FoNzY
-
Numero contenuti
6.660 -
Iscritto
-
Ultima visita
-
Giorni Vinti
463
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-

Asciugatore per filamento: quale prendere?
FoNzY ha risposto a NicolaP nella discussione Hardware e componenti
io ho preso quello sovol direttamente dal loro sito, 50 eur. per un 2 posti spedito da Germania....potente come un criceto asmatico ma fa il suo lavoro (credo che tutti siano un po' poco potenti comunque) -
Errori di stampa
FoNzY ha risposto a ZUCCA nella discussione Problemi generici o di qualità di stampa
bassina per il petg....240\250 porta la temperatura a valori corretti e poi vedi, se ci sono tutti "fili" in giro per la stampa allora è poca. troppa ritrazione crea un blocco nell'estrusione. si chiama warping ed è normale. per evitarlo serve buona adesione al piano, io risolvo con un po' di lacca. velocita' di stampa bassa e nessuna ventilazione per i primi layer. ovviamente devi avere un primo layer buono\perfetto altrimenti il warping è certo -
se ho capito bene quei duei pin non voglio la corrente, sono i cavi dell'interruttore (end stop) il bl touch ha 5 cavi 3+2 3 cavi sono: +,-, enable 2 cavi: sono X(d2) e gnd che fanno la funzione di "end stop" e vanno collegati al posto dell'end stop sul socket end stop
-
Problemi di dimensioni di stampa con stampante anycubic photon s
FoNzY ha risposto a mark123 nella discussione Problemi generici o di qualità di stampa
ma perche hai preso la photon s? dovevi prendere la photon mono o la photon mono x (8 e 18 modelli dentali in 2ore e 30) purtroppo non posso aiutarti per la photon s ma se passi alla mono ti do i parametri che uso per stampare i miei modelli. p.s. usa resina abs-like e non quella base -
Non riesco a livellare il piatto della Ender 3 V2
FoNzY ha risposto a Andrea14 nella discussione Problemi generici o di qualità di stampa
domanda retorica? senza offesa è...ma è chiaro che sbagli qualcosa 😅 se il bl touch funziona è questo valore ad essere impostato male se il bltouch "toucha", la zampetta si attiva, preme in giro, prende i suoi punti il problema è che hai lo z-offset sbagliato -
@cepemax sono tutte e 3 sullo stesso piano, nessuna ha un problema o un difetto in particolare, son tutte stampanti economiche. la x-max offre la camera schiusa, la prusa forse offre un esperienza piu' semplice all'inizio, la ender è quella che offre meno ma costa anche meno...
-
tranquillo che non si sfonda. si sfonda solo se un residuo solido lo buca, per usura non si buca. tipo la pellicola al telefono, esattamente la stessa cosa...
-
che intendi per "piu' resistenti" ? io il fep della mono super cinese lo uso per mesi facendo 2 o + stampe al giorno ogni giorno e non sono mai riuscito a sfondarlo...si sfonda se ci sono dei pezzi di resina solidificata nella vaschetta e nel caso non c'è fep che tenga. se hai paura di sporcare lcd metti una pellicola protettiva allo schermo
-
no, è leggermente piu' difficile del PLA ma comunque molto semplice da stampare....realisticamente è la tua unica scelta
-
credo che il petg sia la scelta migliore P.S. il PLT che sarebbe?
-
in realta' sono anni che non stampo abs, lo stampavo con la m200 che è una semi chiusa e tanto erano dolori passate le 2 ore...forse adesso le cose son migliorate perche' saranno passati 4-5 anni dall'ultima esperienza
-
in realta' molto poco, è piuttosto resistente, il suo piu' grande nemico è il calore...in estate all'aperto 2 ore si "scioglie" se vuoi questo devi prendere una stampante "brand" ma purtroppo sono fuori budget anche le usate. nessuna necessita ma tutte ne hanno bisogno...sono meccaniche critiche che pero' funzionano ma se ti metti a controllare tutto andrebbe migliorato. abs non lo stampa. se vuoi stampare abs ed avere un pelo meno problemi questa è la scelta giusta. un pelo meno critica delle altre sulla stessa fascia di prezzo ed ha degli "optional" non male, come ho detto se vuoi stampare abs, se vuoi una camera chiusa è forse la scelta giusta.
-
comunemente detta "stro***a" 😅 Come ti hanno suggerito dovresti chiuderla ed anche se la chiudi la situazione è comunque critica e difficilmente riusciresti a fare stampe piu' lunghe di 1\2 ore.
-
Problema Velocità con FLSUN Q5
FoNzY ha risposto a kalvia80 nella discussione La mia prima stampante 3D
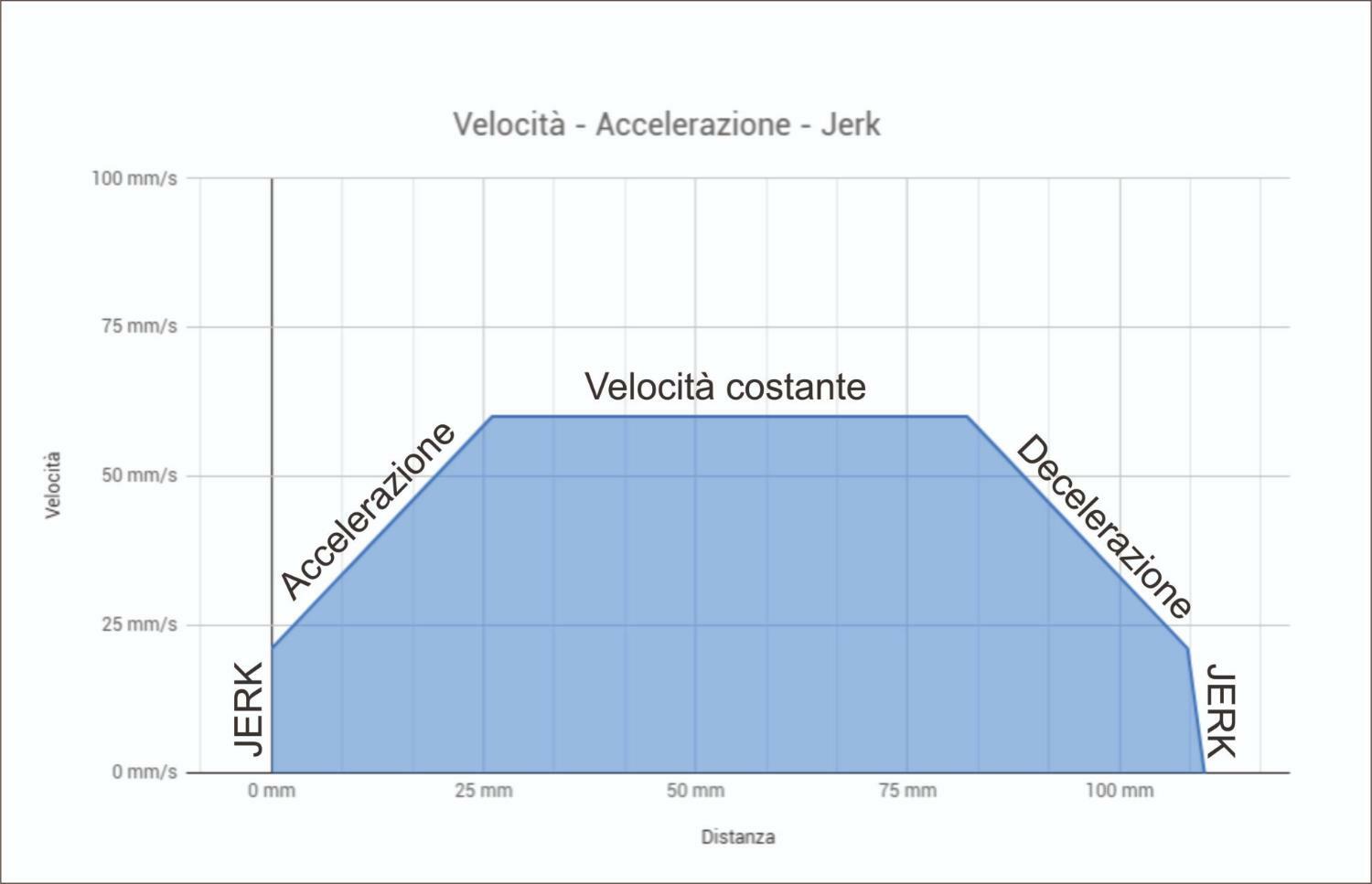
no, non esiste niente di questo tipo. secondo me dovresti comprendere meglio come funzionano i movimenti della stampante perche' il "problema" sono "le tue aspettative". c'è il jerk o "accelerazione istantanea" (strappo) ossia una primissima accelerazione anche piuttosto brusca che parte da 0 ed arriva a qualche mm\s. poi l'accelerazione (parametro) che a seconda del valore impostato fa accelerare la stampante in modo lineare fino al raggiungimento della massima velocita' impostata (quella che imposti in cura è solo la max vel) poi c'è la velocita' che imposti in cura che è una velocita' massima e non una velocita' "unica". questa velocita' viene raggiunta se e quando c'è uno spostamento abbastanza lungo per raggiungerla. decelerazione è un uguale all'accelerazione ma inversa. ancora jerk! quando l'asse ha rallentato abbastanza si ferma quasi di all'istante. non vedi differenze nella stampante perche' il movimento che vedi è jerk e accelerazione parametri non dipendenti dalla velocita' impostata in cura. puoi modificare questi due valori dal firmware o anche da gcode ma vorrei sapere qual'è il problema prima altrimenti mi sento di sconsigliarti di modificarli al momento
-
Prima compilazione firmware
FoNzY ha risposto a thedragonflyer nella discussione Software di slicing, firmware e GCode
smanettare i firmware è sempre una sofferenza, non va mai tutto liscio Adesso siamo tutti sicuri (per tutti intendo io, voi gia' lo eravate) che il sensore giusto è il 5 ma quando carichi il firmware ricevi il messaggio di avvenuto caricamento? -
Problemi base modelli, soluzioni?
FoNzY ha risposto a Verletti nella discussione Problemi generici o di qualità di stampa
i supporti vanno messi in base all'oggetto e alla situazione quindi non c'è un "valore" giusto o sbagliato... -
Problemi base modelli, soluzioni?
FoNzY ha risposto a Verletti nella discussione Problemi generici o di qualità di stampa
sul tempo di esposizione dovresti fare dei test prima di abbassarlo. per il ritardo di cura puoi andare tranquillo e mettere 1 sec. a me non sembra un problema di esposizione nella foto ma un problema di supporti -
Prima compilazione firmware
FoNzY ha risposto a thedragonflyer nella discussione Software di slicing, firmware e GCode
secondo me è 1 quello giusto ma non riesco a trovare la lista....perche' hai messo 5 ? (magari hai ragione tu a me sembra fosse 1 xo') #define LCD_LANGUAGE (en) è una delle prime righe in config.h secondo me non hai caricato il firmware, la lingua di default è l'inglese mi sembra strano sia in cinese....e se aggiungiamo che niente funziona...c'è ancora dentro il "firmware" di fabbrica...sempre "forse" eh! -
Problemi base modelli, soluzioni?
FoNzY ha risposto a Verletti nella discussione Problemi generici o di qualità di stampa
mi sembrano tantissimi per una resina nera, tanti per una resina non nera tipo 1 sec è anche troppo posta una foto perche' i valori non sono cosi sbagliati, vediamo il problema -
nessuna fesseria, tutto giusto! Dovrebbe essere lui il colpevole. io ho risolto sostituendo il mosfet (fortunato a trovarlo)
-
Problemi con Artillery Sidewinder X1 dopo cambio hotend
FoNzY ha risposto a Gian57 nella discussione Problemi generici o di qualità di stampa
se la parte "hot" è ok allora il problema forse è nello spingi filo come sospettavi....hai impostato nello slicer il giusto diametro del filo? -
Problemi con Artillery Sidewinder X1 dopo cambio hotend
FoNzY ha risposto a Gian57 nella discussione Problemi generici o di qualità di stampa
si ma dovresti notare che l'estrusore scivola sul filo. hai messo il tubo in ptfe all'interno della gola? (se predisposto) -
Problemi con Artillery Sidewinder X1 dopo cambio hotend
FoNzY ha risposto a Gian57 nella discussione Problemi generici o di qualità di stampa
e che hot end è? il sensore ed il riscaldatore sono uguali a prima? la temperatura letta a schermo è stabile? che filamento è? a che velocita' stampi? -
stessa cosa che è successa a me, prima fa le bizze e poi "schioppa" il mosfet, se guardi al mosfet di E è sicuramente in corto marcio (io per sta cosa ho rischiato due volte di andare a fuoco) se sei in grado e riesci a trovarlo puoi cambiare il mosfet con pochi spicci l'alternativa è una scheda madre nuova
-
Imparare a modificare Marlin
FoNzY ha risposto a Edo_Tesei nella discussione Software di slicing, firmware e GCode
io guarderei i video sul tubo ma devi sapere l'inglese...in italiano non credo ci sia niente piu' che delle cose super basilari