FoNzY
-
Numero contenuti
6.659 -
Iscritto
-
Ultima visita
-
Giorni Vinti
462
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-

Righe tratteggiate e fragilità
FoNzY ha risposto a kar120c nella discussione Problemi generici o di qualità di stampa
è un motorello con la forza di un criceto, il fatto che possa funzionare "male" è molto improbabile, molto piu probabile ( ma gia' parecchio improbabile) che smetta di funzionare dopo essersi cotto. il problema è il foro nella stampa che induce tensioni interne su quella parte, non è questione di estrusione, sei perfetto nel resto della stampa. p.s. i motori E girano un infinita' regolate la vref e non scaldano piu' tanto non hanno bisogno di chissa' quale potenza. -
@AlfaBeta devi mettere la @ per taggarmi. non so che tensione dovresti avere su i led, non sono nemmeno sicuro che sia un voltaggio misurabile con il tester credo sia pwm o forse no, boh https://fepshop.com/shop/parts/anycubic-led-array-with-driver-photon-s/?gclid=Cj0KCQjw0bunBhD9ARIsAAZl0E2b5OPCwt1eZMUDeS-h6dlcwWs5vkvb6ePyxSe6L9XUhbiDuqbyS_0aAjLMEALw_wcB 90 eurozzi 😅 bel rischio a mio parere. misura la resistenza sulle piazzole di alimentazione dei led, vediamo che numero esce fuori...potrebbe essere il driver dei led ma non lo trovi come ricambio singolo ed è compreso con i led. contatterei anche anycubic per un ricambio, 80+ss son tanti soldi
-
controlla prima che i led non sia in corto diretto.
-
è si, sembra proprio un danno hardware importante. probabile che i led siano bruciati e nel momento in cui vengono alimentati l'assorbimento eccessivo fa spegnere la stampante. da quello che scrivi sembra che la situazione sia praticamente irrecuperabile, puoi sostituire il blocco led ma oltre al costo non è detto che siano solo loro il problema, con un componente in corto diretto cosi' è facile che si sia tirato dietro anche altro
-
Righe tratteggiate e fragilità
FoNzY ha risposto a kar120c nella discussione Problemi generici o di qualità di stampa
l'unico motivo potrebbero essere temperature estreme, chiedere ad artillery è come chiedere al salumiere come costruire un camino...il tizio di turno ti risponde a caso la prima cosa che trova sula guida gia' scritta. -
Righe tratteggiate e fragilità
FoNzY ha risposto a kar120c nella discussione Problemi generici o di qualità di stampa
credo che sia warping o uno stress interno dovuto al foro. non è un problema di estrusione perche' di sbagliato su sta stampa ci sono solo i supporti 😂 1 solo perimetro? 2 al massimo sembrerebbe, se hai un infill alto aumenta il rischio di queste "fratture" aumenta i perimetri diminuisci se puoi infill -
Ha senso prendere un nuovo hotend?
FoNzY ha risposto a Alomor2 nella discussione Hardware e componenti
il mio consiglio è quello di non aumentare oltre la velocita' di stampa, sei gia' al limite ed è comunque il parametro che manda in crisi tutto. con ugello standard ed i tuoi parametri la velocita' massima teorica è 150+ quindi i difetti sono piu' dovuti alla meccanica instabile. Aumenta ogni parametro che riguarda l'estrusione da firmware che potrebbe limitare il flusso tanto male non fa' aumentare i valori relativi alla velocita' di estrusione. il cht è un grande ugello, non il 30% in piu' promesso da bondtech ma 5-15% si. puoi prendere il cht da 0,4 aumentare a 0,3 di layer. puoi prendere il 0,6 ed aumentare a 0,4 di layer dimezzando di fatto il tempo di stampa, poi sta a te. se proprio vuoi un high flow prendi il kit solo hot end di e3d (originale!) ma oltre a rubarti 2\3cm di altezza di stampa non ha troppo senso se vuoi comunque rimanere su 0,4-0,6mm ugello -
Ha senso prendere un nuovo hotend?
FoNzY ha risposto a Alomor2 nella discussione Hardware e componenti
non è un hot end high flow, il flow rate è lo stesso dell'estrusore che hai gia' la velocita' non è l'unico fattore da tenere in considerazione, che ugello usi? e che altezza layer? il flusso è relativo, un ugello piu' grande richiede piu' flusso cosi' come un layer piu' spesso richiede piu' flusso. con l'ugello standard potenzialmente potresti stampare a 1000ms con layer da 0,05 (numeri a caso) aumentare a dismisura la velocita' non ha senso fai prima a cambiare ugello o ad aumentare l'altezza layer parametri che comunque hanno meno impatto sulla qualita' rispetto ad una velocita' estrema. -
CONSIGLI SU QUESTA STAMPANTE
FoNzY ha risposto a EMOZIONE52 nella discussione La mia prima stampante 3D
senza infamia ne lode, come tute le altre su questa fascia di prezzo -
Stampa resina deformata
FoNzY ha risposto a Lorenzogalbia nella discussione La mia prima stampante 3D
mettine tantissimi, sottili e con poco punto di contatto(devono essere tipo le setole dello spazzolino da denti come forma e densita'), dovrebbe bastare poi una minima passata di carta vetra per rimuovere ogni segno. vuoi farlo chiuso? non ho capito troppo bene, comuqnue gli infill creati dallo slicer non sono troppo affidabili -
Anycubic Spostamente Stampa su asse Y
FoNzY ha risposto a Andrea Magno nella discussione Problemi generici o di qualità di stampa
denunciali! fagli causa! anche loro sono contro di me😭 (una mia crociata personale contro chi smanetta i firmware) Praticamente è stato come andare al pronto soccorso con una gamba sanguinante ed essere mandati al reparto psichiatrico 😂🤣 è un problema meccanico, lascia stare tutto il resto. suggerisco un controllo piu' approfondito sulla funzionalita' degli assi. controlla meglio, con la stampante spenta muovi delicatamente gli assi a mano per sentire se c'è qualcosa che non va', assicurati che la meccanica degli assi scorra bene, ogni cosa relativa al movimento di X\Y perche' il problema è li. la cinghia gira su un motore, controlla le pulegge che non siano allentate magari sembrano strette ma poi con un minimo sforzo in piu' sono lente e girano a vuoto. controlla che non ci sia un cavo incastrato che ad un certo punto blocca il movimento. dovresti guardare la stampante mentre fa il casino in modo capire cosa succede e se riuscissi a fare un video sarebbe il top, comunque video o no guarda alla stampante mentre si incasina. -
Stampa resina deformata
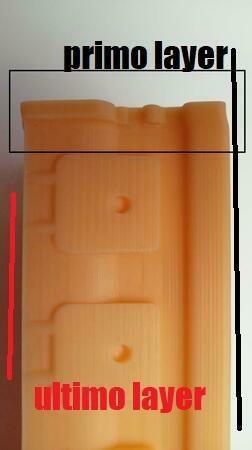
FoNzY ha risposto a Lorenzogalbia nella discussione La mia prima stampante 3D
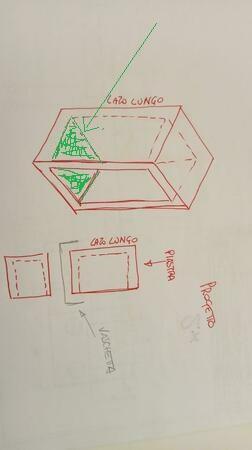
chiaro! il layer iniziale ha la classica zampa di elefante, è una questione di un livellamento che non sara' mai perfetto inevitabilmente, su una superficie larga lo avrai sempre, risolveresti sollevando e stampando su supporti. puoi rifare il livellamento tentando di rubare quei 10\20 micron (auguri 😅) magari aggiungi un foglio di pellicola da cucina tra piastra e foglio o compra uno spessimetro (magari 2) per la parte finale è sempre effetto ventosa il problema. la parte in verde viene creata tutta insieme in un unico layer, è sbagliatissimo perche' è soggetta ad immense forze sia di compressione (rinserimento nella resina) e trazione (stacco dal fep) fin da subito. praticamente è una "vela" che lotta contro la resina ma prima di prendere uno spessore decente litiga con il modo estremo ben oltre le sue capacita'. metti dei supporti interni a 45* tra la base in verde ed i bordi interni.
-
Stampa resina deformata
FoNzY ha risposto a Lorenzogalbia nella discussione La mia prima stampante 3D
quindi è a forma di U? con il lato lungo che poggia sulla piastra se ho capito bene , se stai stampando cosi' hai un effetto ventosa importante per tutta la stampa, la resina al suo interno non ha modo di uscire finche' la stampa non è finita. crea risucchio in sollevamento, bolle d'aria, differenza di pressione tra interno ed esterno per tutto il tempo della stampa e piu' tempo passa e piu' il livello della resina è diverso tra interno ed esterno
-
Anycubic M3 MAX
FoNzY ha risposto a Dom80 nella discussione Problemi generici o di qualità di stampa
per prima cosa su questa resina non ne so' molto, credo sia un prodotto cinese di dubbia qualita'. per pezzi cosi grandi io prenderei almeno la siraya tech. è sicuro che prende la forma del fep, sarebbe strano il contrario. se ho capito bene l'orientamento di stampa è questo: se è questo l'orientamento di stampa nel punto deformato hai un forte effetto ventosa. purtroppo non vedo soluzione pratiche, l'unica è aggiungere supporti, aumentare di 0,5sec il tempo di esposizione, ridurre velocita' di sollevamento, aumentare off time. potresti provare a cambiare orientamento orientandolo in modo che la parte che nella foto è vicino al mouse sia la prima ad essere stampata. praticamente orientata in altezza, poi non so' se è fattibile perche' dalle foto non si capisce niente, da quel poco che vedo potrebbe essere una soluzione
-
Ricostruire modificando “Fabtotum”
FoNzY ha risposto a Max79 nella discussione Nuove idee e progetti
puoi tenere lo stesso estrusore, al massimo devi cambiare il sensore -
Ricostruire modificando “Fabtotum”
FoNzY ha risposto a Max79 nella discussione Nuove idee e progetti
in reralta' per farla funzionare come stampante 3d non ci vuole molto, ti basta mettere una scheda madre diversa, un po' di tuning con il firmware e stampi senza problemi. io ti consiglio una scheda "duet 2 wifi" come nuova scheda madre con relativo panel due. ( a seconda del budget puoi prenderla non originale spendendo molto poco tanto vanno benone lo stesso) ti consiglio questa scheda per tre motivi. il primo è che è la migliore scheda sul mercato 😅. il secondo è che è molto piu' facile installare il firmware su questa scheda rispetto alle altre che usano marlin. (confiiguratore https://configtool.reprapfirmware.org/Start) il terzo motivo è che è una scheda che supporta anche il mondo cnc. con qualche compromesso ed un po' di pazienza potresti mantenere anche la parte cnc -
Qualità realizzativa delle stampanti con budget di 600-700 euro
FoNzY ha risposto a mbiz nella discussione La mia prima stampante 3D
devo raccontare questa, un azienda anche molto grande stampava modelli in resina vuoti senza fori per il drenaggio della resina, mi contattarono perche' sebbene gli fosse stato consigliato dal fuffa venditore non avevano risparmio ed i clienti si incattivivano quando il modello si sbriciolava e la resina ancora liquida macchiava tutto.. -
Qualità realizzativa delle stampanti con budget di 600-700 euro
FoNzY ha risposto a mbiz nella discussione La mia prima stampante 3D
dal punto di vista del "punto di contatto" il pva si comporta come qualsiasi altro materiale, la superficie rimane comunque segnata. fa la differenza solo nei casi in cui sono in punto scomodo da raggiungere con l''utensile, il pva lo sogli gli altri materiali bestemmi 😅. -
Ricostruire modificando “Fabtotum”
FoNzY ha risposto a Max79 nella discussione Nuove idee e progetti
perche' dici ibrido? vuoi tenere anche la parte cnc? ( tu dici "farla funzionare solo da stampante 3d") -
Qualità realizzativa delle stampanti con budget di 600-700 euro
FoNzY ha risposto a mbiz nella discussione La mia prima stampante 3D
certo che puoi usarli se proprio vuoi. il filamento si chiama pva è molto rognoso perche' non va d'accordo con l'umidita' ed è estremamente poco pratico. per poter stampare 2 materiali diversi ti serve una stampante con doppio estrusore(1 per materiale) o singolo estrusore che preveda questa possibilita' (estrusori 2 in 1).puoi prendere una stampante con doppio estrusore, con singolo estrusore ed aggiungerne un secondo, una stampante con singolo estrusore ed un modulo esterno per scambiare materiale usare due materiali allunga i tempi di stampa, spreca molto materiale e alla fine non hai nessun vantaggio reale. se stampi usando lo stesso pla come supporto fai prima, è piu' semplice e la qualita' è la stessa, l'unica differenza è che non lo sciogli in acqua ma lo stacchi con le mani usa il pva solo se sei costretto perche' il "prezzo" che paghi in termini di praticita' è molto alto e se non sei costretto non serve farlo. p.s. il PLA per una piastra pulsanti non è il massimo, ci sono materiali piu' adatti per questo scopo. asa,petg,pc,abs,pc-abs ad esemppio. -
Qualità realizzativa delle stampanti con budget di 600-700 euro
FoNzY ha risposto a mbiz nella discussione La mia prima stampante 3D
se ho capito bene fai due domande: La prima è: Posso ottenere la stessa qualita' spendendo meno? Assolutamente si, le stampanti fdm sono tutte uguali, non esistono stampanti fdm piu' precise o meno precise. nelle stampanti professionali il 90% del prezzo lo fanno i software, ricevi un software direttamente pronto all'uso, colleghi la spina e stampi.(che poi il prezzo sia sproporzionato\ al limite della truffa è un altro discorso 😂) nella stampante hobbystica hai un software di 3ze parti con mille parametri da dover ritoccare in base al materiale, al tipo di oggetto ed al tipo della stampante, una volta trovati quelli giusti non devi piu' cambiarli ma dovrai ritoccarli di tanto in tanto. Inoltre essendo la meccanica della stampante hobbystica molto essenziale per poter stampare bene dovrai mettere mano alla meccanica facendo qualche aggiustamento qua' e la' ogni tanto.viti,cinghie,rotelle etc.. cose da poco... dipende da che materiali hai usato, non tutti i materiali possono essere stampati da tutte le fdm. cosa non puoi stampare con la fdm da 600 euro? tutti i materiali che richiedono alte temperature e camera riscaldata. l'elenco sarebbe lungo e scorderei qualcosa. sono in vacanza e a memoria mi pare che il catalogo stratasys comprenda per la maggior parte abs,asa,pla e tpu. puoi stamparli tutti, solo con abs avresti qualche difficolta' in piu' e necessiteresti di una stampante con camera chiusa. semmai entro piu' nel dettaglio... se mi dici che materiale hai usato o verrresti usare posso essere piu' preciso. infine va detto che il materiale che hai usato per la stratasys è lo stesso che trovi su amazon a 25-40eur senza l'etichetta stratasys quindi non cadere nella "trappola" della qualita' fantomatica 😂 voglio parlare male di stratasys? non in particolare, un po' di tutte le stampanti "brand" professionali con cifre a 4 zeri c'è una stampante che si chiama "bambulab x1 carbon" costa 1300€, se riesci ad arrivare a questa cifra hai una stratasys ad 1\20 del prezzo. nettamente superiore e non di poco tutte le fdm professionali di questo mondo(senza camera riscaldata), come per la stratasys, colleghi la spina e stampi, software proprietario dove non devi mettere mano a niente, poca o nessuna manutenzione e per 4\5k ore stampi senza problemi. c'è anche la creality k1 che promette di essere uguale a questa bambulab ma costa 700 euro.la differenza sta nel fatto che la bambulab ha una storia ed ha dimostrato che è efffettivamente cosi', questa k1 dovrebbe ma non è certo (probabilmente si è solo che non ha una storia da raccontare ancora) usa i supporti solubili? -
certo che si
-
Stampanti refurbished, c'e' qualcosa di interessante?
FoNzY ha risposto a eaman nella discussione La mia prima stampante 3D
se sai metterci le mani sono tutte ottime affari hanno danni minori o nessun danno, nel peggiore dei casi mobo nuova a 30euro. purtroppo non conosco bene il settore ma sicuramente c'è anche qualche corexyy -
Sotto-estrusione Creality Ender 3 Neo
FoNzY ha risposto a Carlo Di Paolo nella discussione Problemi generici o di qualità di stampa
non ci sono su amazon, forse trovi qualcosa e3d. ( https://www.amazon.it/E3D-Brass-Nozzle-Triple-1-75mm/dp/B07KWQRSFM/ref=sr_1_22?__mk_it_IT=ÅMÅŽÕÑ&crid=2MQFPO1ES007Q&keywords=ugello%2Be3d%2Bv6&qid=1691932547&sprefix=ugello%2Be3d%2Bv6%2Caps%2C89&sr=8-22&th=1) la soluzione piu' comoda è prenderli d 3djake, da e3d hai la dogana e anche da bondtech (siti produttore intendo) purtroppo conosco solo cura. ci deve essere un parametro relativo al "flusso" nello slicer. lo slicer misura la quantita' da estrudere in base ad un calcolo perfetto del volume del filo quindi spesso questo parametro va ritoccato. se prima stampava bene la cosa piu' probabile è che inavvertitamente è stato cambiato il flusso o la ritrazione o che comunque l'errore che c'è sempre stato è piu' visibile su questo oggetto. stesso discorso per gli step\mm, non cambiano da soli e non puoi averli toccati inavvertitamente la spiegazione potrebbe essere che una sotto estrusione è piu' visibile su questo oggetto rispetto agli altri per molteplici fattori secondari. comunque essere sicuri che gli step\mm siano corretti male non fa'. https://www.youtube.com/watch?v=I5i1FPoc0H4&ab_channel=Help3D Considera anche che potrebbe essere anche solo filamento umido. p.s. dopo aver ritoccato gli step\mm se ne hai molteplici cambia ugello magari quello è difettoso -
Sotto-estrusione Creality Ender 3 Neo
FoNzY ha risposto a Carlo Di Paolo nella discussione Problemi generici o di qualità di stampa
questo ugello dove lo hai preso? io raccomando di prendere sempre ugelli di marca (bondtech\e3d) che costano su i 10 euro ma sono dimensionalmente corretti e senza sbavature interne. p.s. se vuoi fare un investimento bondtech cht a 25 euro. purtroppo non conosco questo sliicer ma non è questione di dimensione ugello. secondo me è piu' un problema di flusso o di step\mm dopo 4 mesi potrebbe aver preso umidita', improbabile ma possibile. se fosse umidita' dovresti sentirlo "scoppiettare" mentre viene stampato. non è che adesso scivolano e non fanno presa?