eaman
-
Numero contenuti
6.044 -
Iscritto
-
Ultima visita
-
Giorni Vinti
478
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-

flsun cube sostituire mks gen L v1.0 con v2.0
eaman ha risposto a davide_g nella discussione Hardware e componenti
Si ma poi ci metti Marlin 2.0? E vecchio di due generazioni... IMHO devi fare il contrario: cercare se c'e' un firmware ultima release per quel modello di stampante e poi ti prendi la scheda per cui e' stato fatto. A meno che tu non te lo voglia fare, ma dato che parli di Marlin 2.0 non penso sia il caso. -
flsun cube sostituire mks gen L v1.0 con v2.0
eaman ha risposto a davide_g nella discussione Hardware e componenti
Ma guarda che non e' una cosa cosi' scontata: se li' c'e' gente che sa fare il firmware per quella macchina ti conviene chiedere a loro. Guarda che la scheda che compri supporti il display che hai, altrimenti devi comprare anche quello. Lo sai che Marlin 2.0 e' stra-vecchio e non ha input shaping? Che io sappia le schede piu' economiche sono le SKR Mini V2 / V3 su Aliexpress.- 20 risposte
-
- 2
-

-
- mks
- gen l v1.0
- (and 4 più)
-
da PET-G a PLA cambio offset asse Z
eaman ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Vai a vedere se nei profili di stampa di quei materiali e' precisaro un valore di z-offset diverso, altrimenti non me lo spiego. -
da PET-G a PLA cambio offset asse Z
eaman ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
In Prusa / Orca i filamenti si portano dietro override per varie cose, tra cui lo z-offset perche' ad es. PETG si stampa piu' alto sul PEI. Ma su Cura non saprei dire. -
da PET-G a PLA cambio offset asse Z
eaman ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Non Marlin, nello slicer. -
Problemi porta micro USB Ender 3 Pro
eaman ha risposto a GM912 nella discussione Hardware e componenti
Pero' sarebbe strano che tu abbia improvvisamente cotto sia il lettore SD che la USB: prima avevi provato a usare la USB? Io proverei a pulire e formattare la scheda vecchia. -
flsun cube sostituire mks gen L v1.0 con v2.0
eaman ha risposto a davide_g nella discussione Hardware e componenti
Ma per il firmware come conti di fare?- 20 risposte
-
- 1
-
-
- mks
- gen l v1.0
- (and 4 più)
-
Top layer del supporto
eaman ha risposto a lele9552 nella discussione Problemi generici o di qualità di stampa
Be' aspetta: i supporti devono staccarsi completamente dal corpo della stampa, se cosi' non e' devi lavorare sull'interfaccia dei supporti probabilmente aumentandone la distanza dal pezzo, poi vale quanto detto da @dnasini. Se hai una superficie di contatto su un solo layer puoi barare: - stampi quell'interfaccia di collegamento in un materiale diverso, es PETG - PLA, la puoi spiaccicare un po' di piu' - metti in pausa e con un pennarello / marker colori il top del supporto (fa da agente di separazione) -
Configurare Dual extruder con Marlin su Trigorilla Anycubic Prusa 3i
eaman ha risposto a Born2run67 nella discussione Anycubic
Oh thanks. Mai fatto, suppongo si debba mettere: EXTRUDERS a 2, poi EXTRUDER_OFFSET_X and EXTRUDER_OFFSET_Y, gli esteps dovrebbero essere gli stessi. Di default Marlin dovrebbe trattare multipli extruder tutti allo stesso modo se non viene specificato qualcosa di differente. -
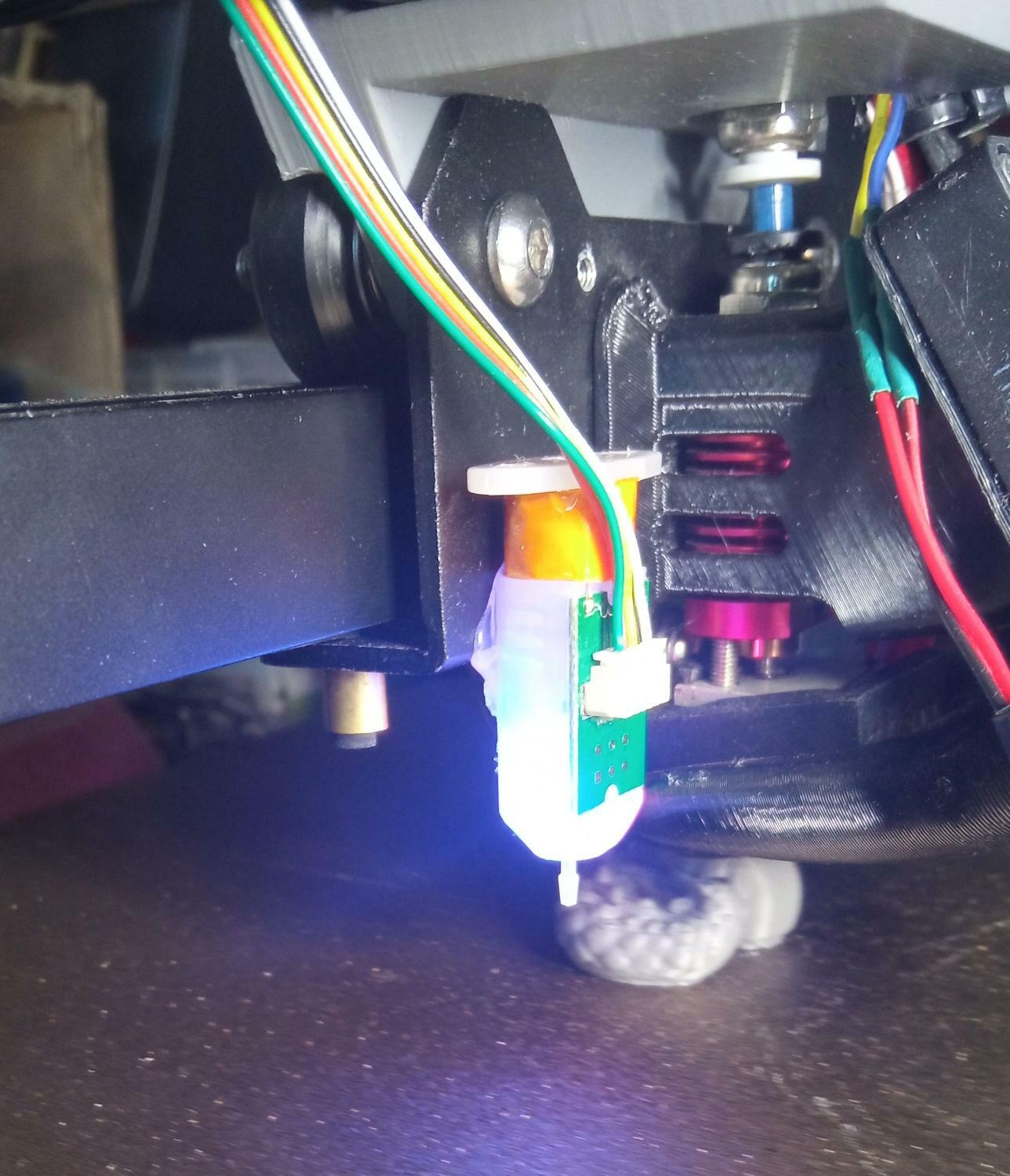
Yup anche io molte cose nella toolhead le attacco con la colla a caldo. Nell'ultima stampante che ho comprato avevano attaccato il fanduct del materiale alla cover con il cyano 😕

-
https://github.com/Frix-x/klippain-shaketune/blob/main/docs/is_tuning_generalities.md#note-on-accelerometer-mounting-point Suppongo se ne possa discutere...
-
Montaggio Coprint3D su Anycubic Chiron
eaman ha risposto a Bordin Carlo nella discussione Hardware e componenti
Puoi provare a fare delle domande qua, magari e' meglio se trovi un discord di gente che lo utilizza. Cioe' se te chiedi su Linux o Klipper noi ti rispondiamo anche ma quel coso non lo abbiamo mai visto 😕 -
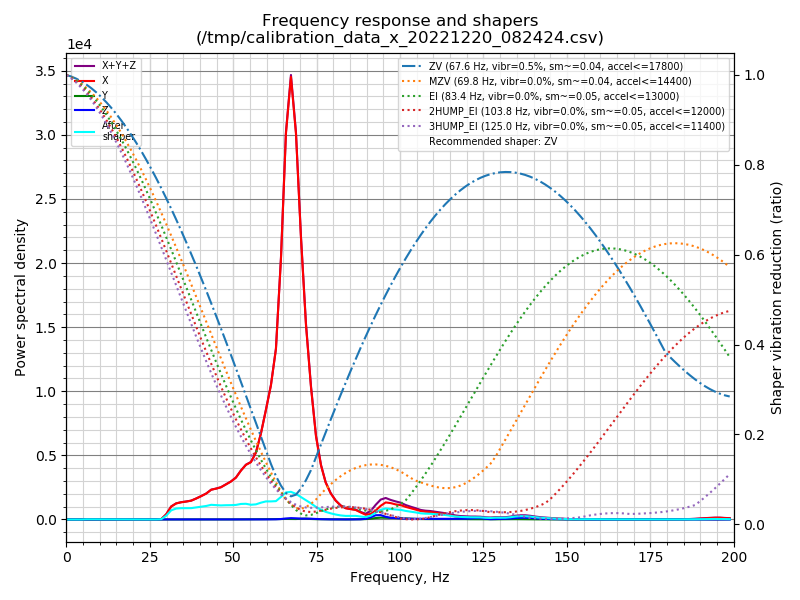
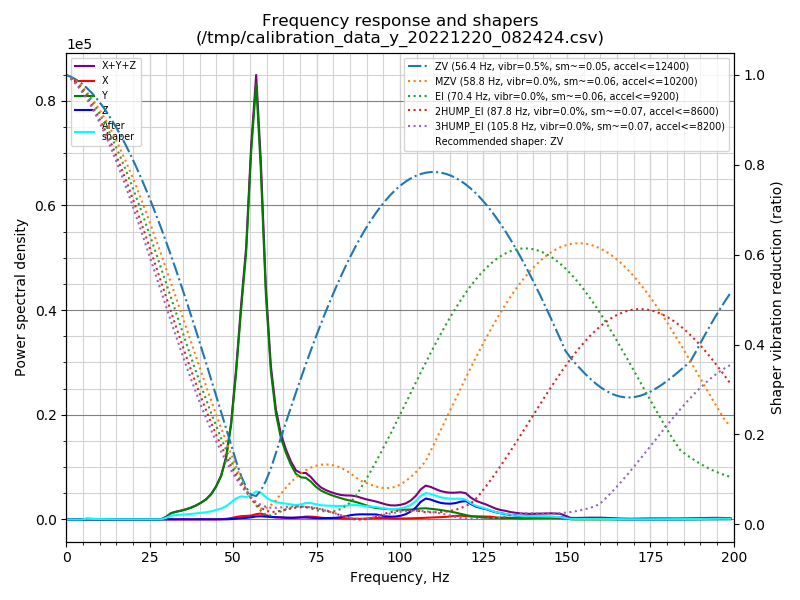
MZV con 0.04 di soothing e' buono. Cavi, bowden, anche le ventole. Puoi fermare alcune cose che potenzialmente sbattono con della gomma oppure incollarle. Es questo e' il grafico di una mia macchina dopo l'ottimizzazione: In realta' anche la posizione dell'accelerometro conta, per la calibrazione finale dovrebbe essere posizionato sul centro della massa della toolhead, agli estremi puo' amplificare difetti di cavi o hotend.
-
[RISOLTO]Regolare asse Z
eaman ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Piu' che altro e' perche' se un domani lo devi stampare con un altra stampante, con piatto diverso oppure proprio un processo diverso tipo taglio laser cosi' tieni il CAD giusto e modifichi solo il CAM in fase di produzione. Chiaro che se te c'hai una sola stampante cambia poco in pratica 😉 Oppure condividere il progetto.- 11 risposte
-
- 1
-
-
- assez
- kobra 2 pro
- (and 1 più)
-
[RISOLTO]Regolare asse Z
eaman ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Non so che slicer usi ma suppongo sia il modo piu' semplice se non hai una xyz correction.- 11 risposte
-
- 1
-
-
- assez
- kobra 2 pro
- (and 1 più)
-
[RISOLTO]Regolare asse Z
eaman ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Devi ridimensionarlo nello slicer, non cambiare l'offset.- 11 risposte
-
- 1
-
-
- assez
- kobra 2 pro
- (and 1 più)
-
Ender v3 ke bloccata
eaman ha risposto a allthefruit nella discussione Problemi generici o di qualità di stampa
Ma non e' mica l'ugello, e' il termistore, che sta nell'hotend. Lascia stare il firmware, piuttosto prova a estrarre la SD card che non sia quello il problema. -
[RISOLTO]Regolare asse Z
eaman ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Se posso, lo fai nel CAM, nello slicer. Il pezzo lo disegni giusto, adeguarlo per la stampa 3D - macchina - filamento - e' cosa che fai volta di volta quando lo realizzi.- 11 risposte
-
- 1
-
-
- assez
- kobra 2 pro
- (and 1 più)
-
[RISOLTO]Regolare asse Z
eaman ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Diminuire lo z-offset di 0.2mm vorrebbe dire non stampare il primo layer. Solo che dall'estrusore cercherebbe di uscire lo stesso e l'errore si riporterebbe sui layer successivi, quanto vallo a misurare tu. Magari puoi giocare con +-0.04 sullo z-offset, dipende anche dal piatto e da dove parti e quanto estrudi del primo layer. Se te hai il primo layer a +50% di estrusione e sei un po' alto di z-offset ci puo' venire fuori un +0.2mm di altezza... --------- Io regolerei base per migliore aderenza e top (cioe' il flusso) per migliore estetica, poi se proprio te la meni con 1/10 di mm ridimensiona la stampa.- 11 risposte
-
- 1
-
-
- assez
- kobra 2 pro
- (and 1 più)
-
[RISOLTO]Regolare asse Z
eaman ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Ma non puoi mica regolare le proporzioni di una stampante 230x230x200 con un cubo di 20mm 😉 Probabilmente quello e' un eccesso di flow del top layer oppure un eccesso di z-offset, quindi prima stampa qualcosa di ~15-20cm se vuoi veramente vedere le proporzioni (che al 99% saranno impostate bene) e poi intervieni su z-offset e flow e non sara' mai ne perfetto ne costante con stampe di diverse altezze. Ma se z-offset e flow per te vanno gia' bene: togli 0.2mm dalla Z dell'oggetto 😉- 11 risposte
-
- 2
-
-
- assez
- kobra 2 pro
- (and 1 più)
-
Buon per te, ma occhio che non e' la velocita' che fa' sbarellamenti, e' la corner velocity e poi l'accelerazione. Puoi anche stampare a 600mm/s se non fai scatti.
-
Problema parte inferiore stampe con sbalzo
eaman ha risposto a Bibbita nella discussione Problemi generici o di qualità di stampa
Sono 2 cose per me: 1. e' un problema di raffreddamento ai layer bassi, e' disabilitato e/o funziona male o non abbastanza vicino al bed 2. e' un problema di design: non si fa un bevel a contatto col bed, si fa un chamfer. -
Orca slicer top surface
eaman ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
Il layer top fallo sempre a 0.42-0.44mm. Ma lo hai calibrato il flow? Sei sovraestruso, nei valori hai 1.0, di solito il PLA e' ~0.94% . -
brim non regolare, problema offset asse Z?
eaman ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Dipende anche dal firmware ma gli slicer moderni (Orca e Prusa) dovrebbero farla anche a lato slicer, non ci ho mai provato dato che uso Klipper ma dovrebbe essere preconfigurato fin tanto che hai una probe (forse serve anche exculde objects?). Cosi' puoi fare una mesh piu' dettagliata e solo dove stampi. Tornando in topic: cosi' a occhio devi fare scaldare il piatto di piu' o modificare la mesh, non so quanto spesso la fai... -
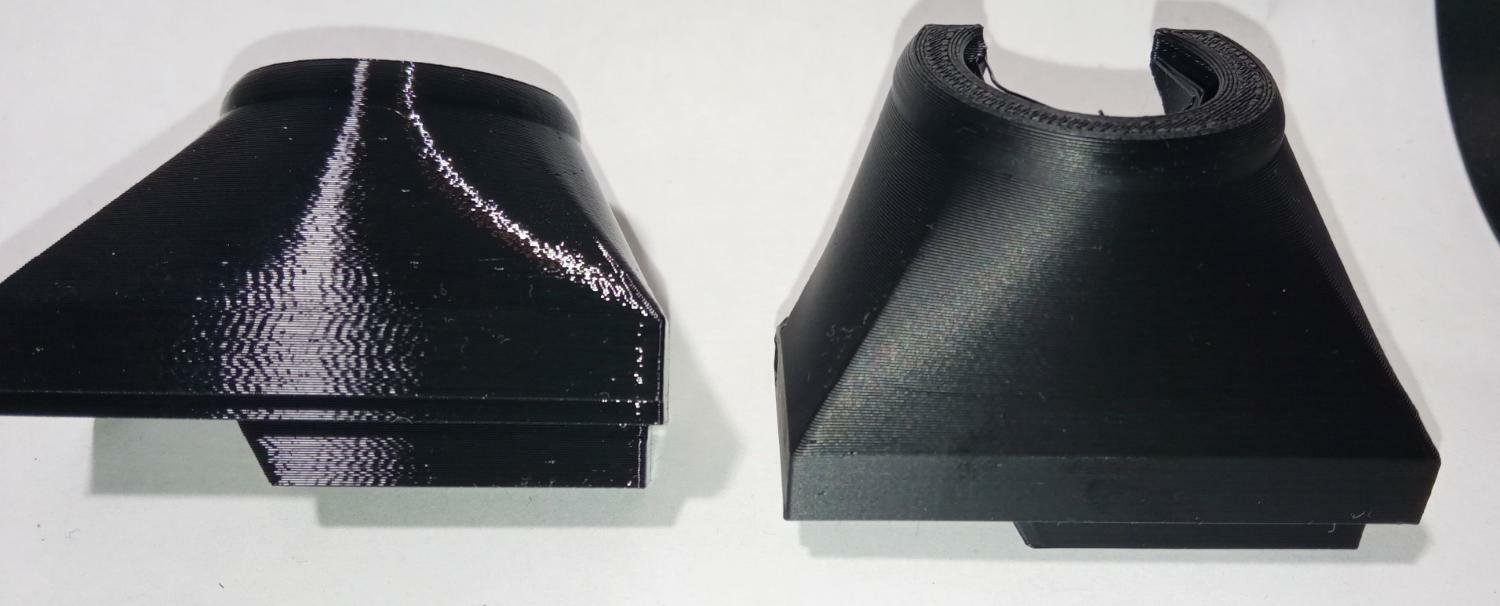
Una settimana fa ho preso una X smart 3 in offerta al black friday, vedo che adesso e' tornata in offerta a 200e su Amazon (in origine costava 350-400e) quindi a chi puo' interessare faccio una breve recensione. Fondamentalmente e' una piccola corexy chiusa, piatto da 180x178mm, gantry con tubi in carbonio, singolo motore per Z. Per avere un'idea di come va: tiene accelerazioni per i perimetri esterni consigliate da IS di 12k, massima da me provata 25k (non mi sono spinto oltre). NOTA: la mia gira a 32microstep senza interpolation, heatsinks sui motori, OEM tirata fuori dalla scatola mi ha fatto 8k di accel da grafico. ---------- La cosa bella e' che e' piccola: ci vuole poco a scaldarla e stampa subito, il piatto e' piccolo quindi per cose piccole io non faccio manco la mesh adattiva. In particolare e' una figata per fare prototipi in ABS / ASA perche' come detto si scalda in poco tempo (il piatto fa 120c e c'e' un alimentatore da 350w), in pratica e' come se avesse la camera riscaldata, dovrebbe arrivare fino a 65c di temp della camera 😛 A sx PETG a dx ABS. L'hot end non e' super potente, con il nozzle originale mi fa ~21mcs di max flow con PLA+, buoni per stampare a 300mm/s con 0.2mm layer height. La meccanica fa' VFA nella norma, un po' come tutte le corexy, non ci ho ancora lavorato, magari si puo' migliorare un po' cambiando le pulley ma tutte queste stampanti fanno un po' di VFA da cinghie, a 200e e' gia' tanta roba che faccia 12k di accelerazioni sui perimetri esterni IMHO... Il firmware e' vecchio e incasinato per quanto tutto funzioni, compresa mesh adattiva con KAMP, ci sono un paio di repo / progetti per passare a Klipper mainline possibilmente anche tenendo il display originale, https://github.com/Phil1988/FreeDi/issues/12 , ci sto trappolando in questi giorni. Sono le ultime unita', QIDI la sta dismettendo, probabilmente le ultime rimaste in Europa.