tangibili. rigidita' gia' una 20x20x2 è ottima, lo svantaggio è che vibra un casino, senza smoothing sarebbe stata una bella rogna è anche vero che la mia barra è quasi 50cm. a c. di cane 😅 di solito riesci a trovare almeno 1 lato fatto bene e non dovresti avere particolari problemi. ma tu parli di una barra da preparare o una gia' pronta per essere montata? che sistema di scorrimento hai? di solito si monta la guida liuneare sopra la barra, il sistema a rotelle non lo vedo funzionale
-
La resina una volta polimerizzata è ancora tossica?
FoNzY ha risposto a iluminari3d nella discussione La mia prima stampante 3D
la resina è tossica da liquida a causa dei vapori che inevitabilmente seppur in maniera minima vengono emessi e raggiunge "il picco" durante la stampa in quanto la polimerizzazione crea relativamente molto vapore\fumo. Quanto sono tossici questi vapori? pochissimo, possono irritare mucose e pelle ma non rappresentano un pericolo immediato o sensibile. Basta usare il buonsenso, non va trattata come plutonio ne come acqua. la resina indurita è tossica? no, puoi metterla in bocca? ASSOLUTAMENTE NO!!!! La resina indurita non va messa in contatto con le mucose in quanto puo' causare irritazione e rilasciare residui assolutamente non salutari. In effetti mettersi la resina in bocca è molto peggio che respirare i fumi per ore ed ore, assolutamente sconsigliato. Tanto per chiarire non rischi la vita ne danni permanenti nel medio periodo ma se lavorare con la resina liquida per un hobbysta basta usare il buonsenso ficcarla in bocca anche una tantum è cosa da non fare. ci sono resine apposite per il contatto con le mucose, tutte le resine bio-compatibili ma siamo su i 400eur\kg e comunque hanno una durata breve (6-12mesi) cos'è una resina bio? una resina abbastanza dura da non subire cambiamenti chimici a causa dell'ambiente (bocca) ne danni meccanici, chimicamente è uguale a quella normale ma piu' dura -
Forbici vanno dure
FoNzY ha risposto a Ziopios nella discussione Problemi generici o di qualità di stampa
nel video hanno mentito, hanno rimosso le ore spese ad imprecare nella post lavorazione. premesso quanto sopra è un discorso di precisione generale, se il tuo profilo di stampa non è perfetto un oggetto cosi complesso ti esce incasinato. come ho detto è un oggetto molto molto difficile quindi è anche difficile consigliarti questo o quello, serve una precisione nel profilo usato molto molto buona -
Errore BLTouch "STOP! M999 to restart" su BTT SKR Mini E3 v.20
FoNzY ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
avevo sbagliato anche io, ero super sicuro che ricevi errore se di fatto lasciavi vuoto il campo relativo al bltouch o che al limite semplicemente la scheda se ne fregasse senza dare errori -
2a stampante: Ender 3 v3 KE vs Elegoo Neptune 4 Pro
FoNzY ha risposto a gico nella discussione La mia prima stampante 3D
la risposta breve è che son tute uguali, non cambia niente rispetto a quella che hai gia', realisticamente nessuna stampa bene abs, per poter stampare abs ti serve una camera chiusa. se vuoi stare sotto i 350 conviene fare uno scatolotto alla ender3, qualche irrigidimento meccanico per la velocita' ed eventualmente puoi mettere anche klipper -
Errore BLTouch "STOP! M999 to restart" su BTT SKR Mini E3 v.20
FoNzY ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
alimentazione instabile? forse l'alimentazione del bltouch non è stabile...intanto penso ad altro... -
Errore BLTouch "STOP! M999 to restart" su BTT SKR Mini E3 v.20
FoNzY ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
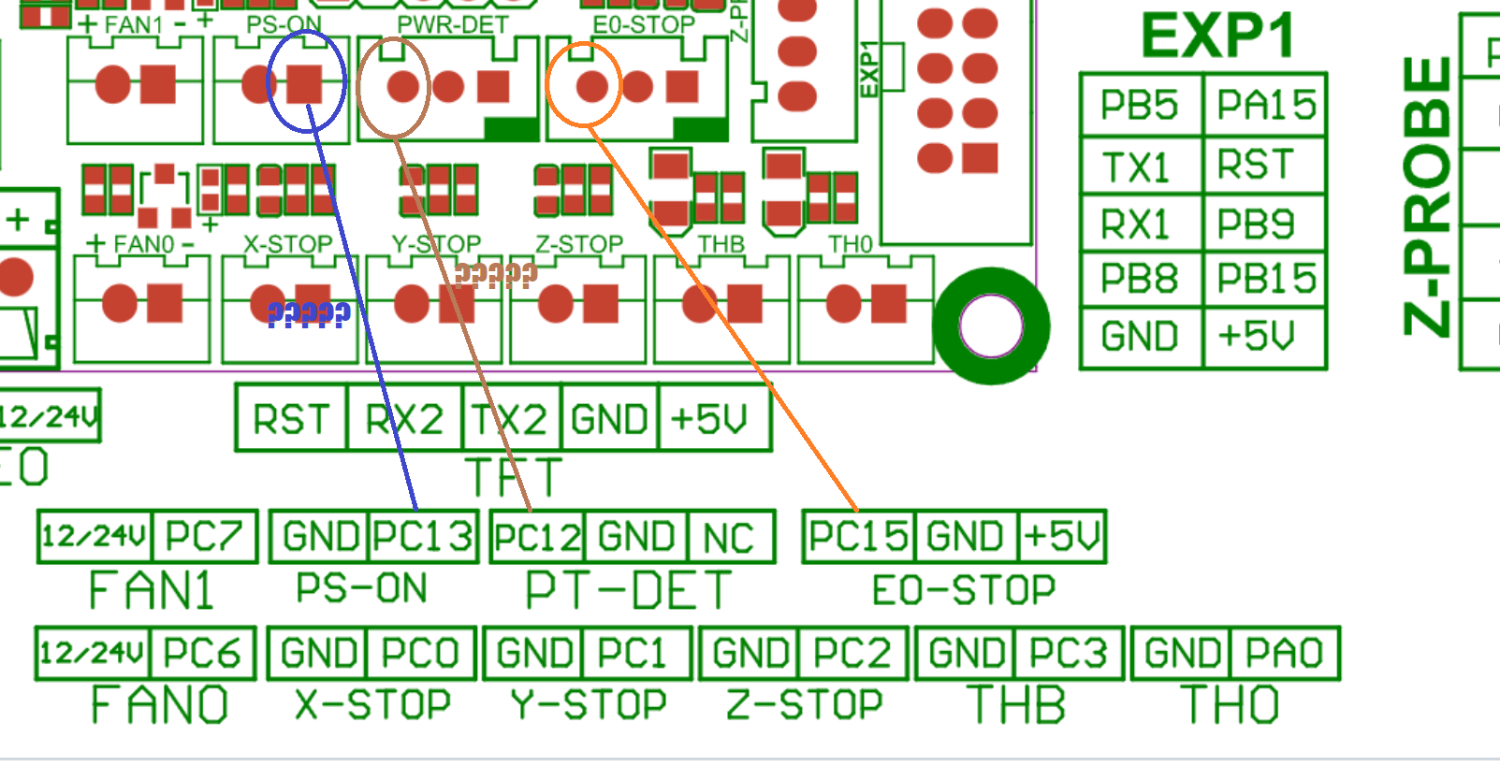
disabiliti: // #define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN e appena sotto attivi: #define Z_MIN_PROBE_PIN 32 // Pin 32 is the RAMPS default ovviamente cambi "Pin32" con il pin che vuoi tu. hai il socket E0 stop con il pin "pc15" pc15 è come lo chiama il pinout btt controlla il nome vero in board.h il pin della ventola è in pwm non è adatto per questa funzione mentre un altro potenzialmente buono è il pin su socket ps-on (almeno a sensazione) "????" singificano, ricontrolla prima di fare l'arrosto
-
Errore BLTouch "STOP! M999 to restart" su BTT SKR Mini E3 v.20
FoNzY ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
pero' è un errore che viene generato a causa di una connessione ballerina, in marlin hai 4 parametri in tutto per il bltouch non c'è modo per causare questo errore. se dici che non è nel modo piu' sicuro il filo allora forse è la scheda, aka cambia pin per il triggering da z-min ad un altro (ammazza quanto scrivo male, fortuna non faccio lo scrittore 😅) -
unire perimetri su fusion 360
FoNzY ha risposto a FoNzY nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
qualche milione di neuroni in meno ma ce l'ho fatta, non so come ho fatto...spostando 1 punto letteralmente a caso chiudeva la geometria...un qualche errore di importazione sicuro
-
unire perimetri su fusion 360
FoNzY ha risposto a FoNzY nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
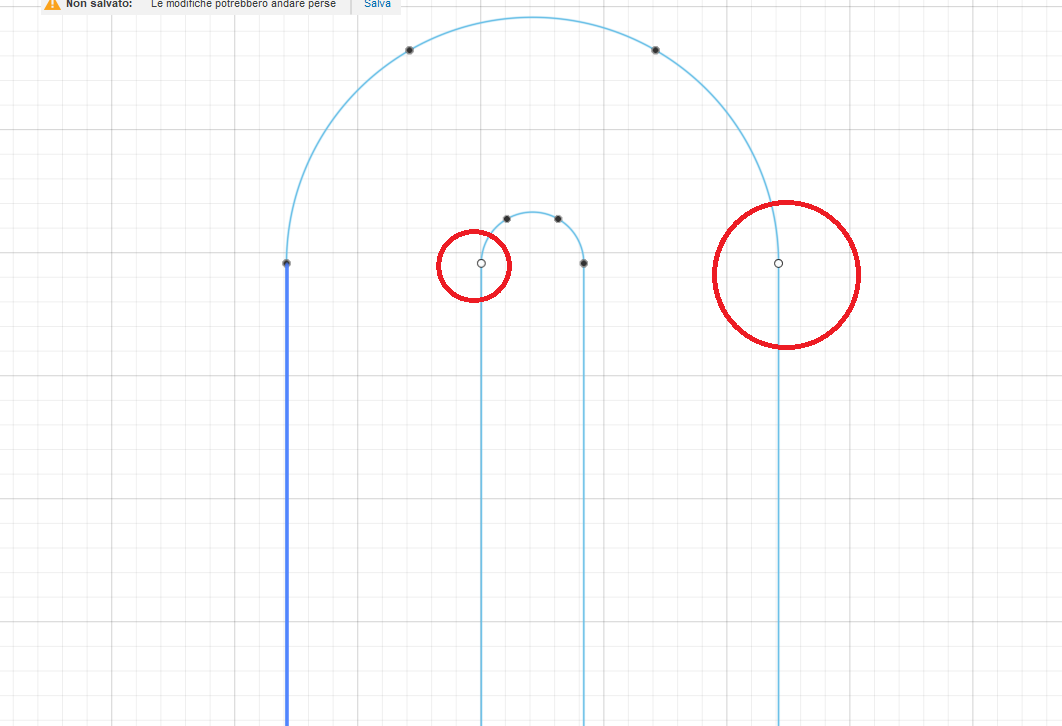
grazie è proprio quello che serviva, tutti i punti dove un arco con una linea o due linee si uniscono sono riuscito a sistemarli facendo cosi', purtroppo su i cerchi non riesco a chiuderli, quando selezioni i unti tutti vincoli si "spengono", non capisco sto fusion, mi sembra estremamente macchinoso rispetto al mio caro autocad peccato che sia obsoleto 😭 credo che abbandono questa strada perche' la mia sanita' mentale vale di piu' 😅 -
unire perimetri su fusion 360
FoNzY ha pubblicato una discussione in Problemi di modellazione 3D, gestione mesh, esportazione in stl
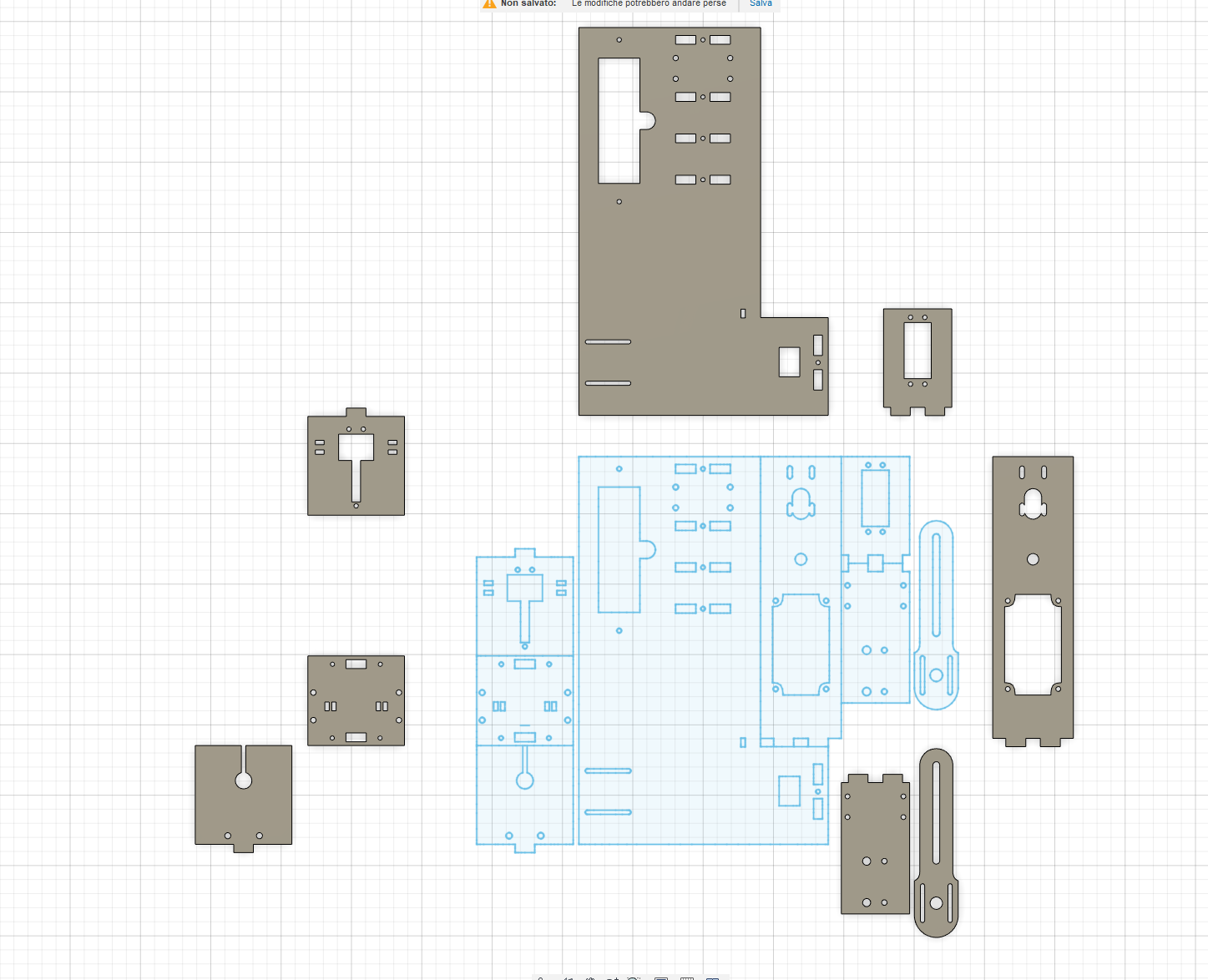
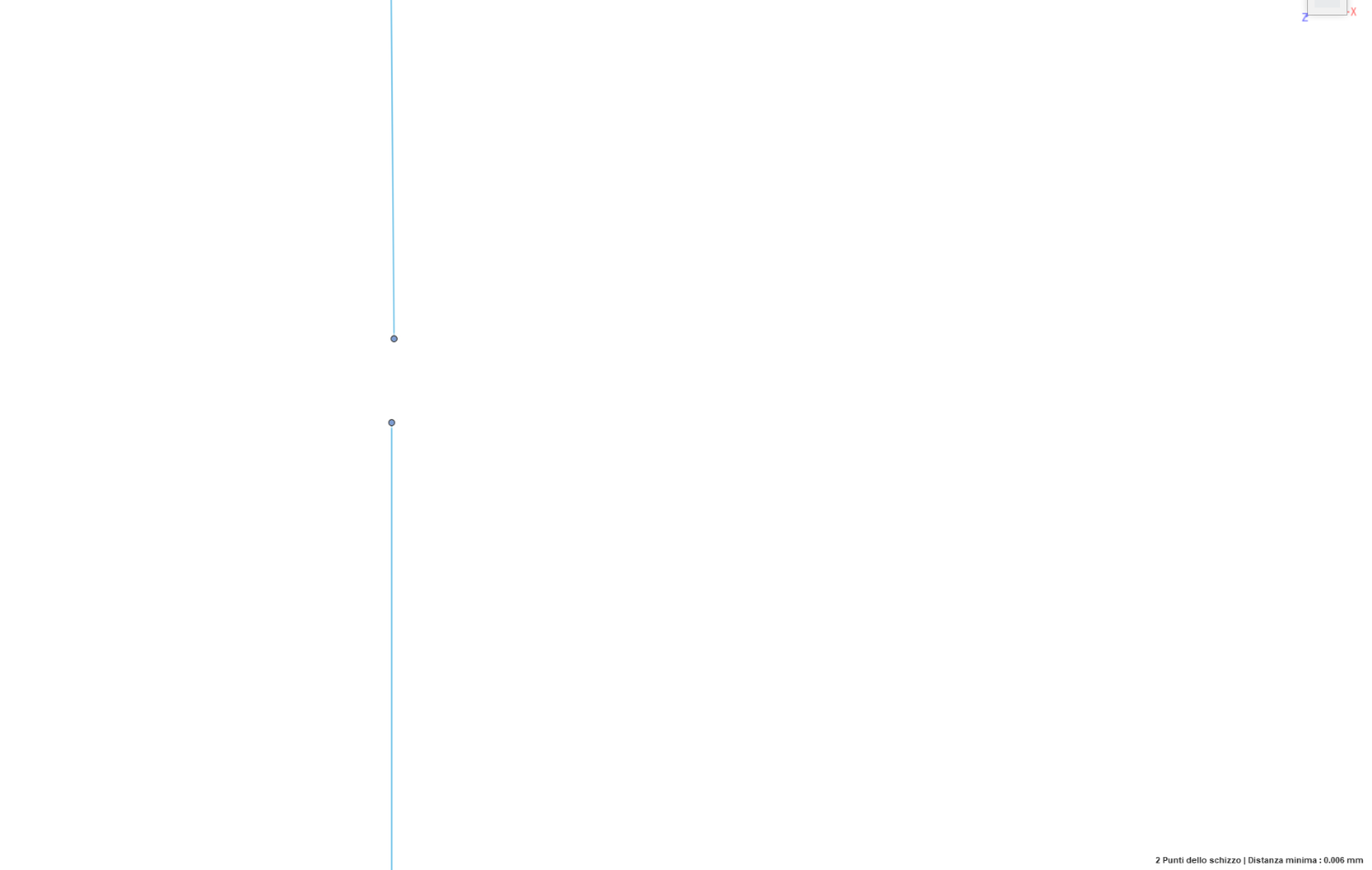
forse il titolo non è proprio corretto ma non saprei come descrivere meglio il mio problema, ho importato un dxf in fusion ed in alcuni punti le linee sono separate da degli spazi microscopici (la scritta dice: distanza tra i due punti 0,006mm) visto che il perimetro non è chiuso non posso estruderli. se prendo e sposto il "punto" sopra l'altro punto alcune volte funziona e chiude il perimetro mentre come nei casi indicati in foto non ne vuole sapere, tra i due punti rimane sempre uno spazio "infinitesime". come posso fare? esiste un comando? (le linee sono sketch)