eaman
-
Numero contenuti
6.087 -
Iscritto
-
Ultima visita
-
Giorni Vinti
486
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-

Testata tagliata e incisa al laser
eaman ha risposto a eaman nella discussione Incisione e taglio laser
Thanks, non so se hai notato come e' fatta la mia laser sopra: c'e' una guida in legno in alto e il pannello su cui appoggia il legno scorre contro quella, i lati corti della macchina sono aperti. Cosi' mi risulta abbastanza facile fare scorrere il taglio in orizzontale e riuscire a fare cose lunghe anche facendo combaciare i fregi dopo che ci prendi un po' la mano. Che non e' male perche' inizialmente volevo tenere il telaio di 120 cm effettivi mentre cosi' riesco comunque a fare le ali degli aerei quando serve ma ho sicuramente meno errore (i lati dovrebbero essere ~88cm). -
L'importanza di un ugello di qualità
eaman ha risposto a Mino nella discussione Problemi generici o di qualità di stampa
Bho io per un po' ho usato come te il 0.3mm con 3 perimetri per 1mm, effettivamente e' comodo, ma prima quando disegnavo facevo le pareti della misura che tirava meglio la mia stampante con il nozzle da 0.4, a memoria 1.2mm e qualcosa... Attualmente uso lo 0.4mm (uno di quelli buoni e cerco di usare sempre quello) e al bisogno cambio la line widht sia per la zona corpo che per il top (cioe' faccio 2 zone, piu ogni tanto una per i primi 2-3 layer con piu' horizontal size compensation se ho degli incastri per l'elephant foot) nel modo in cui lo slicer la rende al meglio. Cioe' io la line widht la cambio quando ne ho bisogno a seconda della stampa, ma anche l'estrusione... -
La stampa si sposta dopo qualche Layer (Ender 3 v2)
eaman ha risposto a MarkArms nella discussione Problemi generici o di qualità di stampa
Vedi che le molle siano ben compresse se no devi rifare la calibrazione continuamente. Vedi poi di fare il primo layer alto alemeno ~0.25mm cosi' hai un po' piu' di margine di errore. Coraggio, un po' alla volta ci fai la mano e dopo sarai capace di correggere al volo guardando come stende lo SKIRT. -
Info HW per upgrade/ custom printer
eaman ha risposto a Otto_969 nella discussione Hardware e componenti
Un mesetto fa ho fatto un server con una scheda da 25e spedita (CPU onboard inclusa), la ram ne avevo 2GB in giro, l'alimentatore e' un 12v da LED da ~qualche ampere (+ PICO PSU). La prima volta l'ho fatta andare usando la scatola come case, raffreddato passivo. Manco l'alimentatore ha una ventola. 🤐 Replacement di un file server fatto con la stessa scheda / CPU da me 10 anni prima. -
La stampa si sposta dopo qualche Layer (Ender 3 v2)
eaman ha risposto a MarkArms nella discussione Problemi generici o di qualità di stampa
Welcome 😞 Dici il nozzle? Gratta contro al piatto o contro la stampa? Comunque non serve un BLT, il piatto si calibra anche a mano, dovrebbe essere un argomento trattato varie volte sul forum... Eventualmente chiarisci che vediamo 😉 -
La stampa si sposta dopo qualche Layer (Ender 3 v2)
eaman ha risposto a MarkArms nella discussione Problemi generici o di qualità di stampa
Probabilmente hai una cinghia che slitta, poco tesa. Oppure una puleggia ruotina troppo tirata. Oppure hai fatto un casino con i cablaggi dell'estrusore / col bowden che limita i movimenti in una certa posizione. controlla i cablaggi, prova a muove (piano) gli assi con la macchina spenta e senti se ci sono ostacoli, se tutto scorre in modo omogeneo, controlla le cinghie. -
Testata tagliata e incisa al laser
eaman ha risposto a eaman nella discussione Incisione e taglio laser
Ho e' roba figa, e come quando in elettronica fai i primi circuiti logici con gli interruttori e poi arrivi a vedere come fanno i computer a fare le operazioni di base: e' molto soddisfacente quando vedi quelle magie logiche trasformate in realta'. Qui lo fai con i layers 😛 -
Info HW per upgrade/ custom printer
eaman ha risposto a Otto_969 nella discussione Hardware e componenti
Whoot intanto ho trovato le RAM 3200 a 50e per 16GB, se continua cosi' posso magari permettermi una scheda madre con i dissipatori sui VRM! 😄 (che se no mi tocca farmeli tagliando uno di quelli da SSD M.2) -
Testata tagliata e incisa al laser
eaman ha risposto a eaman nella discussione Incisione e taglio laser
He ma via, chi fa grafica piu' o meno e' abituato a lavorare a layers, qui c'e' il bello di averli per davvero 😛 -
L'importanza di un ugello di qualità
eaman ha risposto a Mino nella discussione Problemi generici o di qualità di stampa
Ma dov'e' che ti ho detto che il thin wall test non serve? Io volevo cercare di illustrare che non c'e' una corrispondenza univoca tra la line - widht e il diametro dell'ugello, perche' in un messaggio precedente qualcuno chiedeva di un nozzle di una misura un po' particolare per poter fare immagino perimetri di un diametro esatto. In realta' non e' cosi' geomatrica la cosa ma non vuol mica dire che sia a cacchio o che il thin wall non conti niente, va' fatto come tutte le regolazioni... -
L'importanza di un ugello di qualità
eaman ha risposto a Mino nella discussione Problemi generici o di qualità di stampa
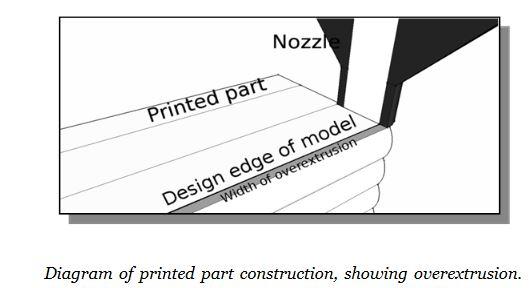
Ti arrabbi con me o con la fisica dell'estrusione? 😅 Perche' io ti chiedo scusa se ti ho urtato, ma la sovraestrusione durante i wall e le estrusioni (e i lati che sono compressi da altri perimetri rispetto a quelli aperti) sono argomenti che fanno parte dell'esperienza di queste macchine. T'ho un altro esempio da un libro: Mica vuol dire far le cose a cacchio, bisogna tenere conto di queste sovraestruisioni e come detto anche dell'altezza layer, poi del fatto che in quelle interne invece la compressione contro il layer adiacente porta a gradito squadro che aumenta la superficie di adesione. Che io ricordi non si e' MAI stampato line widht di es. 0.4mm con nozzle da 0.4mm: si fa una line widht di 0.42-0.45mm. Che e' uno dei motivi per cui anche a me piace stampare con il nozzle da 0.3mm e fare 3 perimetri di 1mm, con un po' di sovraestrusione.
-
L'importanza di un ugello di qualità
eaman ha risposto a Mino nella discussione Problemi generici o di qualità di stampa
E' ma non estrudi mica un quadrato, i bordi sono sempre arrotondati. Per altro cambiano anche in base all'altezza layer: es https://help.prusa3d.com/en/article/layers-and-perimeters_1748#recommended-thin-wall-thickness -
He, risolvere i problemi con la VISA e un BRAND conosciuto e' vincere facile, c'e' piu' gusto a cercare soluzioni per fare piu' o meno la stessa roba con cose self made ed economiche. Questo ovviamente e' un parere personale e il punto di vista di un hobbista, io ho capito da mo' che mi diverto di piu' a ravanare con gli avanzi senza nessun ritegno che con roba di alta qualita'. Ma per carita' ad ognuno il suo, massimo rispetto per Prusa che ha fatto un prodotto FINITO, ben curato, sicuramente ben testato ad un prezzo che in quel segmento di mercato non e' manco alto.
-
Testata tagliata e incisa al laser
eaman ha risposto a eaman nella discussione Incisione e taglio laser
Thanks. Contate che e' la prima che faccio, la prossima vorrei farla almeno di 3 layer: un fondo con incisione, un secondo strato di tagliato (che sarebbe come quella fatta in cui c'e' il fregio e le cornici) e sopra un altro layer. Quindi c'e' da disegnare il fregio pensandolo in un paio di layer, un po' alla volta... L'ispirazione e' da questa roba: L'effetto e molto bello IMHO * si fa bene con le nostre taglio laser perche' i layer devono essere sottili * e' pure relativamente semplice come finitura se si fa' ogni layer tutto allo stesso modo * contando che sono layers incollati su una base si potrebbero fari a parti, cosi' si possono usare essenze di legno / finiture diverse anche senza essere particolarmente bravi con i pennelli. Se ne scazzi 1/4 almeno non devi rifare tutto 🙂 -
Cosa usare per incollare più pezzi in resina.
eaman ha risposto a ruggerorocky nella discussione Materiali di stampa
Questa https://www.amazon.it/Loctite-601905-Adesivo-Universale-secondi/dp/B0161NVJV8/ ha un ottimo rapporto quantita' qualita' prezzo. -
L'importanza di un ugello di qualità
eaman ha risposto a Mino nella discussione Problemi generici o di qualità di stampa
Secondo me se compri un barattolino di sidol e ci dai dentro per due minuti con un cordone o lo spazzolino... -
Info HW per upgrade/ custom printer
eaman ha risposto a Otto_969 nella discussione Hardware e componenti
Ouch! Io l'avevo usato un po' SW prima che uscisse Fusion, poi dato che per me e' piu' che altro un hobby uso Fusion che gira decentemente anche sul portatile. Adesso che c'e' il black friday faro' una macchina con un i5 gen 10 che dovrebbe tirare il giusto con una RX580 che ho in casa 🙂 Forse riesco a spendere meno di 200e lol 😄 -
Info HW per upgrade/ custom printer
eaman ha risposto a Otto_969 nella discussione Hardware e componenti
Tranquillo, io l'avevo detto piu' che altro perche' so che molta gente (me compreso) che ha magari in casa un muletto per file server / backup / torrents, con un cavo USB ti puo' ospitare anche klipper e octaprint ma tenere acceso un PC intero da 300W per quel task sarebbe follia. Oppure (se e' il tuo sport) lo puoi installare al volo sul computer normale... /Cries with a i3 4160 running Fusion :') -
Posizionamento del "pezzo" sul piano.
eaman ha risposto a hiroshi976 nella discussione Problemi generici o di qualità di stampa
Cerca di orientare i pezzi in modo che l'hotend si muova piu' in X che in Y. La cosa piu' significativa e' che le stampe FDM tengono solo in XY, in Z si aprono, quindi piu' che altro se e' un pezzo meccanico devi ragionare su che direzioni ti serve che tenga. -
Per il rinnovo di un cucina ho fatto la testata di una stufa, di particolare c'e' che e' un pezzo di ~1.2m quindi l'ho fatto a zone con il lightburn print and cut. Il fregio e' sia inciso che a rilievo, e' stato fatto con un finisher piu' brillante in modo che rifletta la luce in modo diverso dal corpo principale che e' fatto ad olio, il risultato che girandoci attorno o con la luce accesa diventa piu' o meno brillante. I vari colori sono stati fatti con pigmento + alchol, e' tutto tagliato dallo stesso pannello legno.
-
Info HW per upgrade/ custom printer
eaman ha risposto a Otto_969 nella discussione Hardware e componenti
Io di gente che ha un PC x86 per far girare klipper non ne conosco (...), se vuoi fare una prova per vedere se ti piace ok ma se tieni acceso appositamente un Intel qualcosa per far girare klipper sei un disgraziato. Altra scheda low cost e' la orange PC. Certo che oggi con i prezzi che ci sono non si capisce piu' casa sia "economico", una volta queste schede dovevano costare nei ~15e, e una scheda per stampante a 32bit con driver inclusi poco piu'. -
Posizionamento del "pezzo" sul piano.
eaman ha risposto a hiroshi976 nella discussione Problemi generici o di qualità di stampa
- https://www.amazon.it/Functional-Design-Printing-2nd-Designing/dp/1511572027 Random. O meglio e' come il tizio lo ha esportato, ma spesso e' la posizione in cui e' stato disegnato non quella in cui stamparlo, perche' come impostare lo slicer dipende da chi lo produce. -
Thanks, se ti piacciono ci sono i file da qualche parte nel forum...
-
Fusion360. Problemi a tagliare parti del file .stl
eaman ha risposto a hiroshi976 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Meshmixer (che e' un po' vecchiotto), Prusasliacer ha delle funzioni per tagliare e separare. Delle volte semplicemente nello slicer si riesce anche a spostare l'intero corpo sotto al piatto (traslare) e cosi' stampare sol la parte che resta sopra. -
Fusion360. Problemi a tagliare parti del file .stl
eaman ha risposto a hiroshi976 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Partito? Allora continua, ce n'e' per mesi li'... 😉