eaman
-
Numero contenuti
6.043 -
Iscritto
-
Ultima visita
-
Giorni Vinti
478
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-

Non si accende la ventola
eaman ha risposto a Tanbruk nella discussione Software di slicing, firmware e GCode
Prego, allora ho fatto bene a ripeterlo 2 volte 😉 -
https://lasertree.com/pages/christmas-sale Ci sono sia dei 20w che dei 10w, magari chiedi all'assistenza quale e' compatibile con la tua scheda di controllo e se ti serve un qualche modulo aggiuntivo.
-
Bisogna che chiarisci se salvi dal CAD o dal CAM. CAD = suo formato CAM = 3mf Il gcode direttamente e' pericoloso se cambia qualche impostazione della stampante o ne hai varie. Lo STL e' un formato povero ed evitabile dato che oggi tutti gli slicer importano *.step / *.obj .
-
Problema urgente Kobra 2 pro ugello buca la base
eaman ha risposto a Ghost-P nella discussione Problemi generici o di qualità di stampa
Magari c'e' un falso contatto in quell'interruttore metallico che dovrebbe regolare lo z-offset? Prova a guardare se c'e' un qualche gcode per controllare lo stato di quell'interruttore come per gli end-stop. Oppure guarda proprio a quant'e' lo z-offset: se ha sballato completamente la lettura probabilmente ci sara' un valore assurdo, dovresti confrontarlo da un valore normale e se non hai puoi cercare su internet. -
3mf e' per lo slicer, con il CAD dovrai usare il suo formato nativo.
-
Insomma ci tenevi proprio a fare il cappone l'ABS per Natale! Congratulazioni, un step in avanti per la piccola A1. Magari basta giusto una protezione laterale per proteggere la stampa dagli spifferi.
-
Qualità stampa asse z
eaman ha risposto a Gabriele Maseroli nella discussione Problemi generici o di qualità di stampa
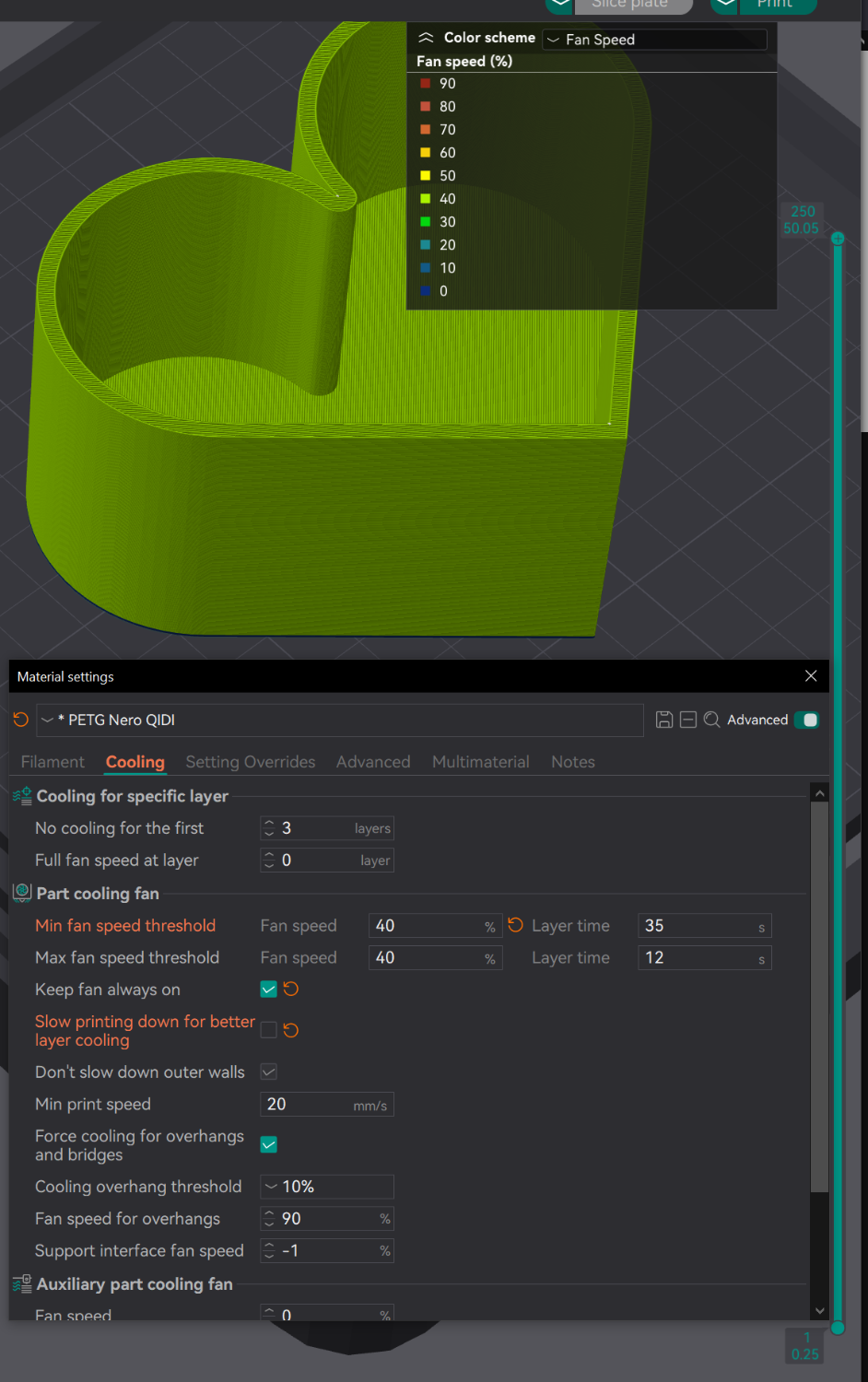
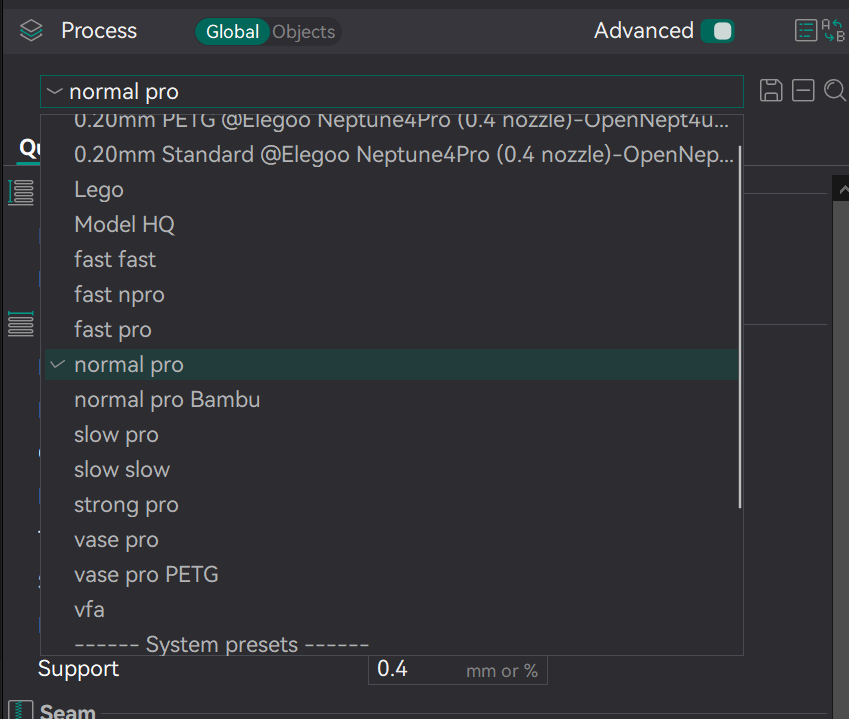
Scusa sai ma questa immagine e' il FAN SPEED: come vedi puoi tenerlo costante. Hemm, i profili fanno quello che pare corretto a chi li ha fatti: una volta che hai capito cosa cambiare (cooling nel raffreddamento) sta poi a te fare quello che vuoi fare in una stampa particolare. Cioe' sono un punto di partenza, non e' che puoi pensare che 1 profilo vada bene per tutto: Come vedi io di profili salvati ne ho una dozzina solo per quella stampante, poi per ogni stampa me la gioco con altezza layer, cooling, infill e se non l'ho disegnata io pure larghezza delle linee... Ti tocca imparare a usare lo slicer, non e' cosa che ti risolve il fornitore.
-
Problema urgente Kobra 2 pro ugello buca la base
eaman ha risposto a Ghost-P nella discussione Problemi generici o di qualità di stampa
Qui c'e' qualche guida sulla K2P: https://1coderookie.github.io/Kobra2ProInsights/hardware/bed/#z-offset-sensor -
OOOps pensavo fosse un CoPa, in genere quelli hanno temperature del piatto contenute. In teoria un filamento veloce e' piu' fluido / caldo, uno piu' easy... E' un mischione con filamenti piu' easy 😛
-
Poi non vedo il vantaggio: se salvi il 3mf puoi sempre generare il codice e stamparlo su un'altra macchina o dopo aver fatto una modifica. Il gcode invece non e' modificabile.
-
Sara' una stampa troppo grande, riducila un po' in X.
-
Il PET G solito come temperature tiene per l'esterno di estate, per altro e' anche abbastanza resistente agli UV e puoi sempre dargli un finisher sopra. C'e' anche l'easy PA, che magari sara' un CoPA: https://www.sunlu.com/en-it/products/moq-6-easy-nylone-pa-3d-printer-filament-1kg Qua dicono che scaldato tiene fino a >100c..
-
Be' il PETG e' uno dei materiali con la piu' alta adesione interlayer, l'ABS se non lo fai al caldo e' sempre a rischio di delaminare, immagino che abbiano piu' che altro interesse alla maggiore resistenza termica che con quei materiali easy sara' una via di mezzo.
-
No, da me ci pensa Klipper a tenere uno storico dei gcode lanciati.
-
Be' devi cambiare il riempimento: non usare mai GRID, usa un riempimento in cui le linee non si sovrappongono tipo LINEAR o CROSS HATCH o GYROID. https://help.prusa3d.com/article/infill-patterns_177130 Nel caso non basti usa un po' di z-hop. ---- Quella stampa di base dovrebbe averne abbastanza 🙂
-
Se il filamento e' questo: https://www.amazon.it/eSUN-Filamento-Stampante-Precisione-Dimensionale/dp/B07PLZG1XR?th=1 allora 230c sono tanti, consigliati sono 215c e si potrebbe fare anche a meno. Poi bisognerebbe capire perche' / quando si stacca, aiuterebbe vedere la stampa e il primo layer. Dopodiche' le solite cose: pulire bene il piatto con sgrassante, regolare lo z-offset, alla peggio usare della colla e z-hop. Welcome🙂
-
Be' sono modelli opposti, la A1 mini e' per PLA / PETG ed e' super facile per principianti, la QIDI e' come al solito per materiali eng e' c'e' da pistolarci un tot. L'anno prossimo dovrebbe uscire la Sovol SV08 mini, un clone della Voron 0.2 ma con piatto da 150mm, quella dovrebbe essere ancora piu' veloce con 40k di accelerazione. ------ Adesso quando finisco di stampare le staffe per un altra finestra mi metto a fare un backup e a installare quel nuovo firmware per la Smart. Poi potrei cercare una ventola meno rumorosa per l'hotend, poi metterci un fanduct extra laterale, poi metterci uno di quei piatti per stampare a freddo cosi' posso tenerla chiusa mentre stampa anche con PLA / PETG.
-
E' arrivata la prima release della versione aperta aggiornata e aggiornabile con Klipper vanilla: FreeDi v1.20 https://github.com/Phil1988/FreeDi/releases/tag/v1.20
-
Qualità stampa asse z
eaman ha risposto a Gabriele Maseroli nella discussione Problemi generici o di qualità di stampa
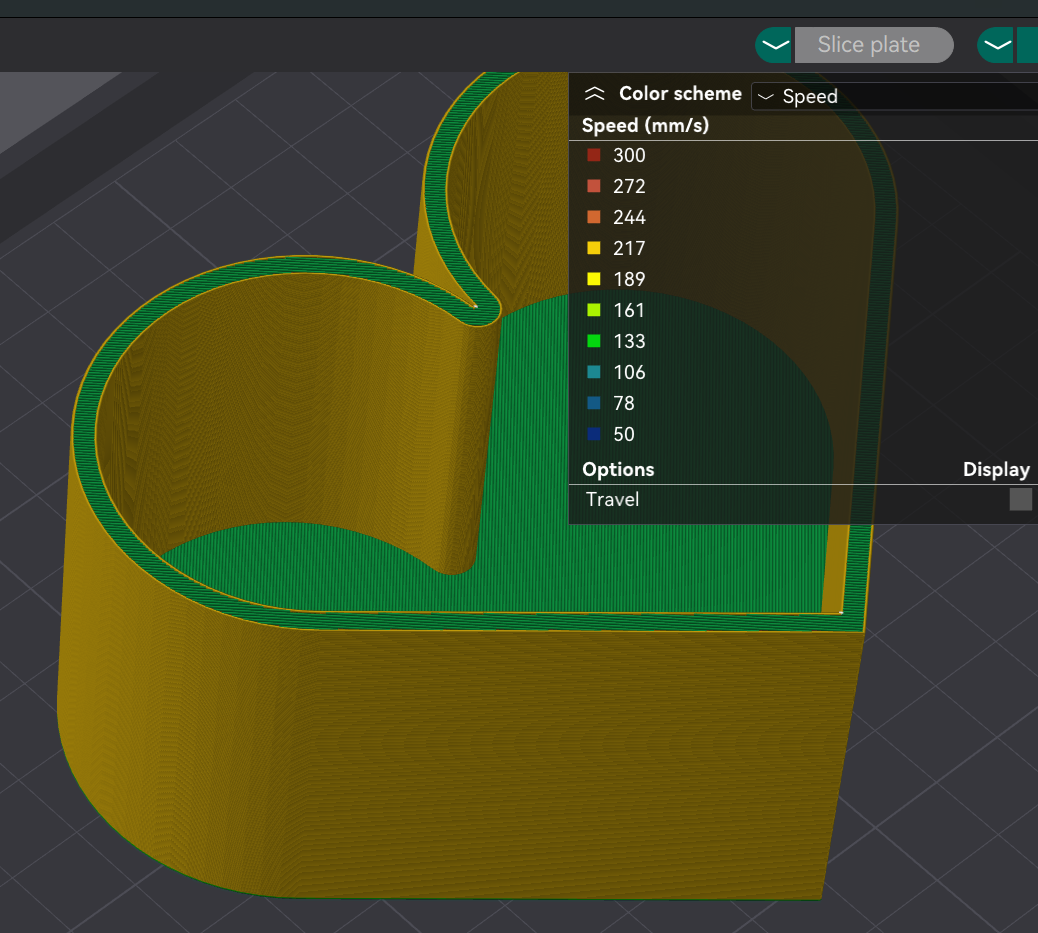
Guarda che hai qualcosa di strano settato in quello slicer, entrambe le cose che hai descritto si possono fare: regalo scatolino cuore constant speed.3mf Nota: lo slice e' per OrcaSlicer.
-
spegnimento estrusore dopo G29
eaman ha risposto a steve3d nella discussione Problemi generici o di qualità di stampa
Ma lo avevo detto, mi sembrava che te ne fossi accorto in un thread in cui parlavamo della potenza degli alimentatori e tempi di messa in stampa. E avevo aperto anche un thread con una mini recensione quando era tornata disponibile per un po' anche su Amazon. La sto usando anche adesso per delle stampe funzionali. In sostanza fa quello che pensavo avrebbe fatto: si scalda in un attimo, e' piuttosto veloce. Pero' fa piuttosto rumore, proprio di meccanica, quindi e' finita che la tengo nella stanza delle macchine e ho tornato a mettere la Ender3 qua di fronte a me 😛 -
spegnimento estrusore dopo G29
eaman ha risposto a steve3d nella discussione Problemi generici o di qualità di stampa
Vabbe', mica sei un niubbo: il flow te lo regoli da solo, il piatto e' piccolo e non c'e' bisogno di fare la mesh ogni volta se non stampi roba enorme. Almeno io faccio cosi' sulla X-Smart pero' lo Z-offset li' e' manuale. -
spegnimento estrusore dopo G29
eaman ha risposto a steve3d nella discussione Problemi generici o di qualità di stampa
Si anche perche' cosi' dai un po' di tempo al piatto di stabilizzarsi. Quanto dipende poi anche dalla dimensione della stampa. -
Colla per PETG su metallo?
eaman ha risposto a eaman nella discussione Problemi generici o di qualità di stampa
Be' dipende da dove li compri: se vai in un colorificio hanno quello che hanno, se vai da OBI / BRICO idem, probabilmente hanno comunque del trasparente matte / glossy che andra' bene su tutto. Se vai da un benzinaio / carrozzaio per auto avranno della roba per plastica di grosse dimensioni, se vai in un negozio di modellismo paghi 15e per 15cl di sbobba... Fai meglio a chiedere, idealmente a un carrozziere o un colorificio. https://www.amazon.it/s?k=finisher+uv+plastica -
spegnimento estrusore dopo G29
eaman ha risposto a steve3d nella discussione Problemi generici o di qualità di stampa
Bho lui dice di andare a 230c prima di fare l'home. La A1 mini fa l'homing e la mesh a pressione, suppongo le facciano scaldare e pulire il nozzle, poi magari una ritrazione, poi scende di temperatura e fa la home e la mesh, poi ... Note: il tuo codice non si scarica, non gli piace l'estensione.