eaman
-
Numero contenuti
6.044 -
Iscritto
-
Ultima visita
-
Giorni Vinti
478
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-
Fammi pensare un attimo... Ma per dire: ce l'hai un logic analyzer un po' carino? E un oscilloscopio? Un microscopio USB per controllare le saldature? Anche un generatore di onde ha il suo fascino... Come ti dicevano sopra l'alimentatore da PC e' comodo perche' ce ne abbiamo tutti (...) una fila in casa, il problema e' che sono troppo potenti e ti cuociono le cose piccole, poi son o poco efficienti quando te c'hai un paio di metri di led e due MC che si e no consumano 3w. Io ho fatto lo sforzo di comprare un alimentatore switching da led che e' passivo per tenere su una delle mie linee a 12v, poi non dovrei dirlo in pubblico ma qua ho il mio file server che e' alimentato sempre da un alimentatore da LED passivo (con un pico PSU) e da quello mi esce una linea a 12v che mi fa funzionare le lampade e il b303 che ho sul tavolo, mi tira tenere acceso quell'altro e il file server e' 12anni che va 24/7 se muore faccio una festa cosi' passo a NVMe...
-

Acquisto nuova stampante 3d - aggiornamenti
eaman ha risposto a Rosssiiii nella discussione La mia prima stampante 3D
Si ma come al solito bastava cercare su google. -
Ha! Vedi @dnasini che il B3603 ha il suoi perche'? Lo regoli a mezzo amper e ci alimenti i tuoi paciughi facendo poco fumo e zero arrosto 🙂 ...ovviamente ci sono anche i modelli sciccosi che costano 10 volte tanto da quello che ho linkato io 😛
-
Grazie per averlo riportato 🙂 Delle volte io metto un blog di resina epossidica sulle porte usb dei micro e schede per non sbragarli dopo 5 minuti.
-
Ti conviene resettare il profilo di stampa, probabilmente ci hai messo qualche minchiata. Se non basta asciuga il filamento e fai una foto.
-
Acquisto nuova stampante 3d - aggiornamenti
eaman ha risposto a Rosssiiii nella discussione La mia prima stampante 3D
Be' la N4 ha una toolhead bella grossa, ma ora le fanno tutte cosi'. Se vuoi evitare: Quello e' un MiniMe. ...ma non basta per una benchy veloce. Grid: si sovrappone, leggi: https://help.prusa3d.com/article/infill-patterns_177130 Se la stampe e' grande e con isole la tool head deve attraversare piu' perimetri che possono essere incurvati. Lo z-off set si regola ogni volta che cambi il nozzle, ma stampe diverse possono richiedere z-offset diversi.
-
adxl345 su rasperry pi zero 2w
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
Ma esiste veramente? Comunque andare a pigliare una seriale in /tmp fa alquanto cagare, possibile che non ci sia in un posto normale in /dev ? -
lol sapevo che ti triggeravo 😄 Yup gia' quello e' sciccoso per i miei standard. Pero' a pensarci: te hai un saldatore moderno con dello stagno vintage? ...magari e' per quello che non raggiungi le massime performance, sara' stato studiato ed ottimizzato per lavorare con lo stagno vegano che producono oggi senza piombo ed adittivi profumati🤓 I feel you, quando ho disegnato il mobile per il mio tavolo da lavoro l'ho disegnato attorno alla stazione dell'aoyue, fa da ancora all'intero mobile.
-
...ma ti sei comprato il saldatore hi tech wireless, wifi con raspberry incorporata che ti manda gli auguri di compleanno via CANBUS con schermo oled a 120hz? Prova con un coso che pesi almeno 2kg con una punta piatta, la roba si scioglie dalla paura quando lo prendi in mano. /s
-
Se vuoi un’alternativa furba: B3603 Per pagiugare ti serve un alimentatore ovviamente regolabile in volts ma anche in amper per tipo i LED. A monte ti serve un alimentatore piu' alto di quello che vuoi usare, tipo un 27v o un 36v... Tienilo da conto, e' probabilmente molto migliore di quello che vendono ora 😛
-
Qualità stampa
eaman ha risposto a francescoevv nella discussione Problemi generici o di qualità di stampa
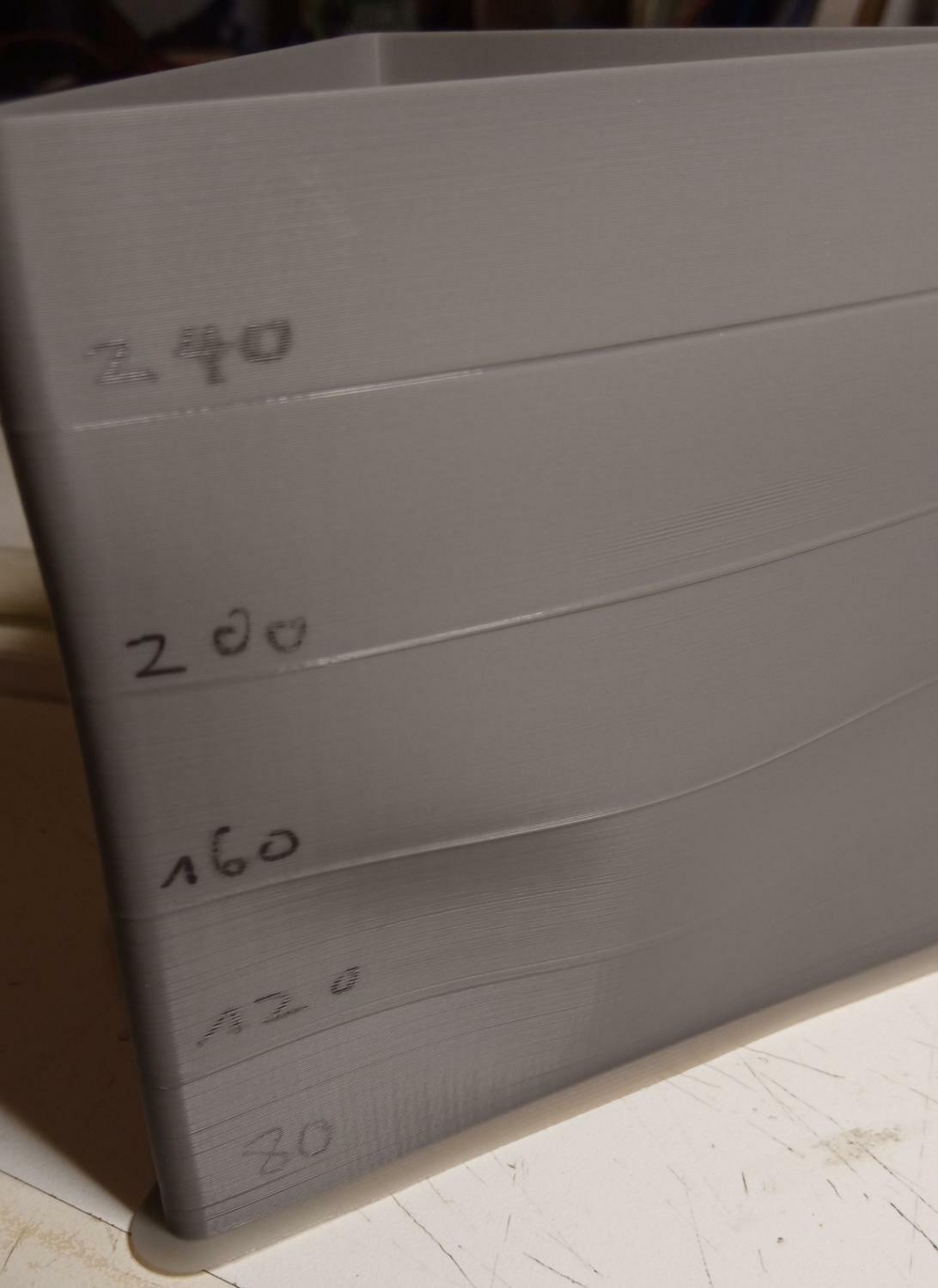
Dho. Quella figurina sopra e' stampata con 2 perimetri e _zero_ infill: cioe' secondo me "voi altri" vi fate delle paranoie inutili per certe cose, fatele un po' girare quelle macchine! Ma vabbe', sara' perche' io meta' della roba che faccio e' in vase mode 😛 Io parlavo di infill, non di internal wall. Tecnicamente non e' manco vera sottoestrusione se non hai le pareti circostanti, diciamo che stampi a 0.38mm LW. Ha un senso se fai un solo perimetro di infill usare una LW di ~0.44mm: cosi' hai un po' piu' superficie di contatto. Ma poi rischi che ti volino via le stampe oppure devi usare uno z-hop significativo: scelte. Guarda che nessuno ti viene a vedere quando fai le tue stampe quotidiane. Le questione sono 2: 1. VFA e qualita' delle superfici 2. Tempi e opprtunita': es quella stampa sopra e' "hi quality" ed e' alta 80mm, ai suoi tempi con la Ender3 ci avrei messo 6-9 ore, quella e' stampata in 1:10. Va' da se che 7 ore per quella stampa, piena e con 3 perimetri, non l'avrei stampata. Che io sappia i VFA sono artefatti verticali (anche in diagonale), non e' questione di chi li causa. Magari tu parli dei vecchi artefatti tipo "salmon skin" tipici dei vecchi driver? Le bedslinger li hanno come le corexy: la stampa grigia sopra e' fatta con una bedslinger e in basso ci sono VFA. A parte che ci sono slicer che ti fanno una simulazione delle velocita' effettiva di stampa in ogni punto (prusaslicer), le stampanti moderne ti scrivono a schermo a che velocita' vanno. Poi c'e' l'orologio, la velocita' non e' mica un'entita' imperscrutabile. E comprati una Voron 0, fatti questo regalo, cosi' fai i prototipi in ABS in 10 minuti, si scalda in 2 minuti e non fa warping, costa ~400e... Oppure comprati una popolare QIDI, cosi' stai al chiuso e con camera riscaldata, altro che bed slinger per le stampe funzionali. Otto, su quella stampa grigia pubblicata sopra non ci sono VFA sopra ai 160-180mm/s: non ti serve andare a comprare dei motori esotici. -
Acquisto nuova stampante 3d - aggiornamenti
eaman ha risposto a Rosssiiii nella discussione La mia prima stampante 3D
Non necessariamente, potrebbe essere qualunque cosa che fa staccare la stampa, fa warping. Quindi potrebbe essere anche l'infill, le temperature, il filamento, la forma della stampa. Difficilmente e' un problema organico della stampante, a meno che non sia la toolhead disegnata mala con i fan ducts che raschiano e tirano su la stampa. Hemm... Come? Le stampanti normali sono esecutori di gcode, non hanno altro input se non quello pre renderizzato nel gcode. Te parli magari di modelli avanzati con videocamere con AI, sensori e opportuna configurazione. Le stampanti economiche e' gia' tanto se hanno i profili corretti per stampare! Ma non penso proprio, ma quello e' uno youtuber mica sta a sminchiare le stampanti. -
credo sia qualcosa legato alla retrazione/dertrazione
eaman ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
Ma sei sicuro sulla velocita' di retrazione? Non ha un gran senso... Anche la lunghezza e' tanto, magari prova 0.5mm per chesso' 50mm/s Magari puoi provare con un nozzle piu' grande, tipo un 0.6mm. -
Qualità stampa
eaman ha risposto a francescoevv nella discussione Problemi generici o di qualità di stampa
-
Consiglio pennelli (finitura)
eaman ha risposto a Otto_969 nella discussione Problemi generici o di qualità di stampa
Non saprei io non li uso: per le panel line in genere uso delle penne o dei marker da disegno tecnico. Io poi i pennelli costosi in materiali esotici cerco di evitarli, piuttosto prendo un pennello in taklon e poi lo taglio e quando e' rovinato lo butto. -
Qualità stampa
eaman ha risposto a francescoevv nella discussione Problemi generici o di qualità di stampa
https://support.ultimaker.com/s/article/1667411002588 Io dico un'altra cosa: compressione dell'infill anche ai lati, non connessione dell'indfill ai perimetri. Ok: soggettivamente io non consiglio mai ne vedo consigliare l'uso di piu' del 25% di infill. Se guardo i miei profili di stampa normali l'infill sta tra 7 -> 15% a seconda che sia sovrapposto oppure no. Appunto perche' , sempre soggettivamente, la funzione dell'infill e' di sostenere il top layer, non dare struttura. La struttura deve essere sempre data da almeno 3-4 perimetri esterni o webbing interno. He dipende da come stampi, l'idea moderna e' che l'infill si stampa veloce e va' sottoestruso perche' e' una delle cause principali di layer shifting alle alte velocita'. Ti capisco, la mia Ender 3 non sputa PETG a piu' di 120mm/s, l'ho ricalibrata per il PETG giusto un paio di settimane fa. Si ma ci sono i VFA: o stampi a 40mm/s o vai veloce: Quello e' stampato a 160mm/s per i perimetri esterni, Otto 'sta storia che bisogna stampare piano per stampare bene e' "soggettiva" se hai una stampante configurata come 2-3 anni fa. Per le stampe funzionali il materiale ha sempre ragione: se devi stampare del TPU lo stampi a 40mm/s anche se hai una Voron da 2k con 200k di accelerazione ma il PETG e' un materiale border line perche' oggi si riesce sia a stamparlo veloce che opaco, contando che costa pure meno del PLA+ 2.0 e serve meno raffreddamento viene da fare un paio di ragionamenti, io ci ho stampato delle Benchy speedboat con il PETG recentemente. Quello che ho io e' generato dalle cinghie / pulley, generalmente si risolve con un migliore allineamento oppure appunto aumentando le velocita'. Per quello che ne so i motori da 0.9" hanno senso solo su X delle bedslinger, si trovano anche a cifre ragionevoli: https://www.aliexpress.com/item/1005004403212940.html . Ma si quelli che quelli "ottimizzati" che io sappia non vanno piu' di moda: il periodo del VFA che si vede normalmente e' quello della cinghia.
-
Consiglio pennelli (finitura)
eaman ha risposto a Otto_969 nella discussione Problemi generici o di qualità di stampa
Dho' c'e' ancora una pagina visibile in wayback: http://web.archive.org/web/20210508041057/https://www.stampa3d-forum.it/forums/topic/14133-verniciatura-gunpla/ -
Qualità stampa
eaman ha risposto a francescoevv nella discussione Problemi generici o di qualità di stampa
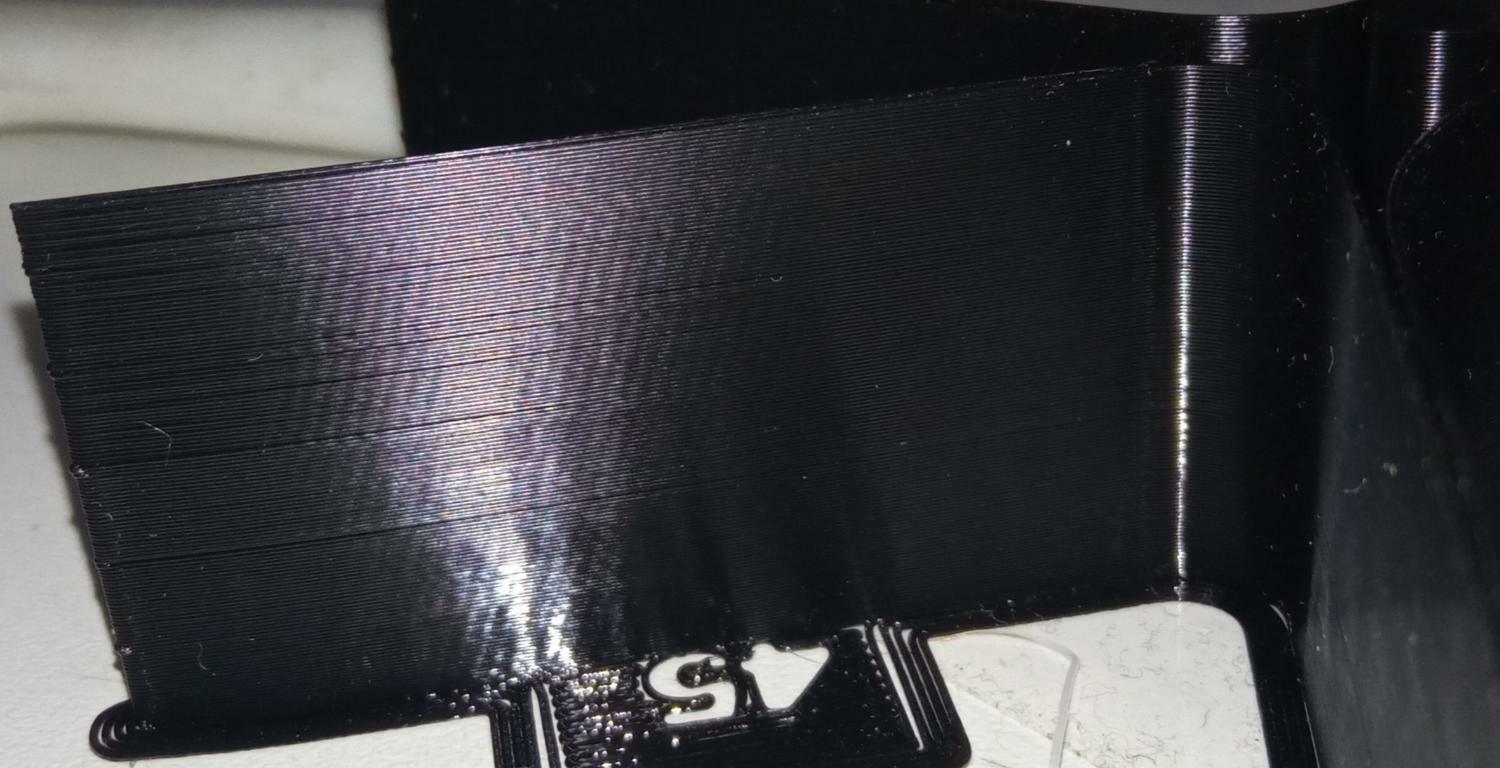
Questo e' quello che intendevo: un solo perimetro non permette buona adesione perche' il filamento non viene spiaccicato sui lati. Si ma 20% non e' mica leggero, 7% e' un infill leggero, 20% e' bello abbondante secondo me. No per me il problema e' che l'infill (tipo rectilinear) si sfalda, non aderisce al layer sottostante. Suppongo sia pero' una questione di velocita': raramente io stampo l'infill sotto ai 200mm/s . Be' tu conta che i perimetri interni in PETG arrivo a stamparli a 280mm/s, non con i profili "strong" certo, ma gia' mi rode dover stampare l'infill a velocita' inferiore dei perimetri esterni. E prima che tu me lo chieda: il problema sono i VFA e la finitura glossy del PETG: per evitarli almeno 160mm/s devo farli per i perimetri esterni. Questo e' stampato da 160 -> 280mm/s , la foto rende fino a un certo punto ma la finitura ottimale e' sopra ai 220mm/s. Thanks!
-
Acquisto nuova stampante 3d - aggiornamenti
eaman ha risposto a Rosssiiii nella discussione La mia prima stampante 3D
Ha un blob of death: capita se la stampa si stacca dal piatto e si attacca al nozzle, il filamento estruso fa un blob che si espande sotto l'hot end. Altro problema invece e' se il filamento trafila sopra al nozzle dall'hotend, ma non penso sia il problema in quelle stampanti. -
Acquisto nuova stampante 3d - aggiornamenti
eaman ha risposto a Rosssiiii nella discussione La mia prima stampante 3D
Ogni anno circa, ma la prossima che hanno presentato e' una corexy. Ma che problema e'? -
Acquisto nuova stampante 3d - aggiornamenti
eaman ha risposto a Rosssiiii nella discussione La mia prima stampante 3D
Be' non e' detto, prima di tutto bisogna vedere se ci si puo' connettere via SSH, poi al 99% se metti klipper pulito non funziona piu' il loro display. E perche' dovrebbe farlo? Io mi compro una stampante che abbia sia i sorgenti che gli STEP dei componenti, mica devo fare un favore a Anycubic. -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
eaman ha risposto a Cubo nella discussione Nuove idee e progetti
Quasi uguale a me, l'ho sempre stampato a 213c 🙂 -
Schizzi per incastri
eaman ha risposto a calcioscacchi nella discussione Problemi generici o di qualità di stampa
Bho io direi dovetails o qualcosa a T, ci sono varie risorse se cerchi woodworking joints . Nota: e' un'intera playlist sugli incastri. -
Schizzi per incastri
eaman ha risposto a calcioscacchi nella discussione Problemi generici o di qualità di stampa
Io andrei da Brico a comprare un paio di profili / tubi tondi da infilarci dentro: https://www.bricocenter.it/prodotti/default/ferramenta/profili-lamiere-e-lastrine/profili-in-ferro.html -
lol hanno gia' "aumentato" il prezzo, i primi giorni era in offerta a 730e 😛 ...si vede che le vendono bene 🙂