eaman
-
Numero contenuti
6.047 -
Iscritto
-
Ultima visita
-
Giorni Vinti
478
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-
Prima di tutto guarda che la scheda MCU non venga alimentata dal sonic via USB quando connessa, magari c'e' un jumper sulla scheda, se non si riesce prova almeno a farli passare per un hub usb alimentato. Si puo' anche modificare il cavo USB e metterlo in solo dati. Che non sia un problema di alimentazione. Poi guarda a che device USB sei connesso, tipo: Guarda poi che tipo di connessione seriale ha il MCU: se e' una schifezza via CH340 oppure se e' un USB vero del MCU, in alcune schede c'e' da fare delle saldature per ablilitare il processore principale. Suppongo che tu stia facendo un tail -f su dmseg per vedere cosa dice il kernel quando si disconette. Bisogna poi che la versione di klipper sul sonic e quella sul MCU corrispondano: non e' che hai scaricato il FW binario dal web a random? Guarda che versione di Klipper stai usando e compila un FW dalla stessa versione. RANT: ma sei un sistemista e ti sei accattato il sonic? Ma pigliati una orangepi o un qualunque embedded e mettici una Debian pulita...
-

Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
eaman ha risposto a Cubo nella discussione Nuove idee e progetti
Magari hai posto sotto / dietro, tipo questo della AI lab. Mi piace l'idea di distribuire le masse meglio, non solo davanti e sopra, avere il duct per il filamento che spara in orizzontale piuttosto che in verticale. Sostanzialmente si tratta di aprire un 5015 e fargli un guscio con due cannoni laterali. -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
eaman ha risposto a Cubo nella discussione Nuove idee e progetti
Magari mettici delle asole dove lo fissi con 2cm di margine o una slitta per poterlo alzare / abbassare, se ti capita di voler montare un nozzle strano che sia lungo o corto... Nelle simulazioni di flusso che vedo in giro spesso si dimenticano che 0.2mm sotto al nozzle c'e' la stampa 😛 -
Primo layer irregolare e scarsa adesione su letto PEI
eaman ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Scusa sai ma metti degli spessori (post it, kapton tape) tra l'alluminio e lo strato superficiale nel punto in cui e' piu' basso. E dai. Ma ci sara' ben un motivo se le mesh sono editabili. Che vuoi fare, continuare a insistere a non voler correggere la mesh? E se ti compri il bed ratificato dalla NASA e poi la tua sonda ti fa la mesh curva? 🤪 -
Be' bisogna vedere di quanto scazza, se e' un minimo puo' essere un po' di polvere, se sballa di millimetri si' o no' a me fa pensare al ABL che non carica la mesh, poi resetta la stampa e il giro dopo la carica. /** * Normally G28 leaves leveling disabled on completion. Enable one of * these options to restore the prior leveling state or to always enable * leveling immediately after G28. */ #define RESTORE_LEVELING_AFTER_G28
-
acquisto per realizzare parti meccaniche e di supporto in progetti scolastici
eaman ha risposto a brontosauro nella discussione La mia prima stampante 3D
Io sono d'accordo sulla sonda, pero' la mesh anche manuale serve se hai il piatto imbarcato. Te magari sulla KP3S lo senti meno perche' hai un bed piu' piccolo. Ma tanto se non si cambia il firmware e' inutile farsi delle paranoie: si stampi il primo layer alto e si livelli il piatto nel punto in cui si stampa in genere, non sulle viti... -
Ideamaker non stampa
eaman ha risposto a Boxer79 nella discussione Software di slicing, firmware e GCode
Potrebbe essere un problema di g-code iniziale. Intanto prova con un altro slicer e se funziona confronta il gcode iniziale. Oppure vai a chiedere sul forum / reddit di Ideamaker. -
Estrusore smette di stampare ad ogni stampa
eaman ha risposto a The_Cap nella discussione Problemi generici o di qualità di stampa
Di retrazione ne hai un bel po' comunque e anche l'all metal non aiuta per quello: prova a fare un po' meno retrazione tipo 4mm. Il PTFE in-line con il nozzle e' una menata alle alte temperature ma con il PLA se montato bene e' piu' scorrevole e non si intasa mai, l'all metal deve essere di qualita' per scorrere bene, possibilmente bimetal. Come dice @Devil3D potrebbe essere anche il raffreddamento. Io non ti vorrei incasinare ulteriormente ma ti dico come la vedo: se vuoi stare col bowden lungo o resti col PTFE in-line o monti una gola bi-metal con i controcazzi, poi usi Linear Advance. A quel punto te la cavi con 3mm di retrazione ed e' meno tragico. Ma se non devi stampare ad alte temperature conviene fare lo sforzo di imparare a montare bene il PTFE in-line. Oppure vai in direct drive che all'80% risolve tutti quei problemi. Solo che poi per andare in DD sarebbe opportuno avere il doppio asse Z e magari avere un motore non troppo pesante sull'estrusore, ma se stampi piano e non fai Z-hop magari te la cavi senza. Io con il pacco hotend vecchio della Ender3 su 2 stampanti in bowden uso 2.5-4mm di retrazione pero' uso un tot di Linear Advance, stampo sui 100mm/s. -
Primo layer irregolare e scarsa adesione su letto PEI
eaman ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Buone domande: perche' usare un sensore per fare la mesh se ti sbaglia a fare la mesh? Perche' fare la mesh continuamente? La forma del piatto mica cambia. E se cambia perche' cambia e cosa cambia? Il motivo per correggere a mano la mesh e' palese: per stampare il primo layer bene, cosa che evidentemente con il solo ABL non si riesce a fare. Suppongo tu stia usando Marlin: https://marlinfw.org/docs/features/unified_bed_leveling.html Se usi Klipper fagli fare la mesh ogni volta solo sotto ai pezzi che stampi. -
Sara' qualche settaggio nello slicer per un profilo particolare, magari si disattiva la mesh se la usi. Magari controlla che impostazioni hai per il caricamento della mesh.
-
Primo layer irregolare e scarsa adesione su letto PEI
eaman ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
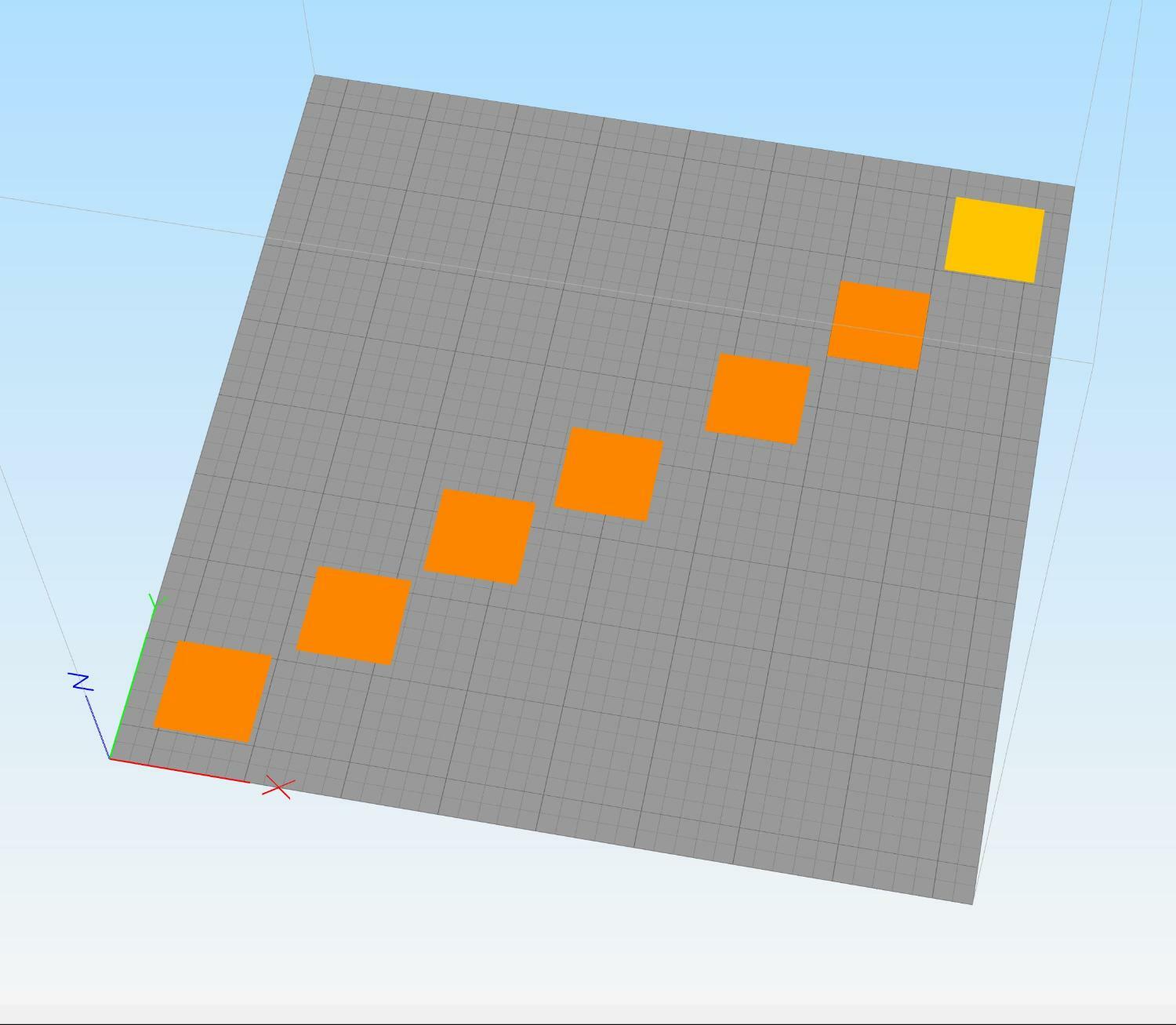
Se in una parte del piatto non sei all'altezza giusta la mesh non e' corretta: correggila. Stampa una griglia di rettangoli tipo quelli sopra ma della dimensioni della mesh, es 5x5 come quella allegata. Poi DOPO aver corretto la mesh stampi la fila di rettangoli in diagonale correggendo lo Z-bed / babystep mano a mano che ti vengono fuori. L'ordine e': messa in squadro viti mesh babystep 5x5-Bed-Level-Calibration-v2.stl -
Primo layer irregolare e scarsa adesione su letto PEI
eaman ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
1. Pulisci bene il nozzle prima di fare l'auto level, fai una ritrazione prima di farlo e non fare uscire filamento mentre fai la mesh o la calibrazione delle 4 viti. 2. fai il primo layer almeno di 0.25mm Non ti inventare cose strane: regola le 4 viti con spessimetro da 0.2, fai la mesh, regola l'altezza di Z / babystep con un test tipo questo Usando come riferimento:
-
Non capisco: avevi il bowden che arrivava fino al nozzle o una gola - heatbreaker in metallo? Stavi usando tutto il blocco originale della Ender con il PTFE in-line o avevi gia' cambiato con un all-metal?
-
Dipende da che processore hai sulla scheda, AVR o STM: apri e guarda.
-
Scrivere o incidere su oggetto stampato in 3D
eaman ha risposto a andreagugu nella discussione Nuove idee e progetti
In ogni caso non incidere o scriverei sul materiale estruso, nella migliore delle ipotesi lascia uno spazio per attaccare una etichetta o una placca o qualcosa che sara' passato da un incisore / stampante. Fossi io ci metterei una etichetta bianca adesiva sotto, se hai 3 plug ce ne metti una larga 6 cm e si capisce quale sia il 1,2,3 senza inventarsi dei problemi super complicati 😉 -
Posso chiedere come lo stampavi il PETG, con il bowden in-line o con un heat breaker full metal? Se eri con il bowden fino al nozzle a che temperature lo estrudevi?
-
acquisto per realizzare parti meccaniche e di supporto in progetti scolastici
eaman ha risposto a brontosauro nella discussione La mia prima stampante 3D
Puoi stampare quello che serve per calibrare: https://ellis3dp.com/Print-Tuning-Guide/ Ad occhio per come era stata tenuta io cambierei prima il nozzle e comprerei del filamento nuovo: inutile perdere tempo altrimenti. Prova un po' a vedere se quel piatto in vetro dall'altra parte e' ancora buono, altrimenti compra un piatto in PEI o chiede in giro se qualcuno ti regala il vecchio piatto di una Ender che non usa. -
Occhio che e' il risultato del processo produttivo, non solo i materiali e gli strumenti, a non essere igienico. Soprattutto se pensi di fare contenitori per conservare il cibo, se invece fai tipo delle forme per biscotti che poi vanno cotti te la puoi cavare. Oppure puoi stampare parti che non vanno a contatto col cibo come mollette per sigillare, parti per una centrifuga per insalata...
-
Consigli vari
eaman ha risposto a Fedeb98 nella discussione Problemi generici o di qualità di stampa
E' meglio fare miniature e figurine piuttosto che quella forma, parti con miniature semplici e ottimizza per quelle caratteristiche non per superfici lisce e angoli retti. -
Consigli vari
eaman ha risposto a Fedeb98 nella discussione Problemi generici o di qualità di stampa
Che poi il problema e' che sbagli processo produttivo: quella e' una forma da fare al laser o con una fresa piuttosto che con una stampante FDM. Te poi la vuoi fare con una stampa a resina che sarebbe per fare superfici curve o con molti dettagli. Tutti angoli e superfici piatte... -
Grafico Temperature, anomalia.
eaman ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Hai controllato il bowden o il termistore? O entrambi? Comunque non e' che ci sia tanta roba li' intorno: in alto c'e' il bowden, dentro l'hot end c'e' la cartuccia scaldante e il termistore, i relativi cavi. Il resto e' metallo. Poi ci sono le ventole e relativi supporti: non e' che avevi la ventola dell'hotend o il suo supporto molto vicina all'hotend? -
Grafico Temperature, anomalia.
eaman ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Magari hai cotto i tubi in silicone / PTFE che proteggono il termistore. Anche se cambi la gola devi tener conto del materiale del termistore. -
Grafico Temperature, anomalia.
eaman ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
A quanto e' impostata MAXTEMP? Prova ad alzare il valore. 1. Se hai il bowden in line a 260 lo cuoci 2. Non servono piu' di ~240 per il PETg -
Qua ci sono dei fw precompilati e un configuratore: https://github.com/mriscoc/Ender3V2S1/releases/tag/20230904 Puoi anche cercare qualche video su you tube se vuoi configurartelo, il firmware si chiama mriscoc
-
Ender 3 Max Neo Marlin firmware
eaman ha risposto a lucaspennato nella discussione Software di slicing, firmware e GCode
https://marlinfw.org/docs/gcode/G029-mbl.html Config.h : #define GRID_MAX_POINTS_X 5 // Don't use more than 7 points per axis, implementation limited. Ma che versione di Marlin hai compilato?