eaman
-
Numero contenuti
6.046 -
Iscritto
-
Ultima visita
-
Giorni Vinti
478
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-

FreeCAD 1.0
eaman ha risposto a eaman nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
A me non dispiace l'approccio di FC per la progettazione meccanica: e' meno immediato di Fusion pero' e' piu' esplicito, robe tipo i constrain mi piace che siano ben elencate e individuabili. L'idea della timeline cozza con la progettazione meccanica, ah piu' a che fare con le meccaniche di funzionamento del software. Certo ti costringe a fare certi passaggi e a fare le cose in un certo modo ma di fatto anche in Fusion se non lavori in un certo modo le cose cominciano a esplodere abbastanza rapidamente, solo che hai piu' corda per impiccarti. Il problema principale con Fusion e simili IMHO pero' e' la licenza: quelli di Autodesk si tengono in cloud i tuoi file, non li puoi usare a scopo commerciale, chissa' cosa si inventeranno domani per farti pagare 2k all'anno... Per le cose che si possono fare con FC mi sa che sarebbe meglio usare quello, almeno per avere un'alternativa in modo da evitare che Autodesk e gli altri possano fare qualche merdata per mancanza di concorrenza. Oddio, Fusion comincia anche a funzionare veramente male, si inchioda, non ti dice che certe cose non riesce a farle, la user interface e tutta la baracca cambia continuamente e sei costretto ad aggiornare... -
FreeCAD 1.0
eaman ha pubblicato una discussione in Problemi di modellazione 3D, gestione mesh, esportazione in stl
E' uscita la release candidate di FreeCad 1.0, la nuova versione di FreeCad che risolve vecchi problemi come la topologia dei nomi , assemblies e finalmente una user interface un po' piu' decente. Release notes: https://wiki.freecad.org/Release_notes_1.0 ----------- Se state pensando di darvi al CAD meccanico e' il momento di prendere in considerazione FreeCAD: - Gratuito anche per uso commerciale - Funziona off-line senza bisogna di accounts, completamente autonomo - Non si inchioda continuamente come Fusion360 - Tutto open source e libero, niente limitazioni sul numero di files, exports, condivisione... E' libero e restera' sempre cosi' mentre con Fusion / Onshape non sai mai cosa potrebbe capitare in futuro con la licenza, l'esportazione dei files, plugins e qualsiasi altra cosa si possono inventare per rompere le balle agli obbisti e spingerli verso la versione a pagamento. Tutorial base: -
CR TOUCH CREALITY E ENDER3 PRO
eaman ha risposto a Gs_creazioni nella discussione Hardware e componenti
Hai due valori: 1. probe offset https://marlinfw.org/docs/gcode/M851.html che e' quello che devi calibrare una volta sola XY per tutta la stampante, ma Z cambia se cambi il nozzle. 2. z-offset che puoi variare a ogni stampa a seconda delle esigenze. In pratica tu dovresti stampare con lo z-offset a 0 e intervenire solo su Z (che sarebbe il PROBE_OFFSET su klipper) per il "livellamento". Ricordati di usare adaptive mesh quando hai impostato tutto: https://store.piffa.net/3dprint/ender/first_layer/first_layer_full_size.mp4 -
fessure tra le pareti
eaman ha risposto a marcy69 nella discussione Problemi generici o di qualità di stampa
In quel caso entrambi i perimetri esterni sono appunto external wall e quindi potresti avere 3x2=6 perimetri fino ad arrivare a 2mm. Poi aracne come generatore di perimetri varia autonomamente la line width. Ma si ragiona al contrario: tu devi decidere quanti perimetri vuoi, poi fai il calcolo di quanto spesse disegnare quelle pareti per avere lo spessore che vuoi per i perimetri. Conta che con nozzle da 0.4mm puoi fare tranquillamente 0.65mm di line width per gli esterni e 0.9mm per la roba non a vista, tipo il internal solid infill non c'e' ragione per farlo a meno di 0.65-0.9mm. -
Qualità stampa
eaman ha risposto a francescoevv nella discussione Problemi generici o di qualità di stampa
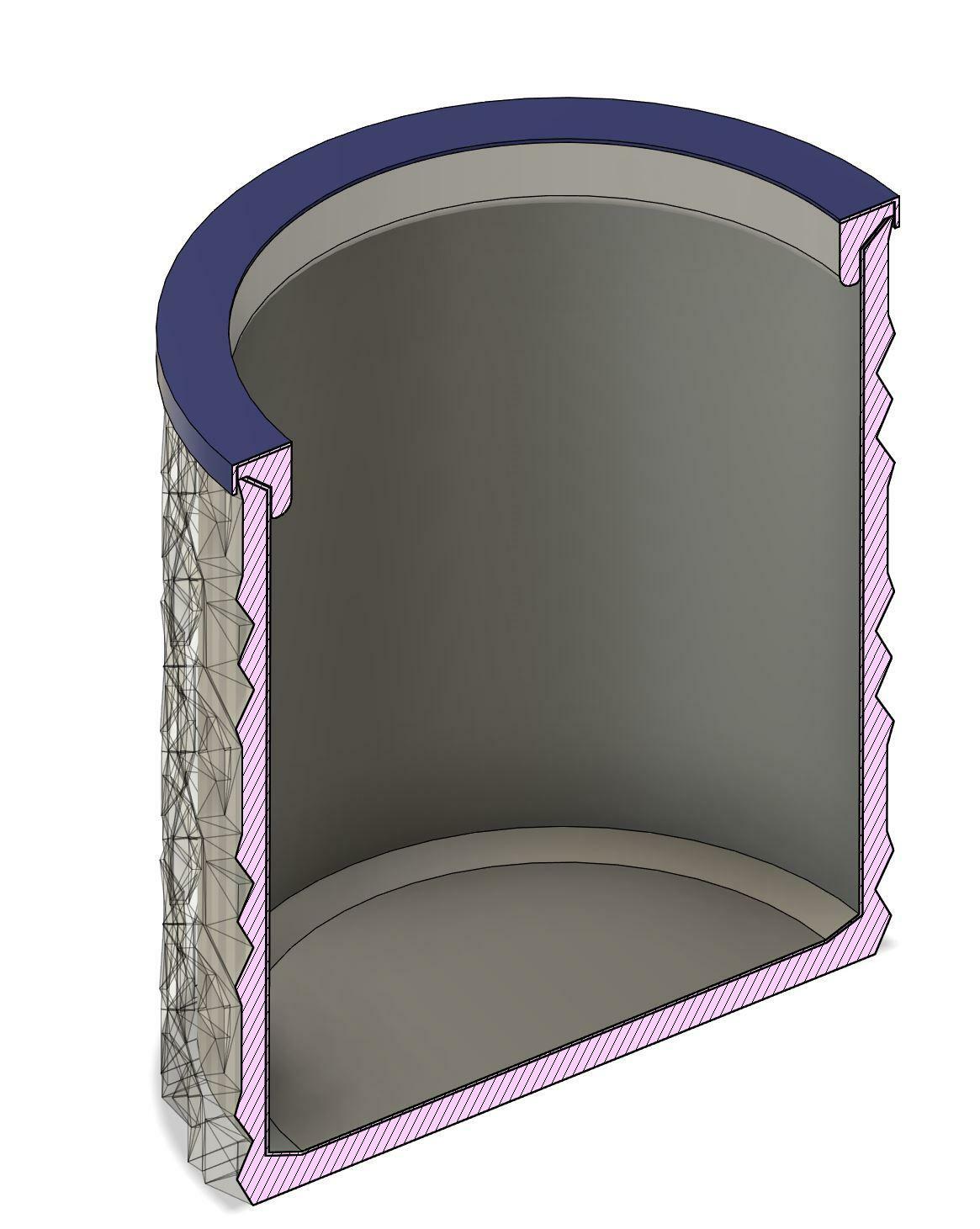
@Otto_969 ma tu l'infill lo disegni a mano composto da piu' perimetri? Perche' altrimenti, se non sono perimetri adiacenti, in materiale non viene spiaccicato tra i layer e non tiene una minchia, tant'e' che spesso l'infill si sfascia mentre lo stampi. Poi usando i vari cubic / gyroid per non fare layer shifting sono praticamente degli overhangs... Se hai un'oggetto grande devi fare webbing: strutture interne di rinforzo https://store.piffa.net/3dprint/box_with_web.3mf (PrusaSlicer). Tip: se vuoi del peso / struttura / watertight extra versaci dentro del gesso.
-
Logo da png a stl
eaman ha risposto a FoNzY nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Minchia adesso me lo dici! lol 😄 -
Logo da png a stl
eaman ha risposto a FoNzY nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Se volete io l'ho ricalcato in Fusion / Inkscape, se @FoNzY e' d'accordo posso condividerlo. Adesso sarebbe da estrudere e stondare a piacimento. -
Acquisto nuova stampante 3d - aggiornamenti
eaman ha risposto a Rosssiiii nella discussione La mia prima stampante 3D
Non c'e' problema per lo slicing, ci metterai qualche secondo in piu'... -
Scelta materiale di stampa per progetto
eaman ha risposto a Nicche05 nella discussione Stampa 3D industriale
Puoi fare dei prototipi ma con la A1 mini e' gia' tanto se stampi il PETG. Fondamentalmente la stampa 3d casalinga e' per prototipi, il prodotto finale potresti fartelo fare da un service in metallo o in qualche tipo di policarbonato magari. E' anche facile che se e' una forma semplice si possa fare al laser o con una fresa. -
Qualità stampa
eaman ha risposto a francescoevv nella discussione Problemi generici o di qualità di stampa
L'infill serve a tenere su il top layer in modo che non sflappi, devi fare piu' contorni o del webbing per aumentare la resistenza strutturale. L'infill di un solo perimetro non ha valenza strutturale. -
Logo da png a stl
eaman ha risposto a FoNzY nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Bho' vedi tu, io non sono un grafico / CAD ma almeno te lo faccio a gratis 🙂 -
Logo da png a stl
eaman ha risposto a FoNzY nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Cioe' ti basta una estrusione per dargli spessore o c'e' da fare qualche sciccheria particolare? Nel primo caso mandami un link e te lo estrudo con Fusion360 se vuoi. -
fessure tra le pareti
eaman ha risposto a marcy69 nella discussione Problemi generici o di qualità di stampa
Dho, prova a resettare Cura oppure ricarica il backup dei tuoi profili, avrai scasinato qualcosa... -
Qualità stampa
eaman ha risposto a francescoevv nella discussione Problemi generici o di qualità di stampa
Stampare roba tondeggiante in Z non e' mica una buona idea con una FDM... Io faccio anche fatica a capire come dovrebbe essere lo STL originale data la riflettanza di quel PETG. -
Problemi qualità della superficie legati al cambio di layer
eaman ha risposto a tommaso1 nella discussione Problemi generici o di qualità di stampa
Buon per te. Io quando ho dei problemi di estrusione la prima cosa che faccio e' cambiare il nozzle e asciugare / cambiare filamento, prima di cominciare una battaglia con la macchina o con lo slicer. -
He magari quando cominciava a muoversi faceva un falso contatto, hai fatto bene a portarla da uno con gli attrezzi per sminarla. Buon divertimento, quando hai bisogno chiedi pure.
-
Qualità stampa
eaman ha risposto a francescoevv nella discussione Problemi generici o di qualità di stampa
Comunque quelli di Obico sono dei disgraziati a fare le stampe in bianco, poi sembra tutta roba generata da una AI per farsi indicizzare su google. Un po' piu' significativo: https://ellis3dp.com/Print-Tuning-Guide/articles/troubleshooting/vfas.html -
Qualità stampa
eaman ha risposto a francescoevv nella discussione Problemi generici o di qualità di stampa
A dirla proprio tutta dovresti / potresti avere la stampante sul blocco di cemento, sotto al cemento della foam per attutire il trasferimento di vibrazioni al tavolo e ridurre il rumore. ...ma se non usi piu' di 10k di accelerazione non penso che ci sia da diventare paranoici, bastano i piedini in gomma morbida. Pero' se un giorno passi da OBI o simile: Conta poi che se usi una bedslinger come queste a 20k di accel e 500mm/s di velcita' -> ogni settimana sei a tirare le viti e le cinghie!
-
Sono tirchio (e probabilmente scemo)
eaman ha risposto a scuotter nella discussione Nuove idee e progetti
Dipende da come installi Linux: se usi Debian / Armbian come faccio io non cambia assolutamente nulla, se usi una di quelle schede tipo BTT Pi forse gia' le fanno con Kiauh / Klipper installato (bisogna sentire chi le ha comprate) ma francamente io eviterei, io compro SBC con Armbian e so che tra 10 anni funzioneranno ancora. Per la Ender: be' se ti prendi un printer.cfg gia' fatto se a posto. He guarda bene di non essere in stealthcop, in printer.cfg: stealthchop_threshold: 0 oppure niente. -
Qualità stampa
eaman ha risposto a francescoevv nella discussione Problemi generici o di qualità di stampa
Be' non e' sempre cosi' automatico, se stampi veloce non hai VFA per le stampe funzionali: Sopra piano sotto veloce ...pero' sono cose un po' avanzate, devi aver regolato decentemente la stampante, da me servono almeno 150mm/s per togliere i VFA. ...e puoi andare anche un po' di piu' 😉 Se riduci l'altezza layer guadagni in risoluzioni in Z e serve pure meno flow e raffreddamento, cosi' puoi andare piu' veloce. Per la scrivania: bullonala al muro, poi compra un blocco di cemento su cui mettere la stampante: https://www.obi-italia.it/pavimenti-autobloccanti/pavimento-in-cemento-sabbiato-bianco-rosso-40x40-cm/p/5071196 Ok le cose super piccoile puoi farle piano 😛 -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
eaman ha risposto a Cubo nella discussione Nuove idee e progetti
Be' 25mc non e' tantissimo al giorno d'oggi, IMHO se monti il volcano CHT, gli dai su' un 15-20c e usi un filamento un po' veloce ce la dovresti fare a estrudere un po' di piu'. Conta pero' che poi lo devi raffreddare quel materiale estruso se e' PLA, se invece vai di ABS o PETG e' meno problematico. -
Sono tirchio (e probabilmente scemo)
eaman ha risposto a scuotter nella discussione Nuove idee e progetti
Oh finalmente qualcuno che passa a Klipper in 3 ore, si fa prima che a installare VisualCode e il build enviroment per Marlin 😛 -
Qualità stampa
eaman ha risposto a francescoevv nella discussione Problemi generici o di qualità di stampa
Be' comincia con lo stampare in PLA se vuoi cose estetiche, il PETG e' piu' difficile da stampare. Poi dovresti citare le velocita' se dici che sono troppo alte. Per quanto non e' che ci sano errori strutturali in quella stampa: c'e' un po' di stringing ma con il PETG ci puo' anche stare, la finitura e' quella del PETG, se vuoi delle cose esteticamente belle compra del PLA matte. -
Problemi primo layer
eaman ha risposto a calida_82 nella discussione Problemi generici o di qualità di stampa
Peraltro se hai cambiato firmware / hotend dovresti rifare il PID del nozzle. Il PETG io lo stampo sui 244c. -
Se la vuoi vendere fai un annuncio nell'apposita sezione, a me non interessa.