eaman
-
Numero contenuti
6.043 -
Iscritto
-
Ultima visita
-
Giorni Vinti
478
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-

Orca slicer top surface
eaman ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
Io controllerei anche la line width che stai usando per il top layer in Orca, poi c'e' caso che se e' un nozzle vecchio e usurato si sia allargato l'ugello e che quella line width non sia ottimale e ti faccia quegli accumuli. Nel caso prova ad aumentare. Oppure e' il flusso della top surface. Pensare che ti alzi l'off set del top layer mi fa strano, andrei a vedere il gcode nel caso 😜 -
Orca slicer top surface
eaman ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
Hemm... Ma anche no, si vede una sega da quella foto, mettici un minimo di impegno 😛
-
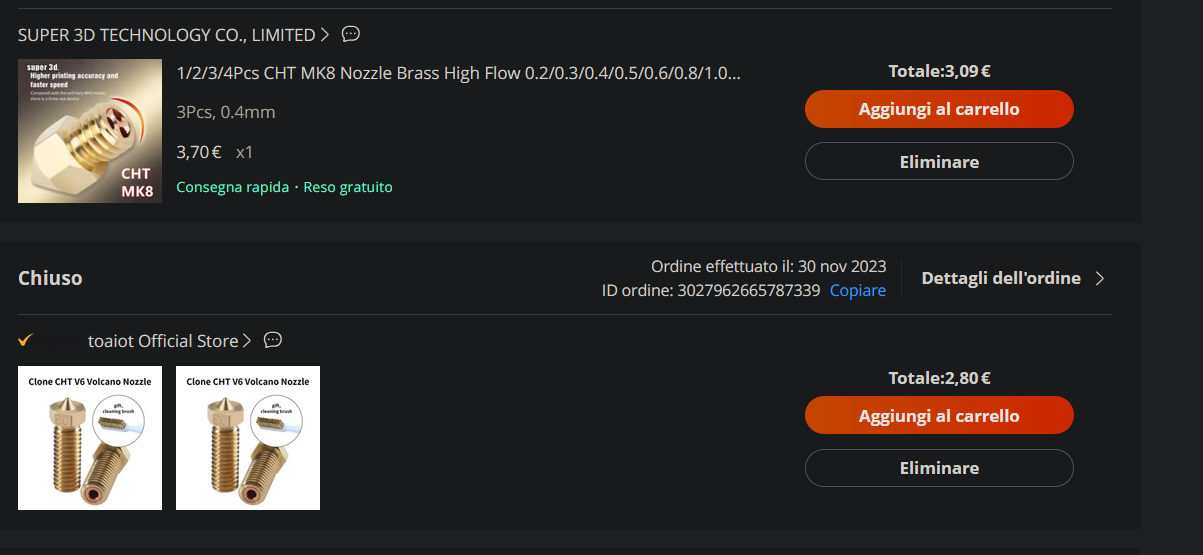
Se a qualcuno interessa il customer service di https://www.aliexpress.com/item/1005007577717822.html mi dice che le versioni brass 0.6 0.8mm _al momento_ sono CHT. Miii che palle, uno 0.6 lo avrei preso per i materiali caricati, non in brass 😕
-
Dovresti stampare un VFA test: https://www.obico.io/blog/speed-test-in-orcaslicer-vfa-a-comprehensive-guide/ Perche' se tu hai un problema di VFA si risolve stampando veloce non andando piano 😉 Ma prima come ti hanno consigliato risolvi il problema di sovraestrusione e nel caso asciuga il filamento, perche' un filamento in cattivo stato fa lo stesso risultato di z-lines indotte da meccanica sballata
-
Puoi googglare per : z-lines z-wobble se pensi che siano parallele ai layers.
-
Problemi su superfici laterali
eaman ha risposto a mpit nella discussione Problemi generici o di qualità di stampa
https://all3dp.com/2/pronterface-how-to-download-install-and-set-it-up/ -
Configurare Dual extruder con Marlin su Trigorilla Anycubic Prusa 3i
eaman ha risposto a Born2run67 nella discussione Anycubic
Perdona la domanda: veramente vuoi configurare due estrusori indipendenti o hai tipo questo: -
Stampa un lato normarle e l'altro compresso
eaman ha risposto a RevABx nella discussione Problemi generici o di qualità di stampa
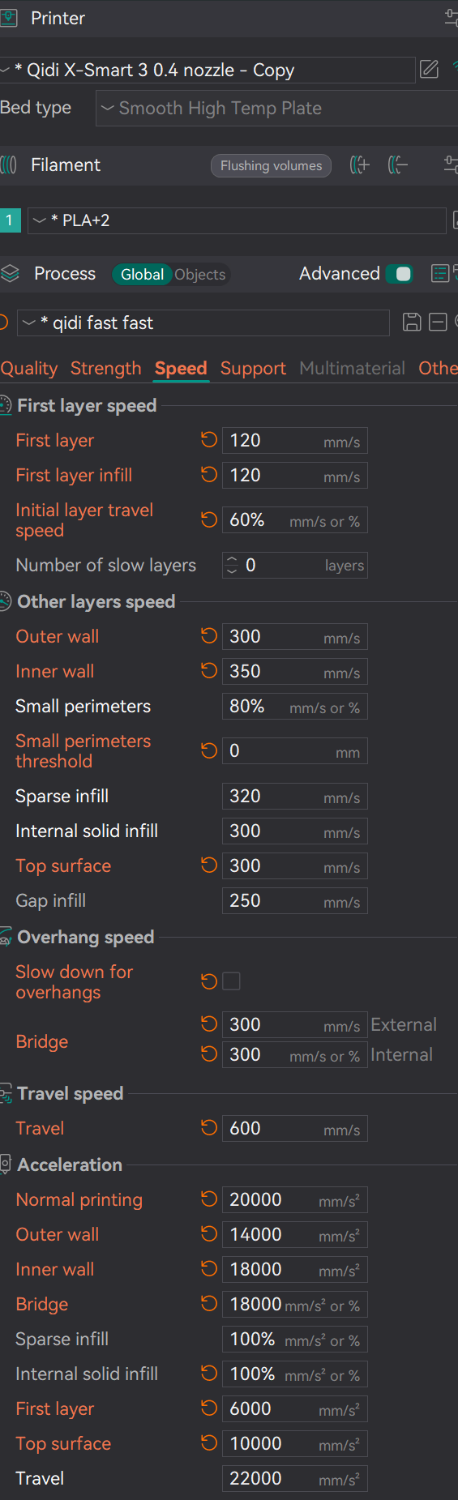
Vai nella scheda speed del processo di stampa Perche' quello della Bambu lo avranno preconfigurato, con l'eSUN se non c'e' un profilo dovrai regolartelo da te. Quello che dice il produttore nelle specifiche e' indicativo, cambia per ogni stampante - estrusore.
-
stampa inversa su orca slicer
eaman ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
Il problema con Marlin e' che le impostazioni sono (o erano...) nel firmware, diverse transazioni tra colori diversi necessitano di piu' o meno spurgo, cambiare le impostazioni in Marlin voleva dire ricompilare... Dho, apri pure un thread... -
Grazie ma non sono CHT, li vedo (e li ho comprati poco tempo fa) per la Neptune, ma gia' quelli non si trovano piu' 😞 Chi lo sa', ora useranno un altro nome / tag al posto di CHT per non farsi bannare da Bondtech, il fatto e' che manco loro lo fanno un Bontech originale per QIDI (che costerebbe un 20 euro ).
-
stampa inversa su orca slicer
eaman ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
Bho io non ho mai usato M600 sulle vecchie stampanti, uso una semplice pausa e cambio il filamento completamente a mano: M300 ;ACTIVATE BEEPER M117 PAUSED; write message ; Pause is at the beginning of layer, before printing G1 X10.000 Y10.000 Z40.00 E0; parking position M1; user stop M105; return to current temp Va' messo nel GCODE del Filamen Change (se non vuoi fare semplicemente la pausa). -
Un po' troppo, io vorrei solo il nozzle e possibilmente non originale, tipo quello che avevo linkato: https://www.aliexpress.com/item/1005007577717822.html solo che non li trovo piu' i CHT su Ali. In alternativa un normale nozzle Volcano CHT clone e poi modifichero' un po' la toolhead. Me ne e' rimasto solo uno di CHT volcano da 0.4mm...
-
Oddio mi correggo: per stampare stampa bene come l'altro: Quello al centro, a sx con quello in brass e a dx e' una stampa di una bedslinger. Pero' non e' migliore o perlomeno non mi ha aumentato il flusso massimo. Qualcuno sa dove si trovano dei nozzle CHT cloni per QIDI tipo su Aliexpress? Altrimenti comprero' l'adattatore e usero' qualche CHT clone normale che ho in casa, oppure un volcano CHT...
-
Se non hai mai stampato vai di PETG, e' uno dei 2 materiali piu' semplici in assoluto. Poi se sei capace di mischiare un po' di epossidica e spennellare chi t'ammazza? Puoi anche spruzzare un qualche finisher protettivo.
-
Goccia di materiale sul primo strato
eaman ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Per altro il primo layer si stampa piano: dei due piuttosto stamparlo piu' freddo degli altri layers, non e' mica il PLA da 180c. -
Se non ti vuoi complicare la vita usa PETG e magari fagli uno strato di epoxy sopra.
-
Va' male, perde colpi anche a 20mmc/s 😞
-
Goccia di materiale sul primo strato
eaman ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Si, il nozzle lo pulisci con lo spazzolino di ottone. Bho forse non ci capiamo: magari fai un segno sulla foto su quello che per te e' il problema. -
Dho mi e' arrivato giusto ora questo: https://www.aliexpress.com/item/1005007577717822.html copper plated, mo' lo provo e se vuoi ti dico come va'.
-
Asciuga filamento da 70c se ti fermi all'ASA / ABS, essicatore da 90c se vuoi fare nylon. Poi dopo che li hai asciugati ti serviranno dei dry storage box se non vuoi usare solo quello che (credo) arriva con la stampante o il dryer. O li compri gia' fatti o te li fai con tipo questi https://www.amazon.it/dp/B0CPNYJ44R?ref=ppx_yo2ov_dt_b_fed_asin_title o buste ermetiche. Poi una heat gun, lime e lame e pinze varie, deburrer. Da QIDI potresti comprare piatti e nozzle di riserva ma si trovano a meno su Aliexpress. Ah poi heatsinks per i motori.
-
Goccia di materiale sul primo strato
eaman ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Avrai avuto il nozzle sporco, o lo pulisci o speri che la purge line se la porti via... Oppure puoi fare una sostanziosa 30-40mm retraction a fine stampa e conseguente sostanziosa purge line. -
stampa inversa su orca slicer
eaman ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
Che io sappia Orca ha sempre fatto cosi', prima fa la parte esterna e poi l'interno, non so se c'e' un modo di impostare l'ordine. -
Nada, niet, nope!
-
Non usa driver, non ha una scheda madre ma una serie di PCB custom made, si basa su ESP32 (o 64) comunque.
-
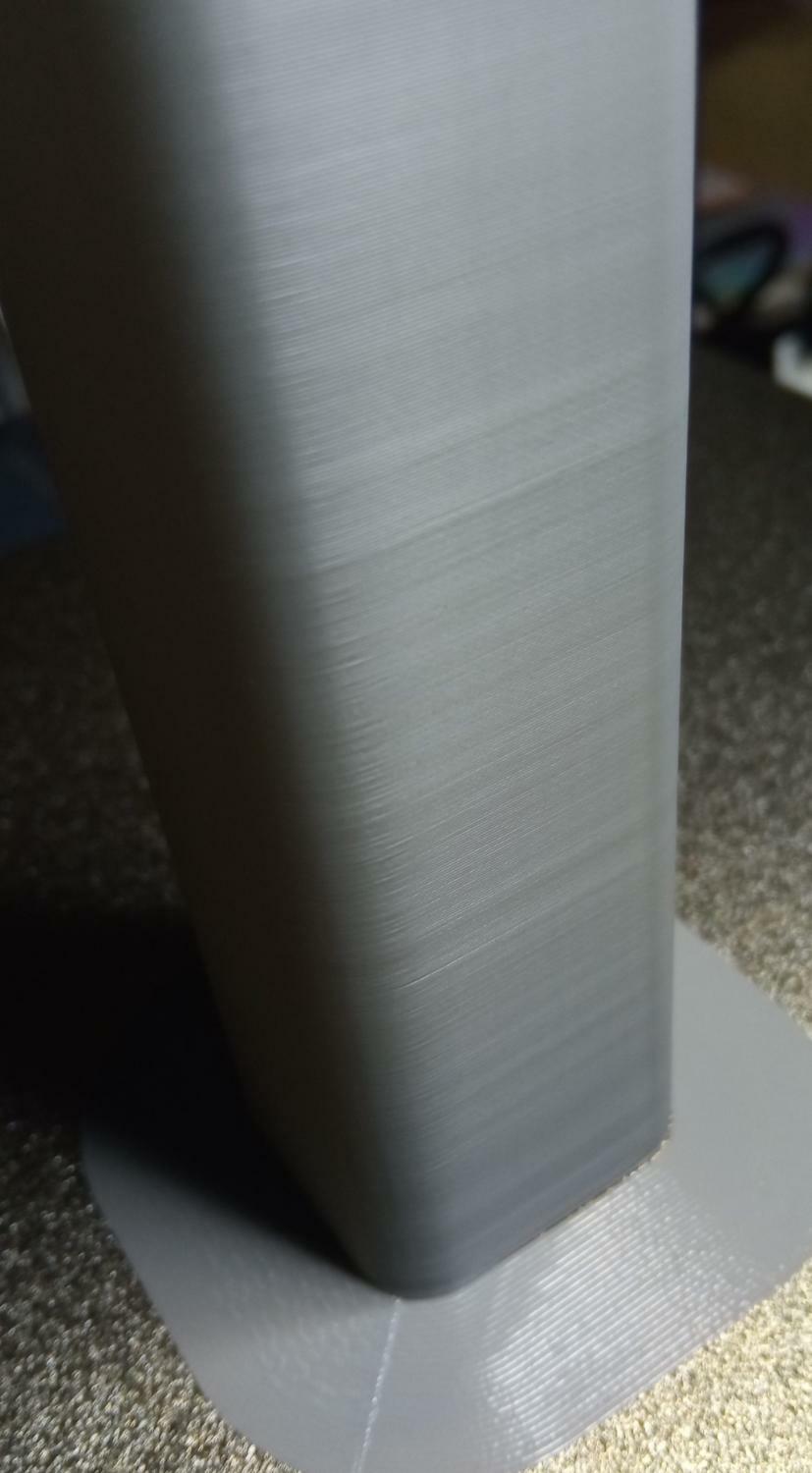
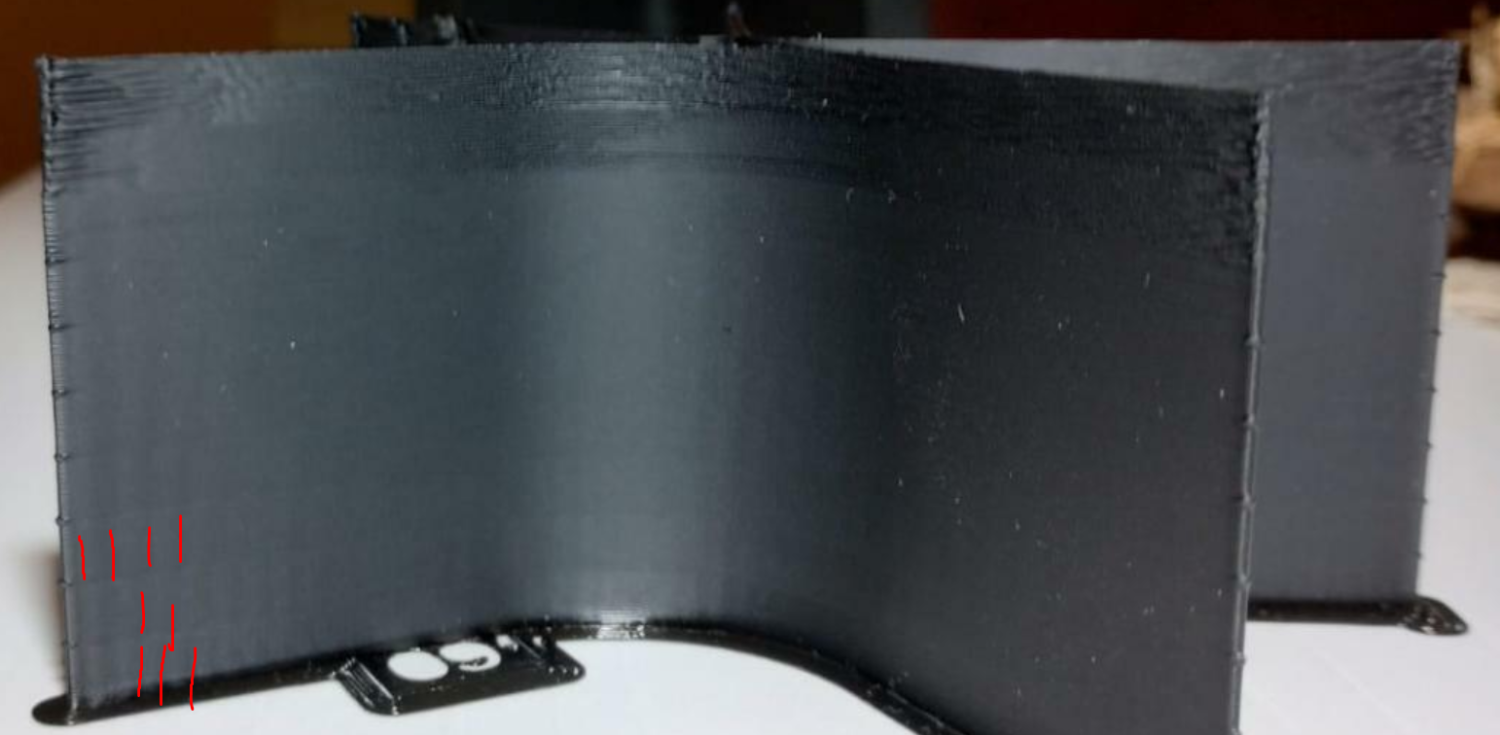
Problemi su superfici laterali
eaman ha risposto a mpit nella discussione Problemi generici o di qualità di stampa
Eh be' l'hai messa tu in casuale, prova con aligned.