eaman
-
Numero contenuti
6.043 -
Iscritto
-
Ultima visita
-
Giorni Vinti
478
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-

Problema supporti
eaman ha risposto a GunTanK nella discussione Problemi generici o di qualità di stampa
Probabilmente e' una questione ti tempi di stampa / raffreddamento. -
Surriscaldamento del motore della stampante 3D
eaman ha risposto a Dolores nella discussione Problemi generici o di qualità di stampa
Guarda che potresti anche avere una pulley mal allineata o la cinghia variamente scassata. Occhio che quello e' un motore particolare, a 0.9 gradi, le stampanti normali usano 1.8 gradi. -
Problemi di Warping
eaman ha risposto a Darkover nella discussione Problemi generici o di qualità di stampa
Be' magari puo' cambiare il nozzle e orinare un PEI nuovo, le ventole in teoria un paio di anni dovrebbero farli. -
Colori per post produzione stampa 3D
eaman ha risposto a Al3x nella discussione Off-Topic in generale
Io ti consiglierei questi https://www.amazon.it/s?k=vallejo+set a pennello, a aerografo Tamiya o Gunze. -
Problema supporti
eaman ha risposto a GunTanK nella discussione Problemi generici o di qualità di stampa
Dubito che quella parte possa venire perfetta senza post produzione, bisognerebbe fare le interfacce di contatto in un altro materiale tipo PETG. Altrimenti bisogna che ti metti li e provi varie combinazioni di supporti e distanze per trovare la combinazione migliore con quel materiale, stampa solo la base, fanne 5-10 prove... Oppure taglialo a meta' e poi incollalo, sperando che non faccia warping. Opzione ancora piu' furba: modifica la forma mettendo una base piatta con eventualmente un chamfer di al massimo 20 gradi, 30" e' meglio partendo dal piatto. -
Io lo stampo a 213c a velocita' "normali" (entro i 150mm/s) e fino a 225c se vado molto forte ~300mm/s. Il piatto ai soliti 55-65 a seconda del bisogno e della fretta.
-
Problemi di Warping
eaman ha risposto a Darkover nella discussione Problemi generici o di qualità di stampa
lol Al massimo potrebbe essere il caso di comprare un nuovo piatto se hai consumato lo strato in PEI di quello che usi, si puo' provare a rigenerarlo (cartavetrata, colla) ma comunque costano ~10e... Il warping e' un problema meccanico, dato dal restringimento del materiale mentre si raffredda. Il problema numero 1 in genere e' il design sbagliato del pezzo: angoli ad es. Tipicamente vuoi usare stampanti chiuse per minimizzarlo e trovare il materiale migliore, tipo materiali con aggiunta di fibra di carbonio. Altra soluzione a costo zero: ridurre le velocita', le temperature, mettere la stampante in una scatola / sacco, usare le colle oltre al BRIM. Ma di certo non e' che compri una stampante nuova ogni volta che hai un problema, ne le stampanti si consumano in 150 ore 😛 Con quella parte magari puoi provare un mouse ear di dimensioni generose e senza distanza dalla parte, poi dopo averlo stampato lo tagli via. -
Ma vuoi comprare lo stesso motore cesso https://www.aliexpress.com/w/wholesale-Nema17-.html?g=y&SearchText=Nema17+&sortType=total_tranpro_desc o va bene anche uno un po' migliore? - https://www.aliexpress.com/item/32729135099.html
-
Uno dei vantaggi dell'ABS e' che e' compatibile con vari tipi di colle, tra cui i comuni cyano acrilici. Non so il PET ma il PETg e' particolarmente resistente alla maggior parte delle colle, ha una tensione superficiale particolarmente stronza, quindi occhio se fai parti funzionale che devono tenere dei carichi e vanno incollate.
-
Calibrazione piatto lk1 longer
eaman ha risposto a pietrocx nella discussione La mia prima stampante 3D
Ah be' se hai il piatto in vetro la sonda a induzione te la scordi, piglia un BLT o un end stop per Klicky. -
Calibrazione piatto lk1 longer
eaman ha risposto a pietrocx nella discussione La mia prima stampante 3D
Lo hai chiesto al produttore? Se nel vecchio firmware funzionava quale PIN veniva utilizzato? -
Calibrazione piatto lk1 longer
eaman ha risposto a pietrocx nella discussione La mia prima stampante 3D
[fan] pin: PA15 Possibile che quello non sia il pin giusto: forse devi modificare quel valore. Io non ho idea di quale valore usare, devi chiederlo a chi a quella stampante / scheda. -
Calibrazione piatto lk1 longer
eaman ha risposto a pietrocx nella discussione La mia prima stampante 3D
E' una domanda a trabocchetto? 😛 E' sbagliata la configurazione della ventola o dello slicer. -
Calibrazione piatto lk1 longer
eaman ha risposto a pietrocx nella discussione La mia prima stampante 3D
Prima di tutto devi guardare se il firmware che usi supporta una sonda, nel caso quale. Altrimenti devi cercare in rete una versione del firmware che supporti una sonda, es. BLT o induttiva, e poi comprare quella. Altrimenti devi entrare nell'ordine di idee di prepararti il firmware da solo, a quel punto puoi montare quello che ti pare. Nel caso la migliore sonda sul mercato e' la Eddy probe / Cartographer. -
Livellamento piano di stampa
eaman ha risposto a traffick nella discussione Problemi generici o di qualità di stampa
Probabilmente l'hai montata storta: smolla le viti del telaio, metti la stampante su un superficie piana, prendi una squadra e avvita il telaio assicurandoti che sia gli assi verticali che il gantry (l'asse X) siano bene in squadro. -
Discussione su Klipper ufficiale
eaman ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
BTW se a qualcuno puo' servire io ho comprato un paio di queste webcam: https://www.aliexpress.com/item/1005006756095725.html che se le cercate su Ali anche in Choice si trovano sotto i 4e. Sono 1080p a 60fps (poi se usate una mini scheda bisogna vedere se quella ce la fa!), qualita' ovviamente bassa pero' funzionano con Linux senza sbattimenti. Questo e' il crowsnest.conf per Klipper recenti, se volete ho anche un file di conf per il vecchio webcamd: [crowsnest] log_path: ~/printer_data/logs/crowsnest.log log_level: verbose # Valid Options are quiet/verbose/debug delete_log: false # Deletes log on every restart, if set to true [cam 1] mode: ustreamer # ustreamer - Provides mjpg and snapshots. (All devices) # camera-streamer - Provides webrtc, mjpg and snapshots. (rpi + Raspi OS based only) enable_rtsp: false # If camera-streamer is used, this enables also usage of an rtsp server rtsp_port: 8554 # Set different ports for each device! port: 8080 # HTTP/MJPG Stream/Snapshot Port device: /dev/video3 # See Log for available ... resolution: 1920x1080 max_fps: 30 # If Hardware Supports this it will be forced, otherwise ignored/coerced. #custom_flags: # You can run the Stream Services with custom flags. #v4l2ctl: -
Discussione su Klipper ufficiale
eaman ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Ci sono delle soluzioni pre confezionate, pacchettoni vari tipo Obico. Per quanto Fluidd e' un applicativo web e pure Moonraker e' network layer: se ne capisci di networking puoi raggiungere entrambi da fuori senza aggiunte particolari. Oppure una classica VPN. -
Oggi ho fatto "un mischione" anche io: ho montato i piedini della Bambulab sulla piccola QIDI che era un po' troppa bassa e respirava poco da sotto. Direi che vada bene, e' piu' silenziosa e spendola un po' in giro nei movimenti secchi, direi che li consiglio quei piedini. Vi allego un adattatore di esempio da stampare, quello e' per la Qidi X Smart. x smart feet.3mf
-
Primo layer peggiorato
eaman ha risposto a madPrint nella discussione Problemi generici o di qualità di stampa
Tu devi fare il bed tramming, che si fa probabilmente con un cacciavite. Hai il piatto inclinato di ~0.9mm, non dovresti averne piu' di ~0.2mm. -
Parametri di stampa Cura 15.04.6 per Anycubic Mega S con ugello 0.2mm
eaman ha risposto a zorro101 nella discussione Problemi generici o di qualità di stampa
Le piu' diffuse sono le Ender, ma te puoi pigliare qualunque profilo per 0.2mm per stampanti simili alla tua anche della stessa marca e guardare cosa cambia. Evvabe', se adesso fai 5mm fanne 2 che sono fin troppi, idealmente dovrai fare una stampa di calibrazione: Comunque non sei mica il prima che stampa con lo 0.2mm: se cerchi in rete di guide su come stampare con il nozzle piccolo ne trovi: https://www.google.com/search?client=firefox-b-d&q=how+to+print+with+0.2nn+nozzle -
FreeCad: disegno meccanico parametrico libero e gratuito
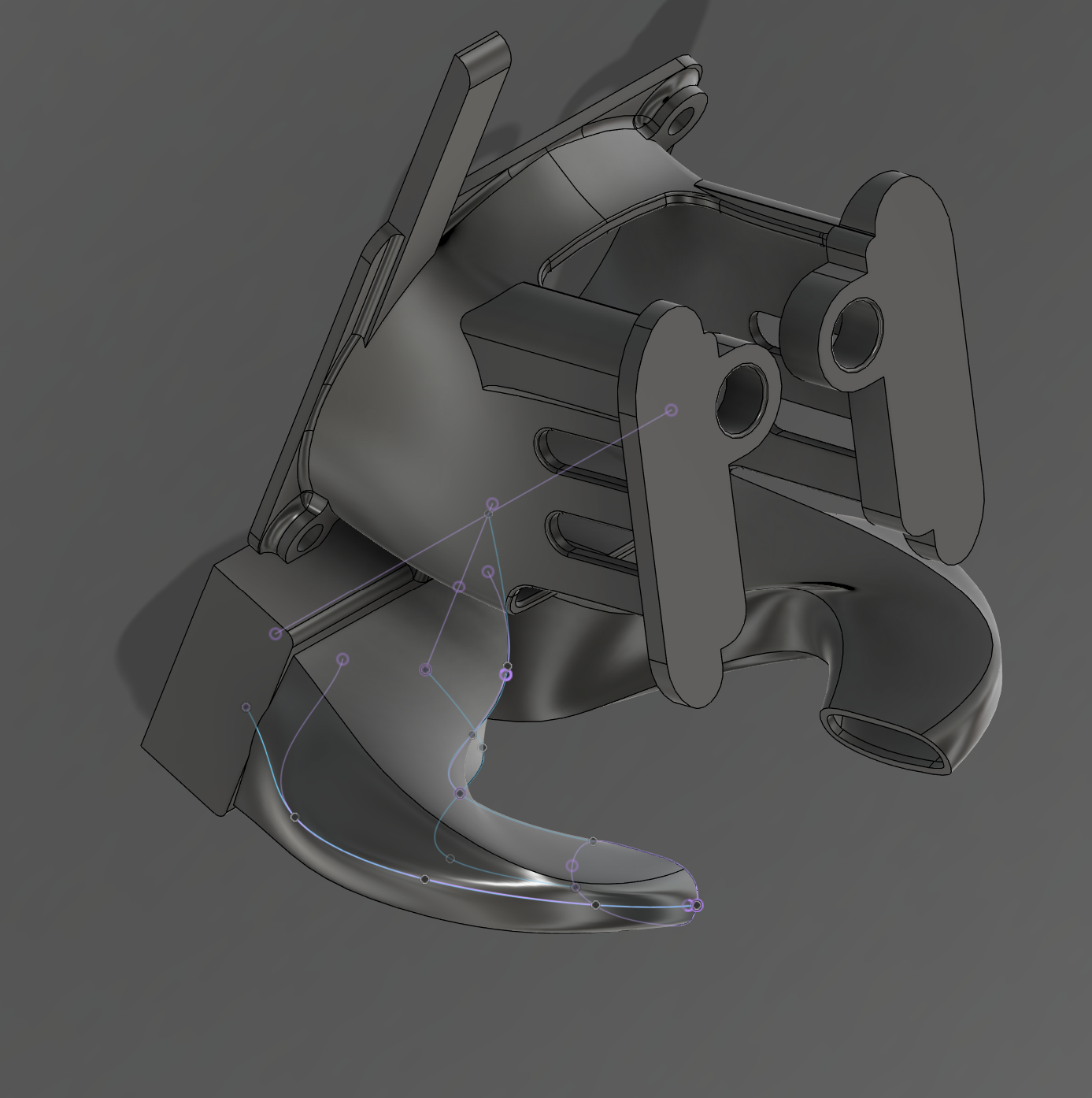
eaman ha risposto a eaman nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Io avevo disegnato questo in Fusion: Le linee blu sono i path per i loft, che devono essere in 3d e non sullo stesso piano. Ma non ti preoccupare, quando poi ci arrivo in FC cerco qualche esempio...
-
Parametri di stampa Cura 15.04.6 per Anycubic Mega S con ugello 0.2mm
eaman ha risposto a zorro101 nella discussione Problemi generici o di qualità di stampa
Cerca per una qualsiasi altra stampante simile alla tua ma piu' popolare e adattali. -
FreeCad: disegno meccanico parametrico libero e gratuito
eaman ha risposto a eaman nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Intendo sketch su 3 dimensioni, tipo disegnare il percorso per una operazione di revolve o loft. Yup pero' costa tipo un centone _per_sempre_ , diciamo che e' una cifra ragionevole per un prodotto che sta' dall'altra parte del meccanico / parametrico. -
FreeCad: disegno meccanico parametrico libero e gratuito
eaman ha risposto a eaman nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Io sto usando la 1.1 da un paio di settimane e non mi ha dato problemi, mi si inchioda molto di piu' Fusion che questa versione weekly! Ora sto cercando di capire bene come ragiona per le basi e spero di poter passare alle simulazioni meccaniche, non ho ancora capito quanto sia efficacie per il disegno delle superfici ma alla peggio quelle le continuo a fare in Fusion dove e' molto semplice fare cose feroci negli sketch 3d. Per quanto mi piacerebbe anche guardare Plasticity per le cose superficiali / design piuttosto che meccaniche, una cosa alla volta pero' che gia' sclero a fare i profili per il mouse per 2 CAD 😉 -
Consiglio nuova mono o multicolore
eaman ha risposto a Paolop nella discussione La mia prima stampante 3D
La menata di Amazon e' che con i coupons non si riesce a capire lo storico dei prezzi, la K1C penso sia una stampante da 400-450e. @Killrob Hai visto che dovrebbero mettere la K1 SE a ~290e? Non eri tu che puntavi una K1 in offerta? Poi ti tagli al laser una enclosure e ci stampi pure ABS / ASA.