eaman
-
Numero contenuti
6.043 -
Iscritto
-
Ultima visita
-
Giorni Vinti
478
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-

Mi presento non stampo ma obbligato ad aiutare mio figlio
eaman ha risposto a mloca nella discussione Presentazioni
Quello di Z? Sara' tipo questo: https://www.aliexpress.com/item/1005003409480909.html Io guarderei prima i connettori che non siano staccati / scassati. Per altro per fare una prova al volo gli end stop degli altri assi sono uguali 😉 -
Problema USB Elegoo Mars
eaman ha risposto a robyrugby nella discussione Software di slicing, firmware e GCode
Yup hai bruciato quel mosfet / transistor: si chiama "Q12", se ti dicono cos'e' esattamente potresti anche cambiare solo quello, tanto ormai la scheda cosi' non la usi. Se la porti in mano in un laboratorio dove riparano 'ste robe c'e' caso te lo facciano "al momento e per una spesa simbolica": il grosso del lavoro e' smontare, trovare l'inghippo, rimontare e testare. Se lo fai tu il transistor costa 1 cent. He come ti ha detto il parent ha un senso di inserimento sono se ha la cornice in metallo attorno, certe usb key per fare i fighini sono praticamente solo il PCB e questi sono i risultati. Ringraziamo per USB-C che e' simmetrico. -
Problema USB Elegoo Mars
eaman ha risposto a robyrugby nella discussione Software di slicing, firmware e GCode
Hai shortato il controller USB o peggio. Se hai modo potresti provare la scheda secondaria con un altro host USB, magari quella e' salvabile se non hai sfondato il connettore. Non farlo con il tuo computer buono pero', rischi di shortare pure quello. Fattele mandare entrambe a gratis 😛 -
Io farei 5 giri di SKIRT attorno alla stampa e regolerei lo z-offset al volo, fintanto che stai a fare delle prove. Peraltro con materiali cosi' particolari e stampe probabilmente a rischio warping lo z-offset lo dovrai guardare a ogni stampa 😉
-
Problema USB Elegoo Mars
eaman ha risposto a robyrugby nella discussione Software di slicing, firmware e GCode
Mi sa che devi chiamare l'assistenza e farti mandare una nuova scheda madre, magari sotto Natale sono buoni e te la mandano gratis. E gia' che ci sei anche la scheda secondaria con la porta USB. -
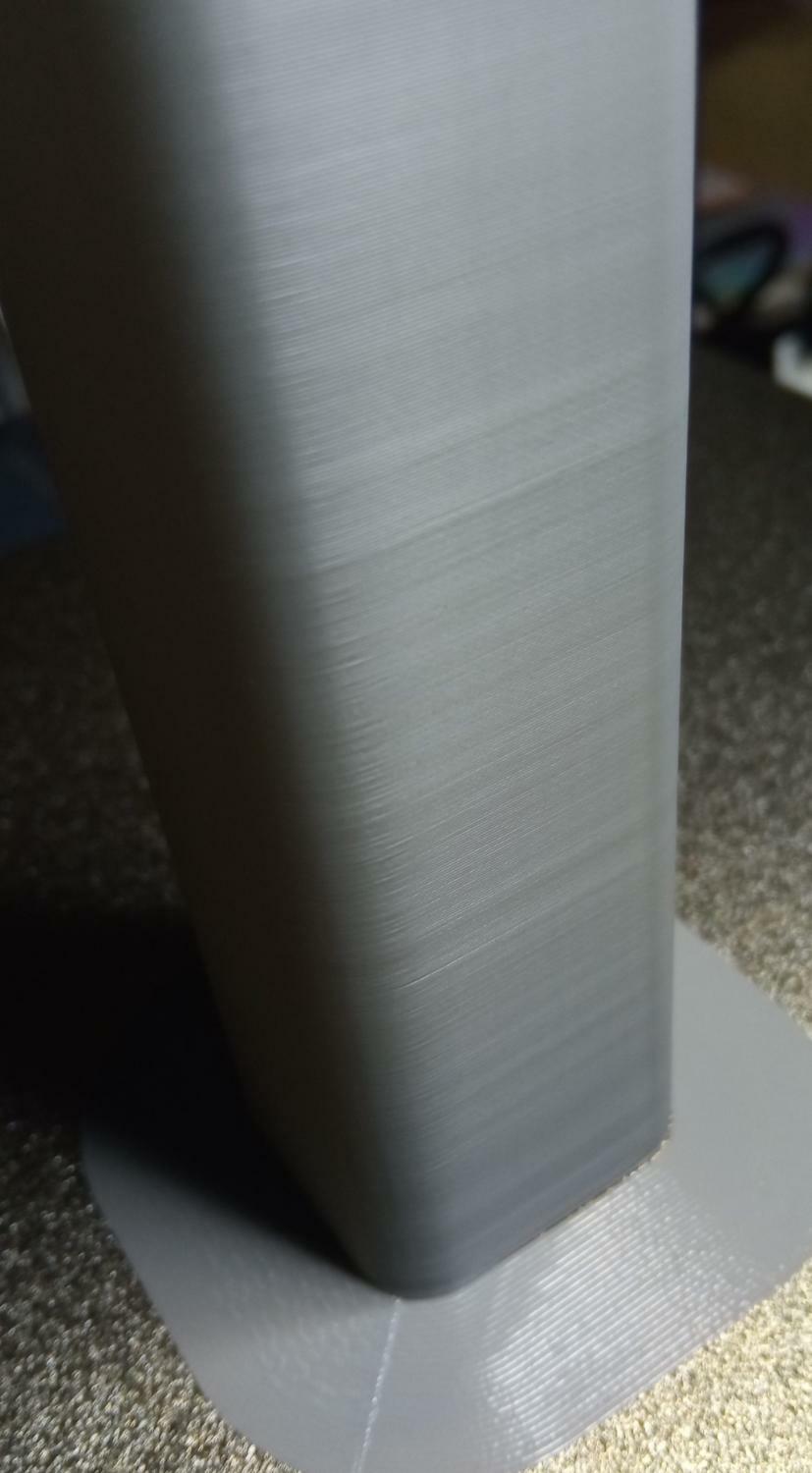
Stampa un lato normarle e l'altro compresso
eaman ha risposto a RevABx nella discussione Problemi generici o di qualità di stampa
Puoi usare il BRIM nello slicer, data la forma bastano le MOUSE EARS, falle grandi (non so la scala). Poi segui tutti i vari suggerimenti per il warping, prova a stampare piu' piano e ridurre la temperatura e il raffreddamento per quanto sia un po' strano fare warping con il PLA, ma quella e' una stampa un po' stronza. Usa le mouse ears. -
Vorrei un stampa più morbida...
eaman ha risposto a Al3x nella discussione Problemi generici o di qualità di stampa
Bravo, ora continua con le calibrazioni 🙂 Questa e' un'altra bella stampa per verificare la qualita' delle superfici: https://www.printables.com/model/209121-cali-dragon/files Stampala pure senza infill con 2 perimetri cosi' fai prima, magari grande 200%
-
Vorrei un stampa più morbida...
eaman ha risposto a Al3x nella discussione Problemi generici o di qualità di stampa
Io non ho idea di che velocita' tu possa usare su quella stampante, pero' posso dirti che il PLA veloce lo compra chi stampa a piu' di 350mm/s, tu mi sembra di capire che stampi a 40-50mm/s quindi non ha senso. Puoi comprare il PLA piu' semplice / economico / vecchio per stampare a quelle velocita'. -
L'ideale piuttosto sarebbe mettere una cella di carico sotto al piatto o a lato cosi' ogni volta che cambi il nozzle puoi regolare lo z-offset automaticamente. Oddio, anche sopra all'hotend funzionerebbe, tipo Voron Tap.
-
Stampa un lato normarle e l'altro compresso
eaman ha risposto a RevABx nella discussione Problemi generici o di qualità di stampa
Ma che filamento sarebbe? E' un PLA veloce? Puoi mettere un link cosi' si capisce meglio? Per "lato shiacciato" intendi dire che hai del warping? https://support.makerbot.com/s/article/1667337577679 -
Vorrei un stampa più morbida...
eaman ha risposto a Al3x nella discussione Problemi generici o di qualità di stampa
La guida piu' citata e': https://ellis3dp.com/Print-Tuning-Guide/ Prima trova la temperatura adatta al tuo filamento con una temp tower, poi regola gli e-step e il flusso. Poi per assicurarsi che il tuo non sia ancora un problema di estrusione stampa quella torre in VASE MODE, cosi' da vedere se la stampante sbarella mentre stampa. -
Eh pero' allora non ti serve un materiale "forte", ti serve un materiale flessibile, tipo il PETG, che pero' non gradisce molto le alte temperature al sole. Che poi in realta' gia' l'ABS / ASA e' ideale per quell'uso 🙂 Piuttosto magari guarda come integrare qualche listello di carbonio, kevlar, fazzoletti in metallo nelle cose che gia' fai, perche' il decimo di mm di fibra inserita se non addirittura la polvere e' piu' che altro estetica o per l'etichetta sulla scatola dal punto di vista meccanico (al di la' di ridurre un po' il warping).
-
Vorrei un stampa più morbida...
eaman ha risposto a Al3x nella discussione Problemi generici o di qualità di stampa
Si ma quello non e' PLA, comunque non dice 250 il minimo sarebbe 210c. Also, quello e' PLA ad alta velocita' e te lo stampi a 40mm/s 😞 Quella torre la devi stampare in vase mode ma gia' da li' si vede che sei sovraestruso / troppo caldo. Diciamo che questa e' venuta decentemente: Mentre questa e' di una stampante con dei problemi di z-lines (o estrusione).
-
Quoto Killrob, se vuoi una buona resa estetica ti conviene restare su ASA magari caricato, una opzione economica con buona finitura potrebbe essere il PETG caricato sempre al carbonio che meccanicamente e' diverso. Il PC non e' bellissimo, giusto il caricato puo' stampare un po' meglio e con meno warping. Antipatico da dire ma il PC si taglia al laser ed e' un'altra cosa, e' antiproiettile gia' di pochi mm... Per certe cose sarebbe interessante il Nylon ma da asciugare e' un dramma, oltre al prezzo del materiale metti in conto un forno / essiccatore da 120e perche' a 70c ci vogliono 2 giorni per asciugarlo non tanto bene, con un forno a 90c dovrebbero bastare 5 ore. A meno che non usi la versione CoPA che e' piu' docile.
-
Sono messo cosi' anche io, una opzione un po' meschina sarebbe comprare la Neptune 4 Max quando si trova a 150e scassata: una bedslinger grande non e' ideale ma se devi fare cose non tanto alte e non tanto spesso e' meglio che niente, a quel prezzo uno poi non si incacchia. Almeno in firmware e' buono.
-
Vedo che QIDI cosi' ha quasi finito le X-smart, ne sono rimaste solo 4 in Europa (magari qualcun altra su Amazon ma costano 350e). Probabilmente Bambu vuole fare la stessa cosa: vuotare i magazzini per i nuovi prodotti oppure per anticipare le tariffe in USA del governo Trump. Che pero' almeno per QIDI sarebbe strano: in USA avevano gia' finito le scorte, in pratica hanno abbassato il prezzo di 50e solo per noi in Europa. Comunque l'anno prossimo ci sara' da ridere: mi sa che Prusa finalmente torna competitiva in USA grazie a Trump 🙂 , speriamo che riducendo le vendite in USA aumenti l'offerta da noi e si abbassino ulteriormente i prezzi, se provano a mettere gli stessi prezzi anche da noi continuo ad aggiornare la Ender3!
-
Prova a mandargli una email, magari ti danno un coupon. E' capitato anche a me con la X Smart 😛
-
Vorrei un stampa più morbida...
eaman ha risposto a Al3x nella discussione Problemi generici o di qualità di stampa
La temperatura di estrusione di 250c per il PLA sicuramente non va' bene, il PLA a quelle velocita' si stampa a ~193c, il piatto a 58c. [General] Velocita': metti i travel a 250mm/s first layer max speed 45mm/s -
Consiglio stampante a resina offerte black friday
eaman ha risposto a Cubo nella discussione La mia prima stampante 3D
Occhio che oggi costa meno sul sito di Anycubic: https://anycubic.it/products/anycubic-photon-mono-x-6ks -
Come posso installare klipper?
eaman ha risposto a GattoGamer nella discussione La mia stampante 3D e il mio laboratorio
Io pure ho un E3 V2: https://store.piffa.net/3dprint/ender/klipper/ -
Vorrei un stampa più morbida...
eaman ha risposto a Al3x nella discussione Problemi generici o di qualità di stampa
E' una bedslinger enorme (400x400mm) e super economica: e' praticamente garantito che abbia problemi di z-lines / z-wobbling. Ci sono un'infinita' di guide per cercare di risolvere, sia scritte che video, e' un problema che e' interessato praticamente da tutte le componente. Quindi comincia dallo stringere bene il telaio, metterlo in squadro, le cinghie. Poi bisogna vedere se e' anche un problema di estrusione. Fai una stampa di https://www.printables.com/model/393668-simple-z-bandingwobble-test-tower facci vedere come sei messo adesso. -
Ender v3 ke bloccata
eaman ha risposto a allthefruit nella discussione Problemi generici o di qualità di stampa
Sembrerebbe che invece ci sia qualche problema, dovresti controllarli col tester. Facile che sia il termistore, controlla anche che non sia troppo stretto. Non so che tipo usi ma su Aliexpress li vendono a dozzine, costano una bazzecola. -
Come posso installare klipper?
eaman ha risposto a GattoGamer nella discussione La mia stampante 3D e il mio laboratorio
Prego, se hai poi qualche domanda specifica almeno un paio di utenti dovrebbero avere delle Ender3 con Klipper + SKR Mini: https://store.piffa.net/3dprint/ender/is_vases/ender_vase.mp4 -
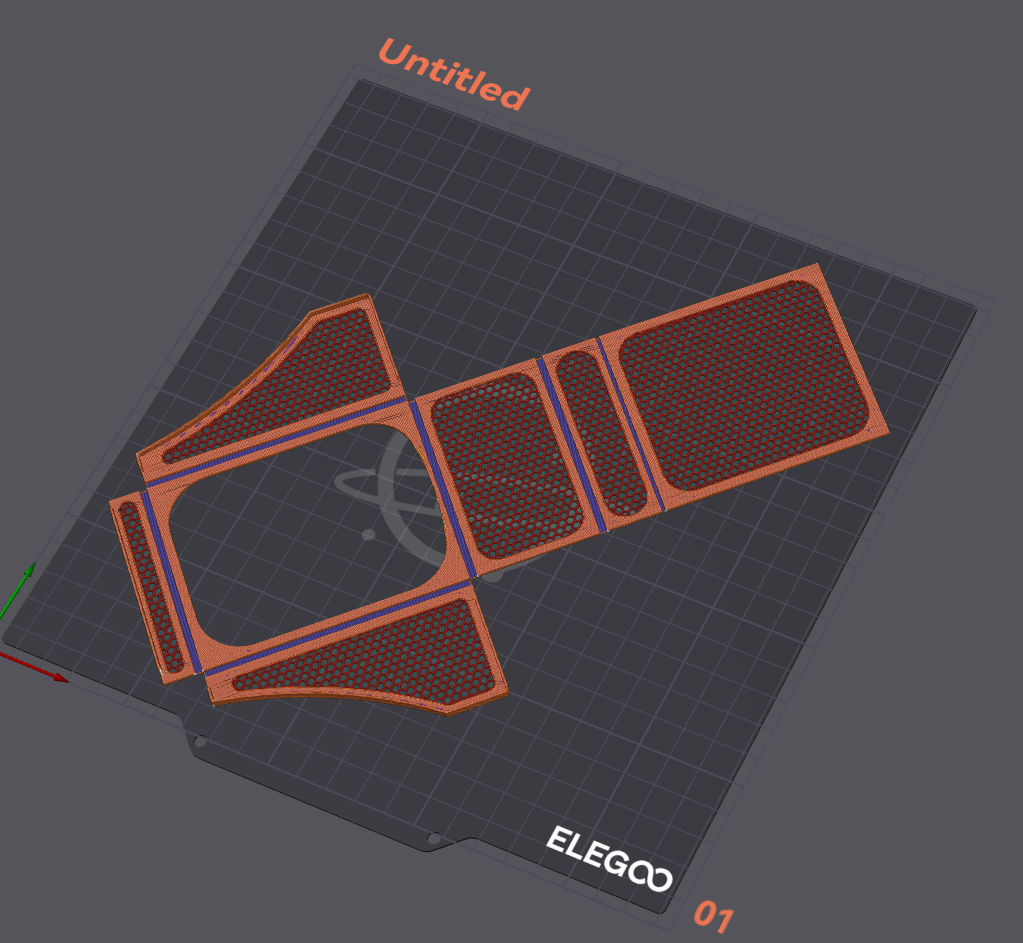
Ho disegnato e stampato un contenitore per il silica gel per quei contenitori per cereali che si trovano in offerta su Amazon usabili come dry storage box. L'idea e' di stamparlo in PETG su un piatto da 220mm, usare un +0.04mm di z-offset, e' fatto ad origami e per incollarlo io ho usato la colla a caldo. In allegato il *.3mf che e' fatto per Orca, se avete il piatto piccolo tagliate la parte lunga e stampatela separatamente, chiedete se volete che ve la tagli io. Se poi volete il vettoriale l'ho fatto in Fusion ma il casino e' piu' che altro assemblarlo con i modificatori in Orca 😜 spessorato_essicatore v5_Body1.3mf
-
- 8
-

-
Come posso installare klipper?
eaman ha risposto a GattoGamer nella discussione La mia stampante 3D e il mio laboratorio
Sei un po' generico, comincia a leggere la documentazione: https://www.klipper3d.org/Installation.html e vai in questo thread per i problemi: