eaman
-
Numero contenuti
6.006 -
Iscritto
-
Ultima visita
-
Giorni Vinti
473
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-
E quello che conto di fare io, mi e' arrivata una scheda nuova su cui posso spippolare tranquillamente sul firmware. Ma la mesh che genero posso salvarla sulla SD / EPROM o sta solo in RAM? Io uso sempre lo stesso piatto e la calibrazione la faccio in genere ogni morte di papa...
-
Il profilo della macchina che imposti all'inizio sullo slicer fissa le dimensioni fisiche della stampante. Guarda uno dei video del montaggio, Tira le molle in modo da avere 1-2 mm di gioco anche con lo spessore del vetro, appoggia a mano l'estrusore sul piatto, regola l'end point su quella altezza e fai il livellamento del piatto. Poi stampa i test per il primo layer https://www.thingiverse.com/tag:first_layer guardando qualche video per capire come deve venire. Poi puoi stampare un pokemon 😉 o quello che ti pare di prova
-

Nuovo acquisto - Anycubic Photon Mono / ELEGOO Mars 2 Mono
eaman ha risposto a Borto nella discussione La mia prima stampante 3D
Tranqui, la trovi su aliexpress a ~165 fra un paio di giorni (il 15 Marzo sembra) comunque: https://www.aliexpress.com/item/1005001379353984.html -
Scusa ho scritto male, l'END STOP dell'asse Z, cioe' il movimento verticale. Quello che sta a sinistra del piatto. Ma probabilmente bastano le molle, potrebbero averlo regolato prima di spedire la macchina. Be' guarda quei due video sul montaggio... Si e' stato meglio non ci fosse il vetro, per quanto al momento l'estrusore non sarebbe montato comunque sul piatto. Anche il tappetino sintetico si danneggia comunque se l'estrusore ci raschia sopra. Si quelli sono le impostazioni dei parametri del firmware della macchina, li imposti con la "rotella" e poi li salvi. Come da links. Poi ci sara' modo di superarli anche dallo slicer ma intanto non sarebbe bene avere dei valori decorosi anche li'. ...si puo' sicuramente migliorare impostandolo bene, ma una 3D non e' fatta per far scatole grandi, per quello basta che prendi una riga di ferro e tiri qualche riga su del cartone o una lastra di legno 😉 , oppure prendi una laser cutter. Te fai cose piccole intanto, fai le "scatole" per i servomotori, poi le batterie... Non ti impelagare in stampe lunghe.
-
Nuovo acquisto - Anycubic Photon Mono / ELEGOO Mars 2 Mono
eaman ha risposto a Borto nella discussione La mia prima stampante 3D
La Photon Mono su Aliexpress l'ho vista spesso a ~165 spedita dall'Europa, oppure a ~180 con 1kg di resina. Aspetta l'offerta o chiedi direttamente un coupon allo store. - https://www.aliprice.com/Index/search.html?link=https%3A%2F%2Fwww.aliexpress.com%2Fitem%2F1005001379353984.html%3Fspm%3Da2g0o.productlist.0.0.23fc6f66xejvBR%26algo_pvid%3De3925d3f-0bca-4f1f-b5f1-f112fc348305%26algo_expid%3De3925d3f-0bca-4f1f-b5f1-f112fc348305-0%26btsid%3D2100bddd16153422988088500e8f57%26ws_ab_test%3Dsearchweb0_0%2Csearchweb201602_%2Csearchweb201603_ -
Intanto gratz! E poi: no no, va' troppo in basso, posto che l'END STOP dell'asse Z (EDIT) sia al punto giusto allora hai le molle troppo poco compresse, le mie stanno quasi a pacco. Mica e' una sospensione, deve star fermo quel piano! E poi con il vetro si alzera' ancora! Quindi tira pure le molle, e se non basta alza l'END STOP dell'asse Z (EDIT). Che l'estrusore non stia sopra al piatto in parcheggio e' giusto, da li' fa anche lo "spurgo" dell'estrusore e non e' il caso che vada sul piatto. Pero' occhio: se il piatto e' troppo alto e sei con il vetro l'estrusore lo puo' segnare, NO BUONO! Quindi prenditi un paio di mm di margine prima di mettere il vetro. Ma poi mettilo il vetro! Poi bisogna che guardi sulla macchina a quanto sono regolati ACCELERAZIONE e JERK, e li metti tipo a 800 per XY (Z ed E lasciali stare) e 10 il JERK per XY se e' a qualche valore assurdo come 20. - https://3dprinterly.com/how-to-get-the-perfect-jerk-acceleration-setting/#Which_Problems_Do_Jerk_Acceleration_Settings_Solve - https://help3d.it/jerk-3d/
-
Anche meno, quel compressore dovrebbe fare ~3 bar / ATM, per quello che ho letto io in giro dovrebbero bastare 0.6-1.5 ATM. La portata dovrebbe essere piu' che sufficiente. Questo qua: https://www.ebay.it/itm/Dual-Action-Airbrush-Nail-Kit-With-Compressor-Pro-Aerograph-Cosmetics-Face-Paint/362759133465?hash=item5476211919:g:3IIAAOSwG3ldg2Tq (che e' un baracchino, sia chiaro) tiene ~1.7 ATM con la portata di un aerografo (non durera' anni pero'...). Si trova anche senza aerografo 😉 Ha di buono che va' a 12v e si puo' tenere per terra a mo' di pedale. E nel caso: si', funziona anche con l'aerografo a patto di fare un buffer / air tank da almeno 1.5 litri.

-
Be' serve a tagliare, anche se hai un laser poco potente e vuoi arrivare a quel mm in piu'. Non pigliar mica paura, un piccolo compressore si trova oppure una ventola e' gia' meglio che niente! Ve' mo' cosa ti trovo, e quanti problemi avrai poi anche con l'aerografo ;) - https://www.ebay.it/itm/Dual-Action-Airbrush-Nail-Kit-With-Compressor-Pro-Aerograph-Cosmetics-Face-Paint/362759133465?hash=item5476211919:g:3IIAAOSwG3ldg2Tq
-
https://makerfreedom.com/air-assist-for-beginners-laser-cutting/
-
Crealty Ender 5 Pro, Ender Plus o Ender 6??
eaman ha risposto a Lian nella discussione La mia prima stampante 3D
Ah io non t'ho manco risposto alla domanda principale, hai fatto tutto tu! 😄 Have fun e buone cose! 🙂 -
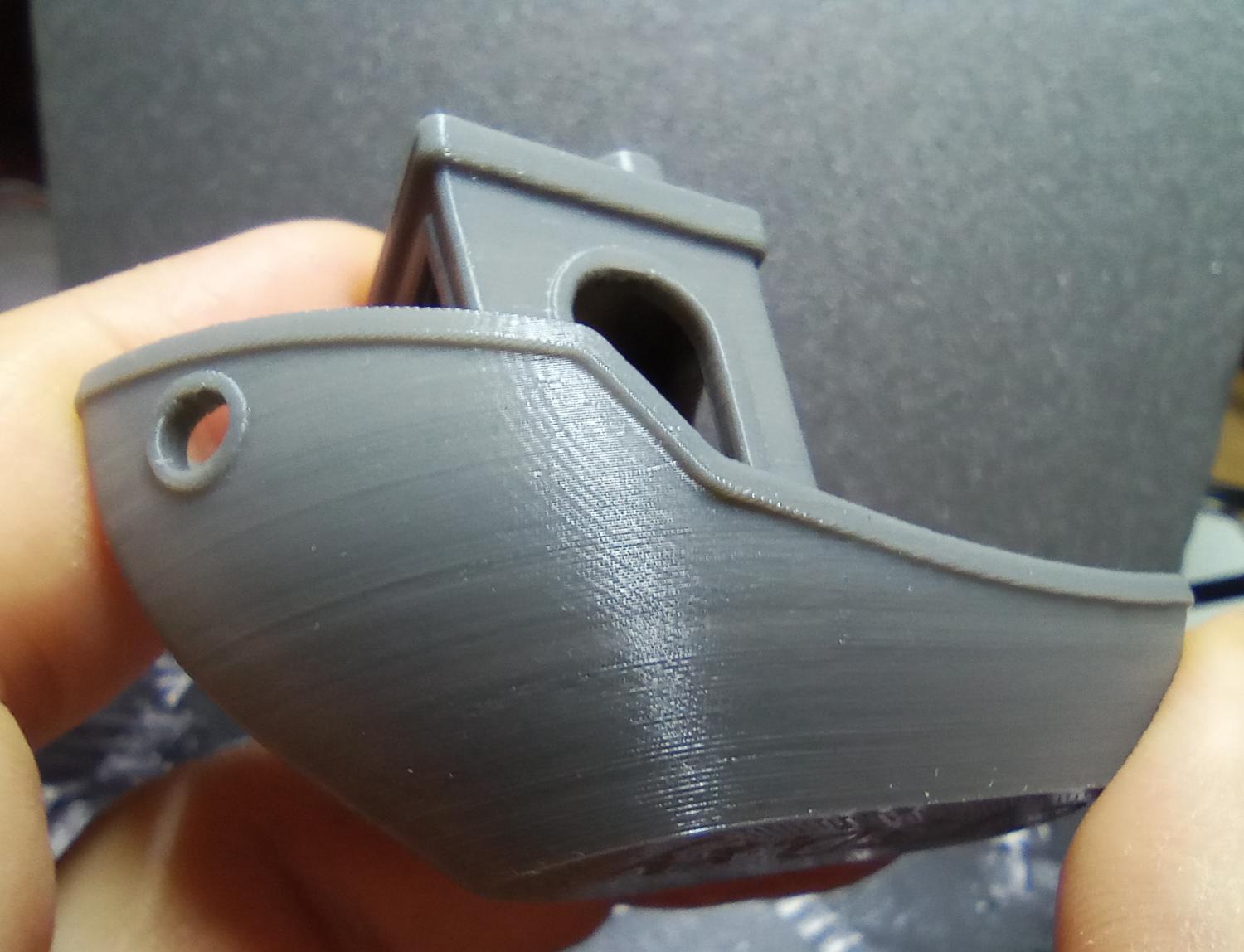
A cosa è dovuto questo difetto di stampa?
eaman ha risposto a kar120c nella discussione Problemi generici o di qualità di stampa
*Laughs with 4 spools of Gray PLA+ 😄
-
Crealty Ender 5 Pro, Ender Plus o Ender 6??
eaman ha risposto a Lian nella discussione La mia prima stampante 3D
Penso che ti convenga cercarli nella tua citta' per risparmiare le spese di spedizioni. * https://www.stampa3d-forum.it/forums/forum/67-servizi-di-stampa-3d-negozi-e-commerce/ Puoi anche cercare un FabLab vicino a te, c'e' caso che tu posa progettare e stampare direttamente li'. Comunque una stampante 3D "buona" costa ~160e, sia FDM (una ender ) che a resina (una photon mono), i materiali costano poco tipo ~15e al kg per il filamento... Per molte cose da usare in casa fanno pezzi definitivi, per altri usi le frese e taglio laser sono le macchine "definitive" e hanno costi simili. Non abbatterti, gia' imparare a progettare e fare prototipi IMHO vale la pena 🙂 E' che gli ingranaggi che funzionano sono particolarmente brigosi, ma anche con una fresa. -
A cosa è dovuto questo difetto di stampa?
eaman ha risposto a kar120c nella discussione Problemi generici o di qualità di stampa
Yes Yes, e' che non so che slicer usa... Ad es io uso S3D e di suo non passa valori custom per ACC e Jerk (non so manco se si puo!) e come hai ben descritto tu per me' l'unica e' settarli sulla scheda e salvarli sulla EPROM. Che un po' na strunzata dato che per avere profili di stampa FAST - DETAIL non sarebbe male poterli regolare per ogni processo di stampa, piuttosto che la "velocita' " che cambia fino a un certo punto se hai l'accelerazione fissa a 600. Anzi mi sa che 'mo mi vado a cercare come farlo in S3D con degli script in GCODE 🙂 -
Ahah, non ti preoccupare, immagino che @Killrob abbia un thread con tutte le calibrazioni per la Ender 3. Che poi se e' montata dritta e usi un profilo preconfezionato c'e' caso che vada gia' piu' che bene...
-
A cosa è dovuto questo difetto di stampa?
eaman ha risposto a kar120c nella discussione Problemi generici o di qualità di stampa
Fai bene a partire da un profilo gia fatto "ragionevole". Magari dai anche un occhio ai valori di default impostati nel firmware per jerk e accelerazione, a meno che non dichiari dei valori ogni volta tramite il gcode generato dallo slicer. Capita che siano fuori dal mondo e non e' il caso di costruire tutto il profilo attorno a un'accelerazione di 3000 o un jerk di 20. - https://help3d.it/jerk-3d/ -
Crealty Ender 5 Pro, Ender Plus o Ender 6??
eaman ha risposto a Lian nella discussione La mia prima stampante 3D
fusa e compressa in stampi, non estrusa da un filamento di 1.75 a random 😉 Se te pensi che l'ABS che stampi abbia qualcosa a che spartire con quello del paraurti della tua macchina temo resterai deluso. Come hai detto dopo: e' il processo produttivo. Te pensa solo alla differenza abissale tra un pezzo in carbonio fatto da una texture presso - cotto in uno stampo a diverse inclinazioni della trama rispetto a un paciugo polverizzato mischiato con della plastica che esce da un estrusore come mayonese 😉 Comunque si fa quel che si puo' ovviamente, stamperai del nylon e speriamo che duri, se non dura ne stamperai un altro! Per gli altri processi produttivi di "stampa 3d" ci sono vari video con test se cerchi sul tubo, ma per avere risultati c'e' da spendere sia per le macchine che i materiali cifre diverse da quelle hobbistiche, da qua il consiglio di usare un service per il definitivo. Se non ti basta il tuo nylon ovviamente 🙂 Si, e' una cosa normale. Tanto devi calibrare anche quello che ti arriva con la stampante. Ma sono parametri, in genere non c'e' bisogno di rifare l'intero firmware. Dovrai tarare pure i filamenti a seconda del tipo e anche il colore! Cambiano densita', temperature, sbrodolamenti... * https://www.stampa3d-forum.it/forums/forum/115-profili-di-stampa-3d/ -
Oh bene, si cominci allora. Monta il bagaglio e comincia a fare i primi test, estrusione, correttezza dimensionale, bridge, retraction. Poi fai una benchy, anzi fai subito una benchy www.thingiverse.com/thing:763622 cosi' vediamo com'e' messa la Ender di default oggi. Anzi anzi, prima di far tutta le calibrazioni vai a vedere come sono impostati nel firmware jerk e accelerazione, che di default nella mia erano tipo 20 e 500 😞 https://help3d.it/jerk-3d/ Quando hai un setup ragionevole ci sara' da stampare anche gli upgrade per la stampante:
-
Tagliare 6mm di legno "normale" la vedo dura... Comunque si', se non sbaglio il Laser Diodo Neje da 20w dovrebbe avere un profilo rettangolare che e' meno preciso dei laser piccoli che sono piu' squadrati. Se non ricordo male quello da 30W (che taglia qualcosa in piu') potrebbe essere meglio, prova a cercare qualche video su youtube. Ti sei gia' fatto un air assist piuttosto ?
-
@Killrob: Thanks! In realta' non e' quello che intendo io, il tuo mi sembra piu' un air flow che evita che fumi / vapori imbrattino la lente. Io voglio fare un getto d'aria preciso a pressione 0.6 - 1.8 atm che spazzi via i detriti di ablazione dal taglio per fare in modo che il laser intersechi sempre il materiale e non i detriti del taglio. Es. https://forum.lightburnsoftware.com/t/the-power-of-air-assist/17794
-
E' praticamente uguale al mio profilo, che feci partendo da quello di tale Chris Elkins 🙂 Vi lascio il mio profilo di S3D per fare i vasi, sempre con nozzle da 0.4mm . Io la velocita' la alzo anche di 150-200 dal pomello mentre stampa se le superfici sono semplici. Di notevole c'e' l'extrusion width a 0.65, si puo' alzare anche un po' di piu' (tipo 0.80) se volete un po' piu' solidita'. Vase 0.65.fff
-
Problema di stampa con la stampante Anycubic Photon S e la resina non anycubic
eaman ha risposto a Falcon nella discussione La mia prima stampante 3D
Puoi provare sul sub: https://www.reddit.com/r/AnycubicPhoton/ Per quanto mi sembra di capire che si prediliga l'uso di altri slicers: es ChituBox https://all3dp.com/2/anycubic-photon-slicer-4-best-alternatives/ -
Crealty Ender 5 Pro, Ender Plus o Ender 6??
eaman ha risposto a Lian nella discussione La mia prima stampante 3D
Quello che ti posso dire io e' che la stampa 3d serve per la prototipizzazione, non per l'utilizzo finale di parti meccaniche. L'ABS principalmente si usa per resistenza all'impatto, stamparlo dritto e' un casino e serve un enclosure. Oggi si preferisce stampare ASA oppure PETG che e' un po' elastico, il PLA invece e' bello rigido tant'e' che tende a spezzarsi. Che quell'ingranaggio possa tenere stampare in FDM dipende dalle dimensioni e dallo sforzo, una via potrebbe essere appunto fare dei prototipi e quando hai qualcosa di conforme fartelo produrre da un service che ha tecnologie e materiali che un obbista non puo' avere. Il che vuol dire che ti basterebbe stampare un semplice PLA+ e poi pagare per il pezzo finale. Se vuoi usare materiali caricati, tipo con aggiunta di cabornio (che non serve a una sega perche' e' polverizzata mentre la fibra di carbonio e' appunto una fibra, tessuto) ti servono degli hotend tutti in metallo se no' si rovinano. Ma e' roba che puoi comprare a 15e, non dipende dalla stampante. Per il fatto delle schede tecniche: puoi guardare delle recensioni, ma tanto se te sai che devi stampare Nylon o TPU ti dovrai poi prendere un hotend - estrusore after market con i contro cazzi piuttosto che spendere 500e in una stampante che comunque dovra' stampare quei materiali a 30-40mm/s, velocita' che fa anche la piu' economica. -
Crealty Ender 5 Pro, Ender Plus o Ender 6??
eaman ha risposto a Lian nella discussione La mia prima stampante 3D
Ma sei "sicuro" intanto di voler / dover stampare ABS? Non ti va bene chesso' il PETG e magari ASA di tanto in tanto? ...perche' gia' cambia le cose! -
Essiccatore per filamenti durante la stampa
eaman ha risposto a Killrob nella discussione Notizie sulla stampa 3D
- https://www.thingiverse.com/thing:2119644 - https://blog.prusaprinters.org/dryboxes-and-alternative-spool-holders-not-only-for-multimaterial-upgrade_30525/ -
Crealty Ender 5 Pro, Ender Plus o Ender 6??
eaman ha risposto a Lian nella discussione La mia prima stampante 3D
Ma che tipo di hotend ti serve per stampare quei materiali? Estrusore? Quali sono i migliori estrusori + bowden ci sono per stampare quei materiali?