eaman
-
Numero contenuti
6.065 -
Iscritto
-
Ultima visita
-
Giorni Vinti
482
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-
no
-

problema di resistenza
eaman ha risposto a LUCA69 nella discussione Problemi generici o di qualità di stampa
Be' guardaci con una lente: se e' delaminato e' una cosa netta lungo il layer, se non estrude e' uno sputacchio di grooviera. Magari fai una foto. -
Il programma probabilmente qua: https://www.creality.com/pages/download-ender-3-s1-pro
-
E la stampante quale sarebbe?
-
problema di resistenza
eaman ha risposto a LUCA69 nella discussione Problemi generici o di qualità di stampa
Ma non e' che hai layer cracking? Sei sicuro che sia una mancanza di estrusione? Piatto a 70c con ABS mi sembra un po' poco. -
Artillery sidewinder x2
eaman ha risposto a Sabrina nella discussione Problemi generici o di qualità di stampa
Posso chiedere cosa intendi per "tirafilo"? -
Opzioni economiche per alleggerire il letto delle bedslingers tipo Ender3?
eaman ha risposto a eaman nella discussione Hardware e componenti
Non sbagli, l'idea e' poi di regolarla al bisogno con le viti o delle rondelle. Comunque prima facciamola andare (e forte), poi dopo la si puo' martellare quanto necessario 😛 -
Problema stampa a aspirale, spada Nazgul
eaman ha risposto a Ghost-P nella discussione Problemi generici o di qualità di stampa
215c e' troppo, 204c sarebbe normale ma se hai problemi con quel punto scendi ancora. Un'altra opzione e' stamparne 2 o 3 alla volta, cosi' dai tempo a quei layer di raffreddarsi. oppure piazzaci un ventilatore davanti. Ma la soluzione migliore resta quella proposta da @agi62 -
Opzioni economiche per alleggerire il letto delle bedslingers tipo Ender3?
eaman ha pubblicato una discussione in Hardware e componenti
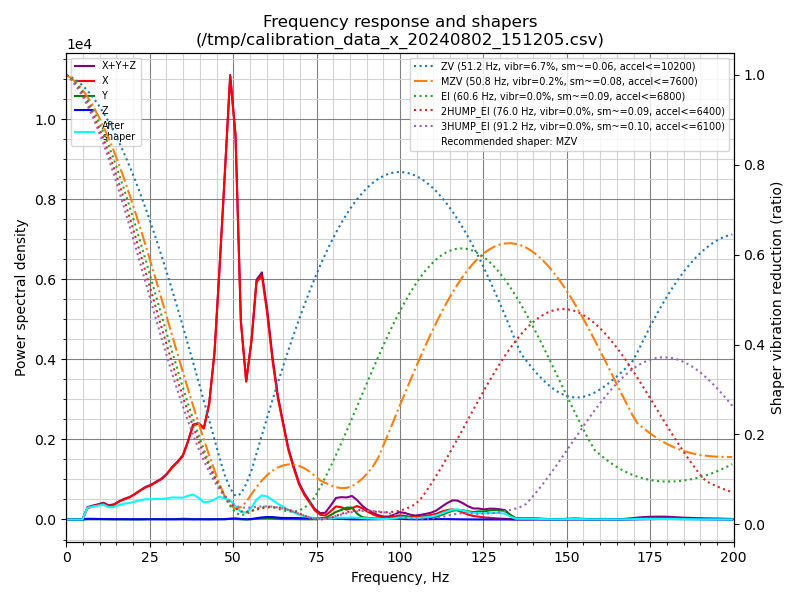
Al momento ho 2 bedslinger tipo Ender3 che sostanzialmente fanno max accel sui 12k, ma per il print speed con Input Shaping ho valori consigliati nell'ordine di 3.2K per Y e 6.5K per X, cosa problematica perche' impostare l'accelerazione per il print speed (non il travel!) per i perimetri esterni con valori cosi' diversi e' un casino. Quindi allo stato attuale non sfrutto meta' dell'accelerazione di X... ...quindi starei pensando a qualche modo *economico* / sottrattivo per ridurre la massa sul bed, tipo: - togliere il foglio magnetico e usare un foglio PEI adesivo (100-200g) - togliere quel telaietto marcato in rosso per il bed tramming e attaccare direttamente il piatto scaldato alle ruotine con dei distanziali (marcato in blu) - alla peggio fare quanto detto sopra con un heat bed da 180 oppure 150mm Come la vedete? Se attaccassi dei distanziali / bulloni direttamente al piatto con dell'epossidica per metallo potrebbe tenere? Al momento faccio una mesh dinamica a ogni stampa.
-
Problema stampa a aspirale, spada Nazgul
eaman ha risposto a Ghost-P nella discussione Problemi generici o di qualità di stampa
Che parametri stai usando al momento? -
TTS-55 Pro e LightBurn con Ubuntu 22.04
eaman ha risposto a nick091 nella discussione Incisione e taglio laser
Incollala o falla un po' piu' grande, non e' un pezzo facile per cominciare a tagliare 😉 L'ideale sarebbe aprirla in Fusion e inspessire le parti piu' sottili. -
Io oggi ho modificato le accelerazioni e sono arrivato a 16m con la benchy: https://store.piffa.net/3dprint/neptune/benchy_16m/ Se trovo un modo migliore per orientare l'infill forse arrivo a 15m, ma quello che cambierebbe realmente a questo punto sarebbe montare un secondo motore su Y e alleggerire un po' il piatto. Almeno non sono l'unico a stampare benchy 🙂
-
Problemi di finitura sugli angoli
eaman ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Ho trovato altra roba interessante, come impostare in klipper diversa accelerazione e velocita' per X e Y, per chi ha stampanti che hanno una differenza significativa di prestazioni nei due assi: * https://klipper.discourse.group/t/independant-acceleration-limits-for-x-and-y-axes/3831 * https://dangerklipper.io/Config_Reference.html#corexy-kinematics-with-limits-for-x-and-y-axes * https://dangerklipper.io/G-Codes.html#set_velocity_limit L'idea e' che Klipper poi computa una accelerazione / v elocita' ottimizzata per le diagonali. Ho ottimizzato un po' i settings e la benchy e' scesa a 16 minuti netti, mio record 🙂
-
TTS-55 Pro e LightBurn con Ubuntu 22.04
eaman ha risposto a nick091 nella discussione Incisione e taglio laser
Dovrebbe essere qua: https://store.piffa.net/laser/tea/ Se non c'e' tutto guardo sul mio server locale dove dovrei avere anche i file "di sviluppo" (magari incasinati) e te li carico, dimmi qualcosa nel caso. -
Si chiama reverse bowden, la stampante funzionerebbe anche senza. Se fosse una stampante "col bowden" col piffero che funziona senza il bowden 😉
-
La A1 non ha il bowden, e' una stampante direct drive. Unica cosa non puoi usare l'AMS con il TPU.
-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
eaman ha risposto a Cubo nella discussione Nuove idee e progetti
-
Per cominciare col taglio laser?
eaman ha risposto a nick091 nella discussione Incisione e taglio laser
wow, questa e' una posizione coraggiosa su un forum dedicato alla stampa3d! Occhio che una di questa volta ti piazzo un link a una di quelle stampanti da ~80e 😎 Non so, io non li ho quindi potrebbero essere per l'air assit? Spessori / vibration dumpers? -
Per cominciare col taglio laser?
eaman ha risposto a nick091 nella discussione Incisione e taglio laser
Se vuoi qualche ispirazione: https://www.google.com/search?q=laser+cutter+bed+clamp Ce l'hai una stampante 3d in casa? -
impostare temperatura piatto a due zone
eaman ha risposto a mattia_ nella discussione Problemi generici o di qualità di stampa
Tipo questo? https://www.printables.com/model/806885-auto-heated-bed-elegoo-neptune-4-pro-in-orcaslicer Sei con il firmware originale o con quello open? -
Problemi di finitura sugli angoli
eaman ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Oggi ho provato a ottimizzare l'accelerazione cambiando un po' la tensione di cinghie, fissando bene cavi e air ducts, smollando e tirando a vedere se cambiava qualcosa usando come riferimento questo video: Il piatto non e' cambiato gran che' ma il Gantry e' salito un po' come accelerazione consigliata per i perimetri esterni: 7.6K per print speed non e' mica poco, per i travel lavora a 13k. Ho provato un profilo di stampa "normale" con questi parametri e ho stampato un cali dragon al 200%: https://store.piffa.net/3dprint/pics/Cali-Dragon_13k.3mf Stampato in 1h 21m in PLA+, direi che la qualita' delle superfici sia buona e senza ringing. Vi spammo: se qualcuno la volesse c'e' una di queste stampanti disponibili al momento a 90e su elegoo: https://eu.elegoo.com/collections/pre-owned-3d-printers/products/pre-owned-neptune-2s, sarebbe meglio se si trovasse la N4 ma la N2S e' un clone sputato della Ender3 se avete gia' i ricambi in casa.
-
Per cominciare col taglio laser?
eaman ha risposto a nick091 nella discussione Incisione e taglio laser
Perche' vi fate pigliare per il c.... dagli influencer e dai bot sui social media. Perche' l'ultima stampante 3d che ho comprato l'ho pagata 80e e quella prima 63e? Vedi sopra e disclaimer: non sono un impedito / principiante, se sei capace / disposto a farti alcune cose spendi 1/3. -
Problema stampa a aspirale, spada Nazgul
eaman ha risposto a Ghost-P nella discussione Problemi generici o di qualità di stampa
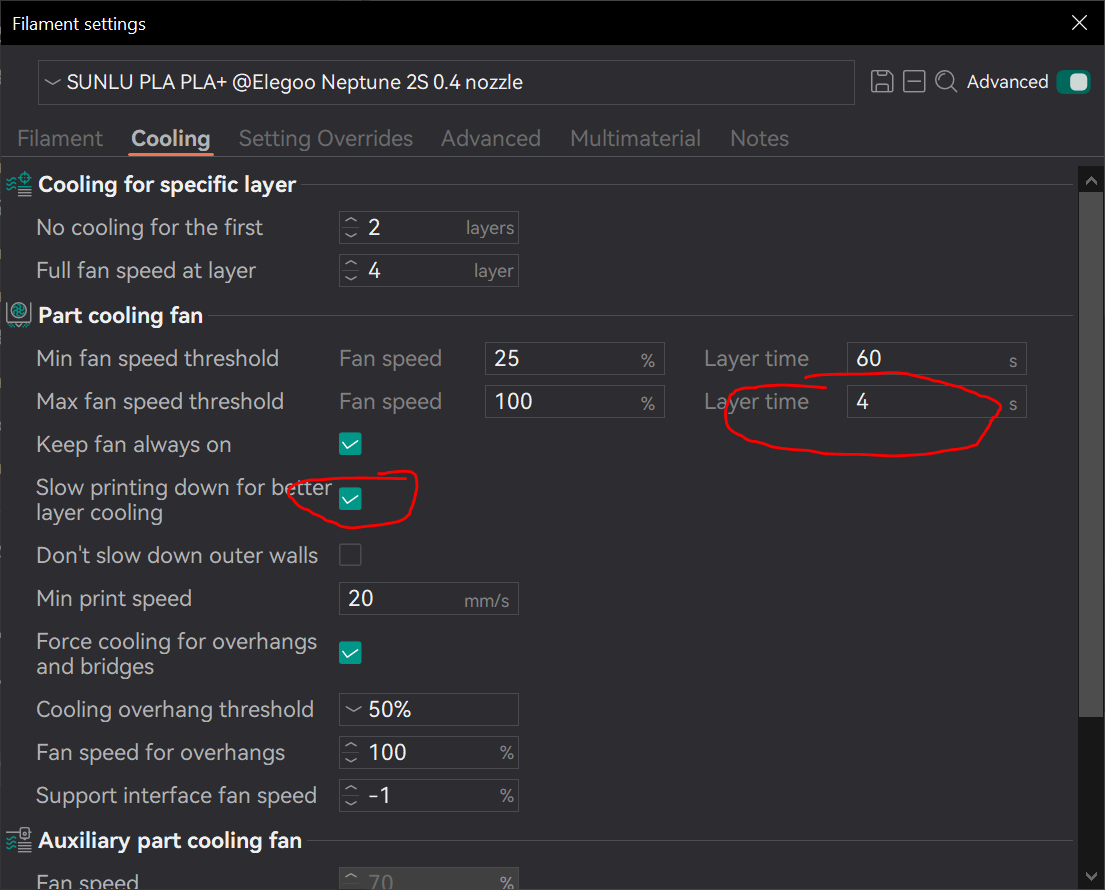
https://help.prusa3d.com/article/cooling_127569#cooling-thresholds Oppure metti un modificatore basato su altezza layer. -
Problema stampa a aspirale, spada Nazgul
eaman ha risposto a Ghost-P nella discussione Problemi generici o di qualità di stampa
Perche' cambia il layer time e si riduce sostanzialmente il raffreddamento. Quella parte va' stampata piu' piano, alza il min layer time, controlla velocita' / flusso dell'anteprima in modo che la parte alta sia stampata alla stessa velocita' della base. Se no fai come suggerito da @agi62: ristampa solo quella parte in orizzontale e incollala. -
Alfawaise U30 Aiuto per neofita!!!
eaman ha risposto a PaCCaTo nella discussione La mia prima stampante 3D
Ben fatto, bravo. Se hai una sonda questo viene fatto automaticamente su tutta la dimensione del piatto. Dato che raramente stampi cose grandi come l'intero piatto conviene usare una Adaptive Mesh che fa una mesh grande come la superficie di contatto della stampa, risparmiando tempo cosi' puoi farla per ogni stampa. A quel punto non ti frega piu' niente se anche il piatto si muove un po' a ogni stampa, e' imbarcato o ci sono dilatazioni termiche perche' si auto regola ogni stampa. Con Marlin penso si possa fare tramite OrcaSlicer, posto che tu abbia una sonda per il bed levelling. Probabilmente perche' e' imbarcato, o fai la mesh o metti degli spessori sotto la superficie del piatto. Oppure ti adatti, livelli tipo solo al centro tipo per 10x10cm cosi' da avere meno varianza e stampi in quella zona fino a quando non impari a fare la mesh.