FoNzY
-
Numero contenuti
6.653 -
Iscritto
-
Ultima visita
-
Giorni Vinti
459
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-

Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
FoNzY ha risposto a Cubo nella discussione Nuove idee e progetti
i driver a "moneta" non ce la fanno con i nema 23 o comunque sono sempre al limite. quei nema 23 sono da 3A per fase i tmc arrivano a 2,5 come picco, ce la fanno lo stesso ma stanno con il collo tiratissimo per tirare avanti e scaldano come forrni. Dovresti mettere dei driver sterni tipo: https://www.omc-stepperonline.com/it/azionamento-motore-passo-passo-digital-1-0-4-2a-20-50vdc-per-nema-17-23-24-motore-passo-passo-dm542t quindi esterni alla mb, collegati alla mb con dei cavi e con alimentatore esterno. potresti ritrovarti a realizzare ad un certo punto che non valevano l'investimento, sono piu' complicati, troppo grossi e molto piu' scomodi, anche solo per la storia dei driver sopra. poi non per forza ma almeno per me è stato cosi' p.s. che poi tu hai scelto dei nema 23 full scale, ci sono anche i short nema 23 che forse potrebbero essere piu' sensati un 17 è ok anche ad 1\8 il fatto è che non ne vale la pena, per 1% in piu' di prestazione hai meta' della risoluzione. calcoli giusti ma devi considerare l'errore medio con valori da 1\16 perche' son tutti ad 1\16, ad 1\8 l'errore è piu' grande di pochissimo ma piu' grande. è solo un fatto di praticita', perche' aumentare l'errore se il beneficio non esiste? potenzialmente meglio ad 1\32 se non fosse che poi andiamo piu' sulla mancata prestazione che sulla precisione 1\32 riduce drasticamente la coppia, magari hai un 20% in meno di coppia tra 1\16 ed 1\32. quindi magari anche se di poco in alcuni casi 0.9 a 1\16 è sempre piu' di 1.8 a 1\32 giusto ma credo che nel test ragionino a parita' di assorbimento dei motori. considerano un 1.8 da 2A ed un 0.9 da 2A (esempio) quindi magari il 1.8 ha un 30% in piu' di coppia nominale nelle stampanti 3d se non stampi veramente veloce non hai problemi di coppia. riassumo in: se non vuoi fare un progetto dove la velocita' estrema (ma veramente estrema) la fa da padrona il 0.9 a 1\16 è la migliore opzione sarebbe bello fare un test accurato su a che punto "perdono uno step" e su a che punto "la differenza tra i due motori è sensibile"...quasi quasi provo 😅 -
Ma queste BambuLab sono davvero così strepitose?
FoNzY ha risposto a Meldro nella discussione La mia prima stampante 3D
non è promozione è quello che si prova quando passi da una stampante "cinese" ad una plug e play. prima della bambu per una plugg e play dovevi spendere 3\4k e quindi nessuno le comprava, adesso tutti prendono la bambu e rimangono estasiati perche' molto piu' passami il termine "a prova di idiota". comunque rimane vero il fatto che è piu' veloce, stampa fin da subito al meglio delle sue capacita' ma semplicoemente perche' il fine tuning lo fanno in azienda. Rimane pur sempre una stampante "di plastica" che sul medio\lungo periodo manifesta molti problemi di entita' minore. ad esempio se la usi in maniera intensiva ems cade a pezzi e a causa della suo funzionamento i tubi in ptfe vengono mangiati dai filamenti a causa dell'angolo di ingresso del filo nel tubo. l'estrusore non dura tanto a causa di difetti strutturali che rendono la rottura dell'hot block comune. ma vale comunque il prezzo che costa. p.s. la tastiera è impazzita e fa lettere doppie,un po' correggo ma poi salvaguardo la mia sanita' mentale -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
FoNzY ha risposto a Cubo nella discussione Nuove idee e progetti
in fatto di precisione si, in fatto di coppia ,sulla carta, va meglio lo 0,9 essendo ad 1\8 ma parliamo forse di 1\2% teorico. invece in fatto di velocita' la situazione si ribalta a favore del 1.8 alla fine la soluzione migliore è ancora 1\16 per il 0.9, hai il doppio della precisione con prestazioni praticamente identiche al 1.8 a 1\16 ma prestazioni sicuramente migliori rispetto al 1.8 a 1\32 che avrebbe la stessa precisione. è veramente difficile giudicare la risposta degli stepper in base al microstepp, come ti ho detto è pieno di articoli per nerd che trattano l'argomento ed i risultati non sono sempre scontati te ne "pentirai" e li giudicherai "inutili" ad un certo punto, anchhe io l'ho fatto in passato ma son tornato ai 17. p.s. con quelle bestie di nema 23 che driver usi? -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
FoNzY ha risposto a Cubo nella discussione Nuove idee e progetti
a grandi linee si, piu' aumenti il microstepping piu' la coppia per microstepp è bassa, ci sono un sacco di articoli per nerd a riguardo che riassumiamo in: metti il micorstepp ad 1\16 in full stepp sono inutilizzabili, in half\stepp il rumore è sempre troppo e ti smonta la stampante, 1\8 è anche ok ma la precisione non è il massimo, 1\16 è il miiglior compromesso, 1\32 se la coppia persa non è un problema meglio cosi' secondo me son esagerati i 23, i 17 vanno benone, magari un modello non proprio "base", fosse la mia metterei dei nema 17 da 0,9 ad 1\16 di micorstepp https://www.omc-stepperonline.com/nema-17-bipolar-0-9deg-36ncm-51oz-in-0-9a-5-4v-42x42x40mm-4-wires-17hm15-0904s p.s. un nema 23 a 1\8 ti scuote la stampante come una nacchera a full o 1\2 te la smonta direttamente in realta' è inutilizzabile a full stepp, 0,2mm come spostamento minimo è troppo grande, stamperesti solo dei mostri -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
FoNzY ha risposto a Cubo nella discussione Nuove idee e progetti
vinci il timore perche' il direct è un altro mondo, non te ne pentirai 😅 -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
FoNzY ha risposto a Cubo nella discussione Nuove idee e progetti
rispetto ad un hot block classico direi di si, secondo me pero' sono meno potenti ma parliamo di poco eh si infatti lo sono, non sapprei quale è "migliore" se ci sono differenze sono minime, uno vale l'altro -
Consigli vari
FoNzY ha risposto a Fedeb98 nella discussione Problemi generici o di qualità di stampa
potrebbero essere entrambe le cose o anche impostazioni di stampa non perfette, sei troppo vago per poter formulare ipotesi. se lavi in ipa tanto vale rpendere la resina classica che ha anche prestazioni migliori. non serve necessariamente ipa anche l'alcol al 99% funziona benone e costa 4.5eur\lt per la resina wather washable non so cosa dirti, mai usata. probabilmente il video è stato ritoccato come fanno sempre tutti, il supporto lascia sempre un segno evidente che poi va almeno carteggiato a mano. posizionare i supporti e le loro dimensioni è un arte se le tue impostazioni non sono ottimali i segni lasciati possono essere molto piu' grandi del normale. -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
FoNzY ha risposto a Cubo nella discussione Nuove idee e progetti
tra tutti gli psicodrammi disponibili direi che gli unici da dover scegliere sono l'orbiter o lo sherpa mini. che intendi per cartucce ceramiche? secondo me l'atttuale migliore combo disponibile è: e3d v6 mini, hot block volcano,adattatore ugello standard, bodntech cht. costo ridotto,peso ridotto prestazioni da high flow senza spazio rubato. gola e hot block volendo anche bondtech a seconda delle esigenze -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
FoNzY ha risposto a Cubo nella discussione Nuove idee e progetti
20x20x2 lunghezza 450. flessione gia' zero nel 20x20 ma se hai budget anche un 25x25 male non fa o un 20x20x3\4. 30x30 è anche sprecato...non saprei attento al fatto che sono "storti", è difficile trovarli perfettamente dritti prima di montarlo seleziona il lato migliore dove mettere la guida di solito almeno 1 dei lati è quasi perfetto. sapevo che quelli opachi sono piu' dritti di solito rispetto ai lucidi. non ho usato bullani per la guida ma ho filettato direttamente il carbonio, molto piu' pratico che imprecare per svitare i dadi ed anche se non sara' la filettatura piu' durevole del mondo per questo scopo va piu' che bene. ho usato 1 vite ogni due fori. l'unico svantaggio è che vibra tanto, senza smoothing i risultati erano molto scarsi, cambiato dal giorno alla notte con lo smmoothing -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
FoNzY ha risposto a Cubo nella discussione Nuove idee e progetti
è stata la miglior modifica rapporto costo\beneficio mai fatta per me 👍 -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
FoNzY ha risposto a Cubo nella discussione Nuove idee e progetti
3030 è gia' tostissimo di suo 3060 rischia di essere veramente sprecato. mi sento di consigliarti di mettere l'asse X in carbonio, risparmi molto piu' del peso di un estrusore completo. in questa configurazione non sei troppo alto rispetto al piano? hai 3cm di profilo+spessore braccio X i profili di sostegno asse Y (dove stanno le guide) anche 2040 vanno benone direi -
si mette obliquo per risparmiare tempo in quanto l'altezza in Z è il parametro dal quale dipende il tempo di stampa. non è una regola, l'orientamento deve essere deciso in base alla geometria, vuoi che il pezzo sia messo in modo da avere il miglior risultato possibile poi se c'è la possibilita' si ottimizza l'orientamento per ridurre il tempo di stampa ed al numero di supporti necessari.
-
intendi anche quelle non hobbystiche? nella stampa 3d industriale le stampanti che richiedono piu' accortezze sono tutte quelle che usano polveri sls,sla,dmls e per tutte queste stampanti quando si maneggia la polvere occorre una mascherina idonea\respiratore, tuta protettiva e occhiali per non inalare la polvere. Durante i processi di stampa le stampanti hanno il loro sistema di ventilazione e non serve niente di tutto cio', anche le cartucce contenenti la polvere possono essere maneggiate senza particolari accortezze in quanto sigillate. Per le fdm e resina concordo con killrob, i vapori potenzialmente nocivi sono talmente pochi che basta un minimo di buon senso. sopra le stampanti fdm tengo un estintore automatico a causa del loro moderato rischio di incendio ma ho avuto solo 2 casi di incendio in 15anni in entrambi i casi si è spento prima di atttivare l'estintore
-
Consigli per iniziare con la stampante 3d
FoNzY ha risposto a Rob93R nella discussione La mia prima stampante 3D
Parlando di stampa fdm la prima fascia di prezzo è quella che va da 0 a 1000 euro. In questa fascia di prezzo le stampanti sono tutte molto simili, le variazioni di prezzo sono date dalla grandezza dell'area di stampa. Queste stampanti usano slicer di 3ze parti ed hanno firmware open source. Cosa significa slicer di 3ze parti? lo slicer è il programma che divide l'oggetto in movimenti macchina e dovrai essere tu ad impostare le centinaia di parametri in modo che la tua stampante possa rendere al meglio. ovviamente questi slicer hanno gia' un profilo abbastanza idoneo alla stampante e dovrai solo fare un lavoro di rifinitura piu' o meno impportante. Queste stampanti sono caratterizzate da una meccanica minimale che le rende soggette ad una continua "manutenzione", cose da poco ma spesso e volentieri c'è sempre qualcosa da sistemare.(viti, rotelle,cavi etc...) La fascia oltre ai 1000 euro come ad esempio la bambulab p1 carbon o la creality k2 trovi stampanti "plug e play" dove non hai praticamente parametri da modificare ed gli slicer sono proprietari i quali sacrificano un minimo la liberta' di personalizzazione per rendere l'esperienza d'uso estremamente semplice ed intuitiva. queste stampanti non necessitano quasi di manutenzione. Tpu: il tpu puoi stamparlo con tutte le stampanti, se hai un estrusore di tipo direct la cosa diventa estremamente semplice, se hai un estrusore di tipo bowden è comunque possibile ma richiede un po' di tuning in piu'. -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
FoNzY ha risposto a Cubo nella discussione Nuove idee e progetti
ho avuto anche io l'idea di farmi il piano da solo ma non sono mai riuscito a quantificare in pratica la resistenza delle piste, non sapevo che solid work avesse questa funzionalita' se alla fine riesci a venirne a cappo mi piacerebbe avere i dati -
Variazione temperatura estrusore Prusa i3
FoNzY ha risposto a dert nella discussione Problemi generici o di qualità di stampa
sull'estrusore hai due ventole, una raffredda il corpo estrusore e questa con buona pace deve stare sempre al 100%, l'altra ventola raffredda lo stampato e puo' essere impostata alla velocita' che serve, succede molto spesso che questa seconda ventola si spostii di qualche mm (non la ventala ma il condotto) e l'aria finisca per buona parte contro l'hot block incasinandone la temperatura. ma la tua è una prusa originale? la prusa originale usa rff e rff prevede che il pid sia fatto con ventola accesa e spenta per sopperire proprio a questa eventualita'. Come si fa un pid autotune: connetti la tua stampante al pc usando repetierhost,pronterface o uno degli altri software invi il comando: M303 E0 S220 C5 E0 è l'estrusore, E1 è il piano S220 imposti la temperatura a 220 (imposterai la temperatura che usi piu' spesso) C5 è il numero di cicli. praticamente come ti dice poi la guida che hai postato salvi i valori che hai trovato. prima del test assicurati che la sonda sia ben inserita -
quel connettore è solo una "prolunga",all 99% è proprio il pin Z_min ma comunque devi controllare da dove parte quel cavo prima di scrivere il firmware. poi in nella tab "Board_nomeboard" controlli se è il pin Z_min se lo è usi la funzione 1 se non lo è editi la funzione 2
-
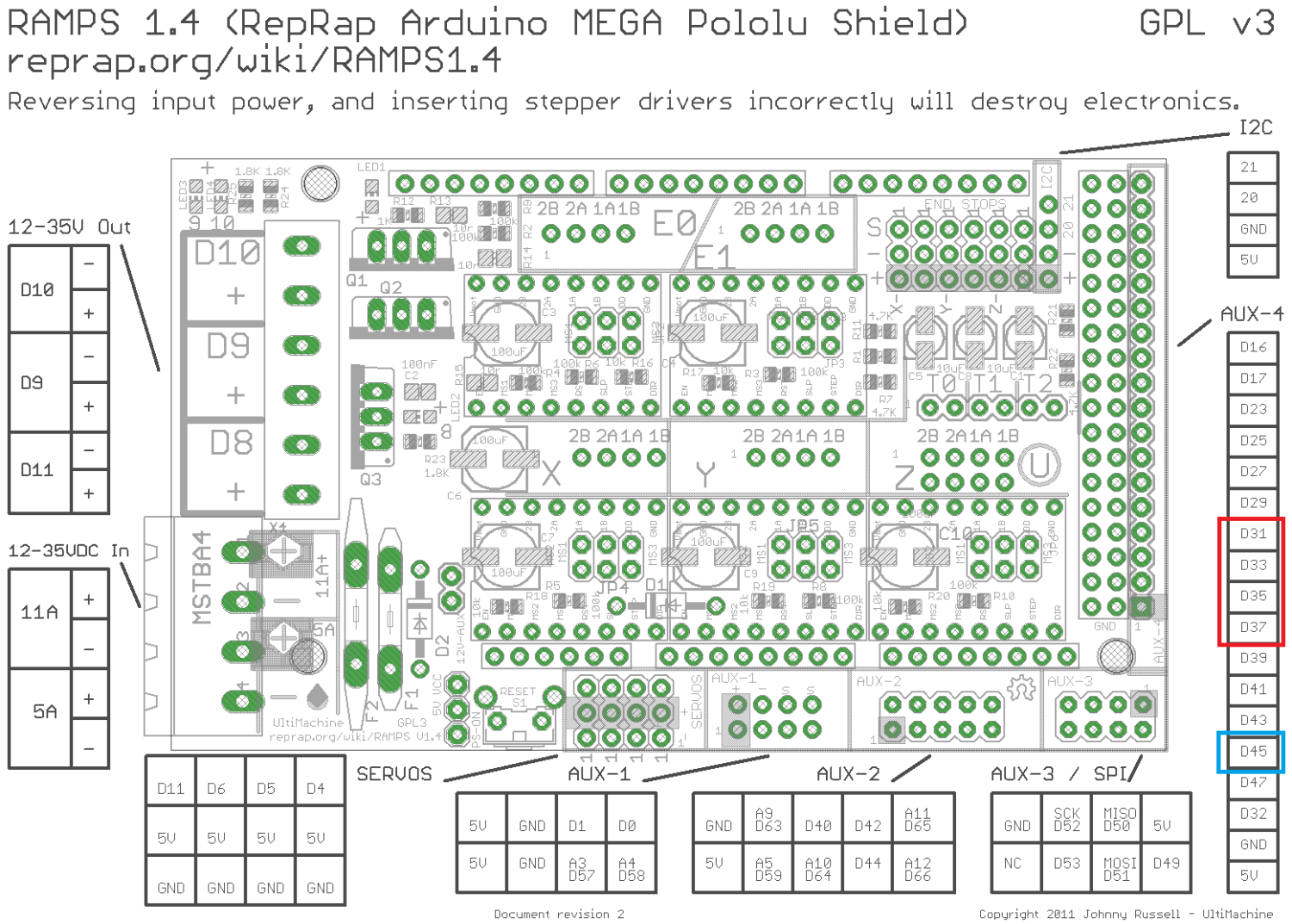
uno qualsiasi tra quelli che supportano il pwm. non serve abilitare quella funzione, ti basta abiliitare #define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN e collegare il touch al pin di Z min sta a significare che se per qualche motivo non puoi usare il pin di end stop minimo di Z allora disabiliti #define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN e abiliti /#define Z_MIN_PROBE_PIN 32 // Pin 32 is the RAMPS default. cambiando "32" con il numero che vuoi tra quelli disponibili ossia uno dei pin che supportano pwm. supponiamo tu abbia questa scheda madre: Supponiamo che D15 sia Z_min_endstop_pin #define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN in automatico assegna d15 al bltouch. Supponiamo tu voglia collegarlo a D13: #define Z_MIN_PROBE_PIN D13

-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
FoNzY ha risposto a Cubo nella discussione Nuove idee e progetti
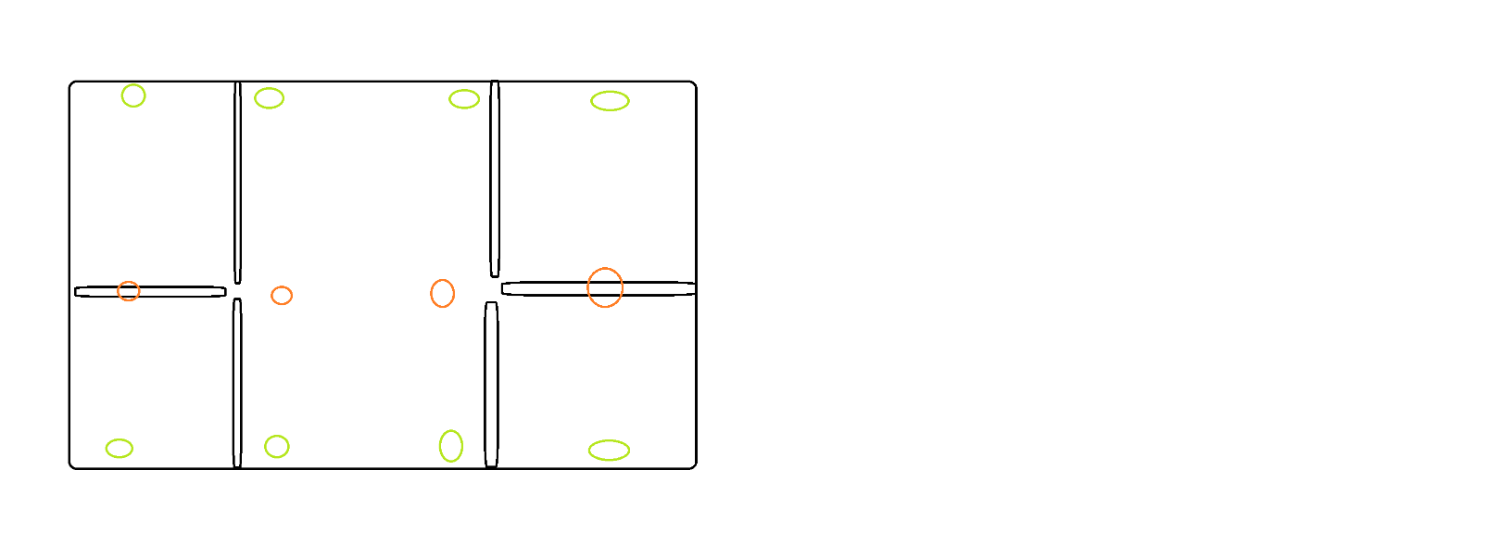
eh si, credo proprio che sia riduzione dei costi, in vetronite costa 10euro, in alluminio il triplo. non son convinto dei 3 piani centrali, dovrebbero essere 10x10cm o qualcosa del genere, tra viti,sensori e cavi forse farne solo 1 conviene. i "semi piani" magari ppuoi farli fessurati, in modo che non trasmettano calore piu' di tanto ma che abbiano sufficiente contatto da non dover necessitare di viti e poi, ma perche' tutte queste viti di regolazione? puoi fare un solo pcb con 8\12 viti (4 per lato lungo + 4 per la parte centrale se proprio vuoi) ho fatto anche un disegno tecnico molto tecnologicamente avanzato: gli sgorbi neri sarebbero delle fessure da 2\3mm. i cerchi verdi le viti. i cerchi arancioni le viti se vuoi strafare come calcoli la resistenza delle piste?
-
Ender 3 V2 Neo bloccata
FoNzY ha risposto a krashone nella discussione Problemi generici o di qualità di stampa
la luce viola sta a significare che è inizializzato correttamente ma se non estrae la zampetta quando va in home qualcosa non va'.... proverei a prenderne uno nuovo su amazon, se il problema rimane fai il reso entro 30gg. prima controlla bene i cavi, scollegalo e ricollegalo assicurati che non ci siano problemi minori.... -
Ender 3 V2 Neo bloccata
FoNzY ha risposto a krashone nella discussione Problemi generici o di qualità di stampa
sembra che sia un problema di crtouch, estrae la zampetta? lampeggia di colori strani? -
BASF Ultrafuse 316L fare da sè con estrusore filamento, possibile?
FoNzY ha risposto a Gabriele3 nella discussione Materiali di stampa
forse una telaio in filamento tecnico potrebbe attestarsi tra un telaio in alluminio classico ed uno in composito troppo costoso comunque non mi sembra cosa facile... -
acquisto per realizzare parti meccaniche e di supporto in progetti scolastici
FoNzY ha risposto a brontosauro nella discussione La mia prima stampante 3D
io l'ho provato su rff, anche li lo fa in automatico ma non fa altro che suggerirti uno o piu' dei 5 algoritmi gia' presenti, se vuoi farlo ad hoc anche qui devi farlo manulmente. si ok, ci sta, se vuoi farla spesso l'accelerometro ti fa risparmiare un sacco di tentativi a caso -
Scheda GT2560 v4.0 in brick
FoNzY ha risposto a diciassette nella discussione Software di slicing, firmware e GCode
unica strada percorribile purtroppo, non ce ne sono altre...buona fortuna 🤞 -
acquisto per realizzare parti meccaniche e di supporto in progetti scolastici
FoNzY ha risposto a brontosauro nella discussione La mia prima stampante 3D
non necessariamente, serve 1 sola volta, misura l'oscillazione e poi ti suggerisce uno dei profili gia creati per ridurla. puoi usare uno dei profili gia' pronti anche senza aver fatto il test con accelerometro. usare l'accelerometro ha senso solo se poi ti armi di pazienza e stai li a crearti il profilo ad hoc manualmente. pper unn neofita assolutamente no, per uno esperto assolutamente si