FoNzY
-
Numero contenuti
6.660 -
Iscritto
-
Ultima visita
-
Giorni Vinti
463
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-

Il motorino scatta
FoNzY ha risposto a Nick91 nella discussione Problemi generici o di qualità di stampa
bisognerebbe capire cosa crea il problema...il motore non ce la fa a spingere il filo, potrebbe essere un problema nell'hot end o nel motore in se anche se molto poco probabile... potresti stampare troppo veloce, con temperatura troppo bassa o essere troppo vicino al piano quando stampi.... -
Problemi con i sensori di prossimità
FoNzY ha risposto a Doctor nella discussione Hardware e componenti
allora c'è qualcosa che non va nel firmware...non so che dirti a riguardo....potrebbe essere tutto sbagliato per quanto ne so 😅 comunque il bltouch è una schifezza ma il sensore di prossimita' è molto peggio -
Tronxy X5SA-Pro - Got wild... :)
FoNzY ha risposto a Otto_969 nella discussione Nuove idee e progetti
si, ti serve un cavetto da collegare al motore dove da una parte c'è il connettore per il motore edall'altra il connettore servo di colore nero (la duet ha un passo diverso dalle altre schede) tipo questi: https://www.amazon.it/YOTINO-Passo-Passo-Bipolare-Stampante-Macchina/dp/B07CBSQ1QV/ref=sr_1_15?__mk_it_IT=ÅMÅŽÕÑ&crid=3LNK0B11H9CIO&keywords=cavo+stepper&qid=1645379053&sprefix=cavo+stepper%2Caps%2C103&sr=8-15 -
Problemi con i sensori di prossimità
FoNzY ha risposto a Doctor nella discussione Hardware e componenti
cioè hai tolto bltouch, gli hai messo un sensore totalmente diverso senza modificare niente nel firmware e ti sorprendi se funziona? oppure sono io che non ho capito... la lucina sul sensore si accende perche' è una cosa interna sua non vincolata alla stampante -
non serve un plug in, puoi farlo dallo start gcode che trovi nella tabella "impostazioni stampante" se ad esempio vuoi cambiare gli step inserisci la riga m92 Exx Xxx Yxx Zxx (dove xx è il numero dei tuoi stepp) in alternativa se nella stampante è abilitato il comando m500 puoi scaricare repetier host ed inviare i nuovi valori alla stampante usando la stessa riga di cui sopra e poi salvarli con M500
-
Cosa devo fare per migliorare?
FoNzY ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
quello sputacchiamento è dato dalla poca ritrazione ma 4mm non poco..sicuramente un valore alto per essere in quel modo sputacchiato, aumenta la velocita' e magari cambia ugello -
Anycubic i3 MEGA S: Problemi Stampe interrotte
FoNzY ha risposto a 3DPrint nella discussione La mia prima stampante 3D
è colpa del sensore di temperatura o delle sue connessioni. controlla bene i fili ed i connettori e poi valuta l'opzione di cambiare sensore -
Tronxy X5SA-Pro - Got wild... :)
FoNzY ha risposto a Otto_969 nella discussione Nuove idee e progetti
vedrai che sara' una passeggiata, le duet sono un altro mondo con il configuaratore -
Cosa devo fare per migliorare?
FoNzY ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
velocita' è bassa, valori intorno a 40 son di solito quelli giusti 4mm...è un bowden? 230 sono un po' pochi per il petg, anche qui valori intorno a 250 sono la norma hai controllato gli step\mm? hai un ugello super cina? 90% è tanto poco...strano che debba essere cosi ridotto -
Anycubic i3 MEGA S: Problemi Stampe interrotte
FoNzY ha risposto a 3DPrint nella discussione La mia prima stampante 3D
non sale oltre 190? o è sempre a 190? (anche quando dovrebbe essere quella ambiente) -
Problemi ntc
FoNzY ha risposto a Claudio1954 nella discussione Problemi generici o di qualità di stampa
dubito che sia il firmware, i sensori cinesi hanno di questi problemi io ormai dopo le brutte esperienze prendo solo sensori e3d originali. potrebbe essere la tensione che passa per il sensore ad essere sballata, hai controllato? -
tubo intasato
FoNzY ha risposto a onirico nella discussione Problemi generici o di qualità di stampa
non riesci a sfilarlo dal raccordo? purtroppo succede spesso questo fatto perche' sia il tubo che il raccordo non sono il massimo della qualita', puoi svitare il raccordo e sostituirlo perche' se non esce c'è poco fare. p.s. sai che va premuto l'anello in plastica e poi va tirato il tubo? -
temperatura piatto vari layer
FoNzY ha risposto a Francesco_3d nella discussione Problemi generici o di qualità di stampa
si, ma se non la fa' evidentemente sbagli qualcosa, purtroppo non conosco lo slicer secondo me hai erroneamente impostato 60al primo 55 al secondo e poi spento...- 12 risposte
-
- 3
-

-

-
- temperatura
- piatto
- (and 1 più)
-
stampe con "segni superficiali"
FoNzY ha risposto a FoNzY nella discussione Problemi generici o di qualità di stampa
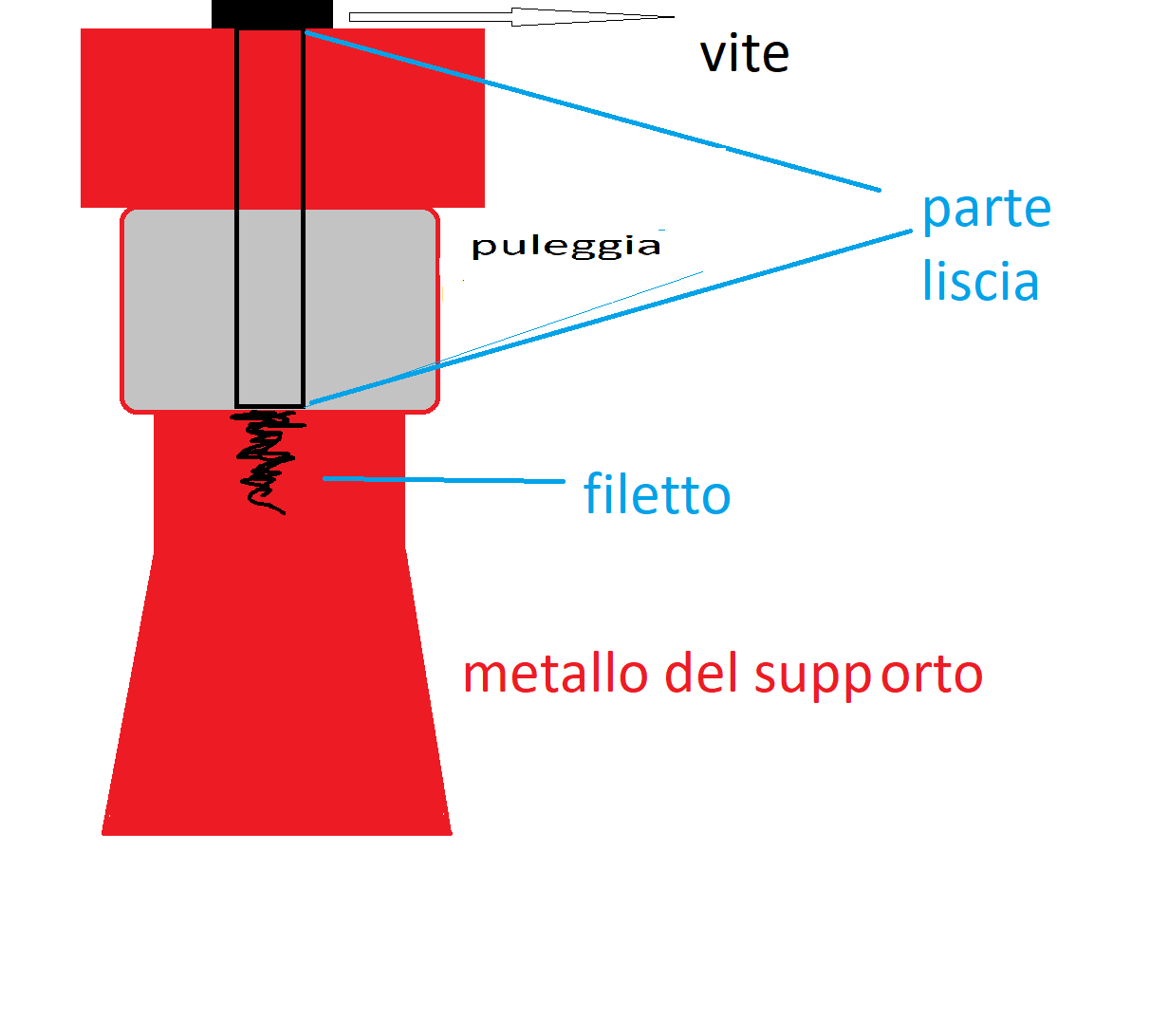
trovare una vite con la parte liscia "perfettamente lunga" è impossibile
-
stampe con "segni superficiali"
FoNzY ha risposto a FoNzY nella discussione Problemi generici o di qualità di stampa
@Killrob @Truck64 nel kit ci sono solo pulegge lisce e sono fatte "strane"...sono due semi pulegge...dalla foto si capisce che sono due pezzi. quella specie di torretta che tiene la puleggia è il motivo per cui usare viti parzialmente filettate non è sempre possibile, il filetto deve iniziare perfettamente prima di quella torretta oppure la vite non entra(spero di essermi spiegato bene 😅 -
stampe con "segni superficiali"
FoNzY ha risposto a FoNzY nella discussione Problemi generici o di qualità di stampa
Non ho capito 😅 Le ho usate ma poi per come e’ fatta la stampante son sempre troppo corte, poi magari ti mando una foto per spigare meglio -
stampe con "segni superficiali"
FoNzY ha risposto a FoNzY nella discussione Problemi generici o di qualità di stampa
è una blv...ha un migliaio di pulegge😑. mi è sempre stato stretto il fatto che le pulegge girano su viti e non su alberi quindi se vogliamo girano tutte "storte"... nel week-end ci butto un occhio e vediamo se trovo qualcosa di strano... si -
stampe con "segni superficiali"
FoNzY ha risposto a FoNzY nella discussione Problemi generici o di qualità di stampa
Ma e' cartesiana o CoreXY? Corexy. Per quanto riguarda l’estrusore sono passato da un nema17 su bmg bowden al titan(il Titan ha il suo motore “specialissimo”) ma le righe erano presenti sia prima che dopo -
stampe con "segni superficiali"
FoNzY ha risposto a FoNzY nella discussione Problemi generici o di qualità di stampa
è un titan aero ma lo faceva anche con il chimera ad acqua(senza ventole) -
Ender 3 V2 - estrusione fallita durante fusione
FoNzY ha risposto a doum89 nella discussione La mia prima stampante 3D
troppa ritrazione, è questo il problema... se hai una distanza troppo alta in alcune stampe a causa di una serie di ritrazioni consecutive potrebbe sfilarsi il filo dal tubo -
stampe con "segni superficiali"
FoNzY ha risposto a FoNzY nella discussione Problemi generici o di qualità di stampa
no perche' ho dimenticato di scriverlo ma lo faceva anche con un altro estrusore bowden che le ventole non le aveva, comunque si questo è direct. no, l'infill non si vede si -
stampe con "segni superficiali"
FoNzY ha pubblicato una discussione in Problemi generici o di qualità di stampa
dopo una 50ina di ore di stampa tutti i pezzi che stampo escono con questo "pattern" sulle superfici sarebbe un problema meccanico se non fosse che il motivo è regolare, esattamente ogni 5,8mm c'è un "ondina" sia in X che in Y. gli assi sono su carelli hiwin originali e comunque niente nella guida ha questa dimensione... le sfere nel carrello sono da 2.38mm e quindi non sono le sfere, la distanza tra le viti è 25mm e quindi non sono i fori delle viti che reggono la guida, le pulegge sono D16 con una distanza tra i denti di 2,5 e quindi nemmeno le pulegge.... come vedete gia ci ho sbattuto la testa... idee su cosa potrebbe essere? 5,8mm sono 1160 step 😅...quindi nemmeno gli step
-
Nuovo Modello di "Spool Holder" (scherzo)
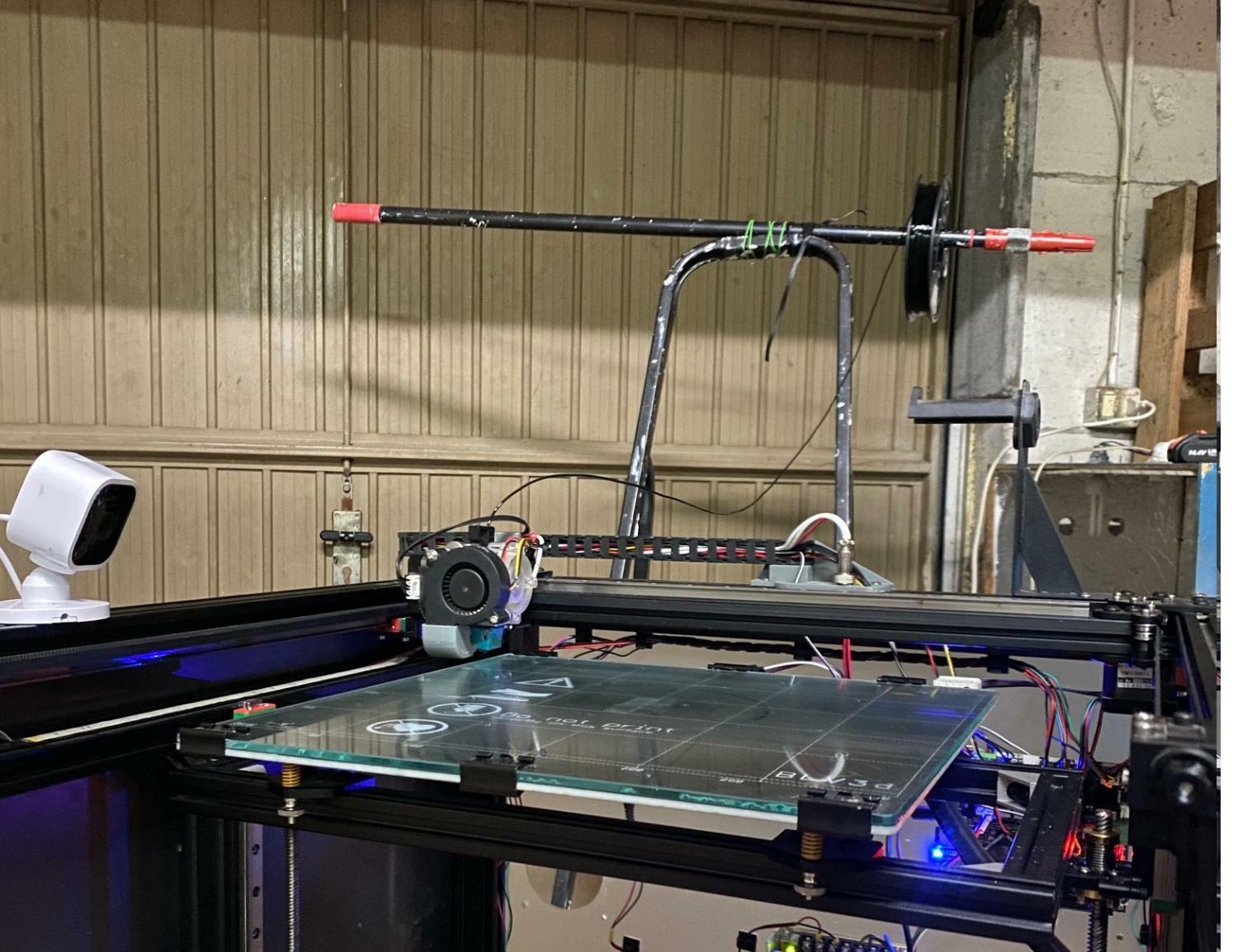
FoNzY ha pubblicato una discussione in Nuove idee e progetti
essendo tpu il mio sistema di supporto bobina non andava bene...cosi ne ho fatto un altro...che pooin si è rilevato fallimentare dopo aver fallito una stampa per il filo bloccato dopo 6 ore...ho deciso per la soluzione creativa 😅 sto pensando di brevettarlo 😂....
-
Motherboard SKR-2.0 rev B non parte più
FoNzY ha risposto a Pietro2309 nella discussione Hardware e componenti
dipende...se sei capace si 😅...come riparazione non è troppo difficile credo che le skr siano un ottima soluzione prezzo\qualita' anche se come ti hoo detto sono delicate...io ne ho un piccolo cimitero -
Motherboard SKR-2.0 rev B non parte più
FoNzY ha risposto a Pietro2309 nella discussione Hardware e componenti
La scheda si e’ bruciata, ma questo già lo sapevi 😅 La puzza di bruciato quasi mai si avverte e quasi mai si hanno dei segnali di cedimento da parte dei semi conduttori…da quello che scrivi sembra essere il regolatore di tensione della scheda ad essere andato ma la soluzione più facile e’ cambiare scheda p.s. Le skr sono tanto delicate