eaman
-
Numero contenuti
6.044 -
Iscritto
-
Ultima visita
-
Giorni Vinti
478
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-
Quell'alimentatore probabilmente e' uno dei peggiori in commercio, non mi stupirebbe. Comunque per questione di cause effetto mi sembra strano che il giorno che tu cambi il piatto improvvisamente si "stanca" l'alimentatore, me se confermi che hai controllato cavi e termistore non e' inaudito che un alimentatore un po' cesso non riesca piu' a scaldare il piatto, per altro ora termicamente piu' capiente.
-
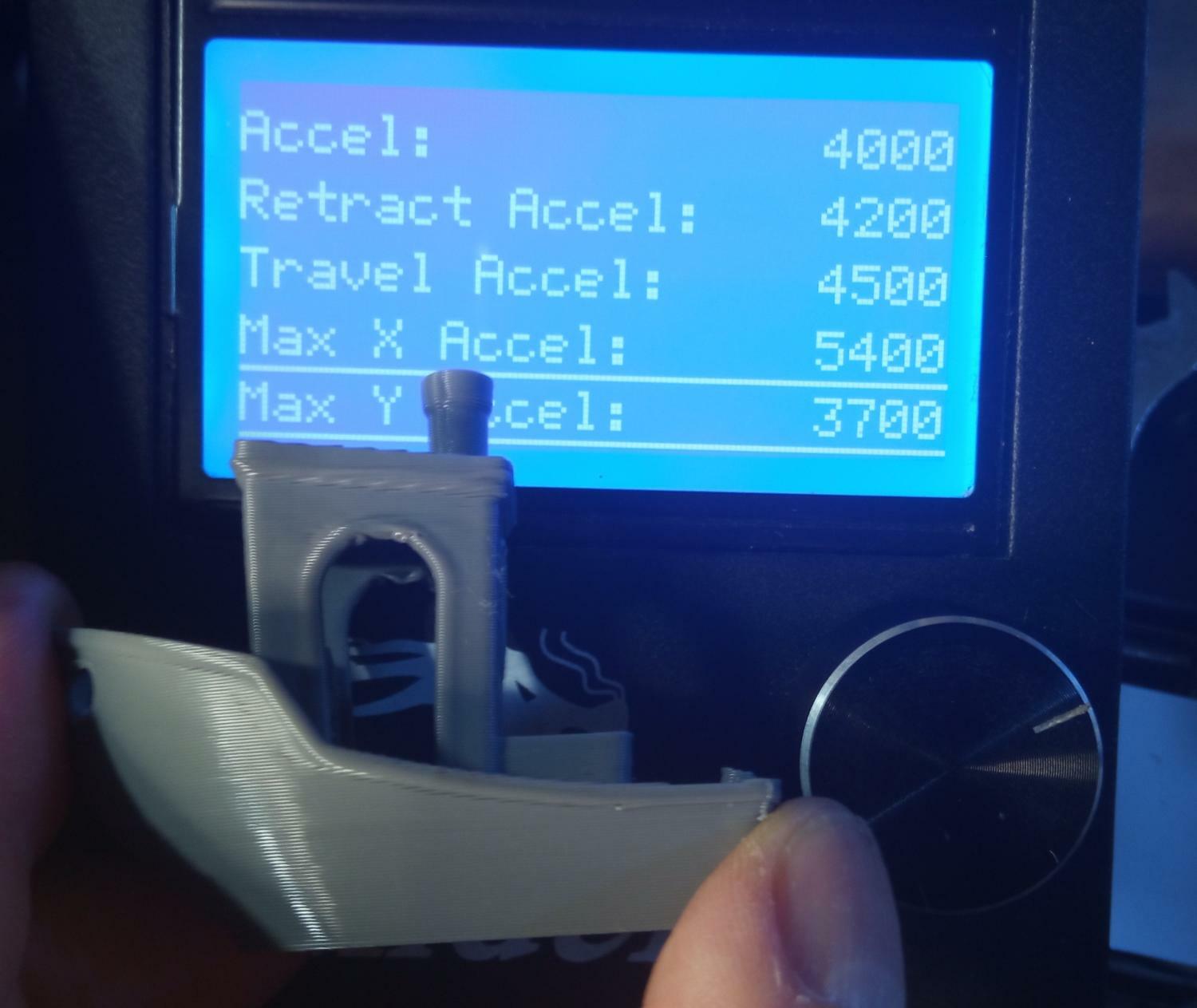
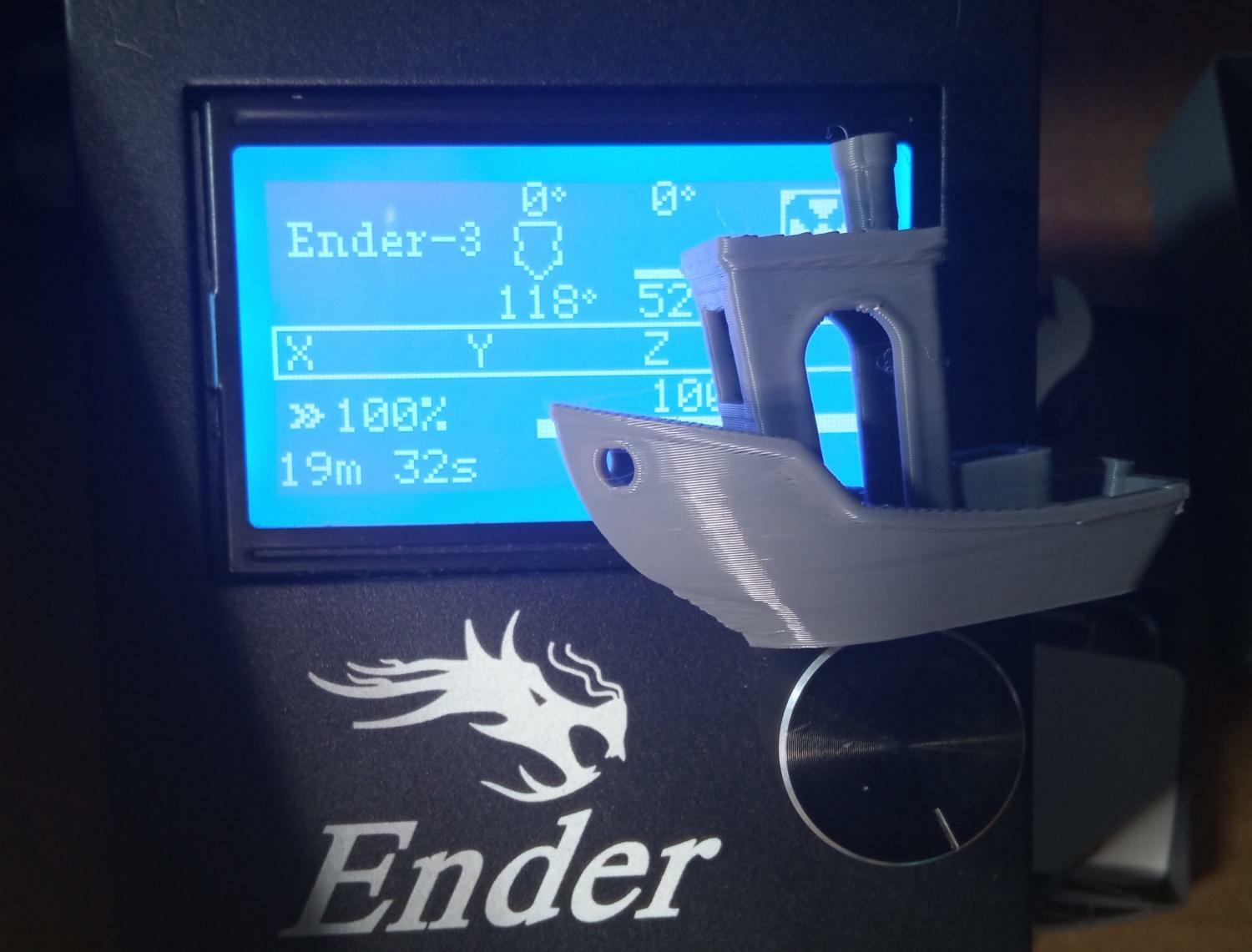
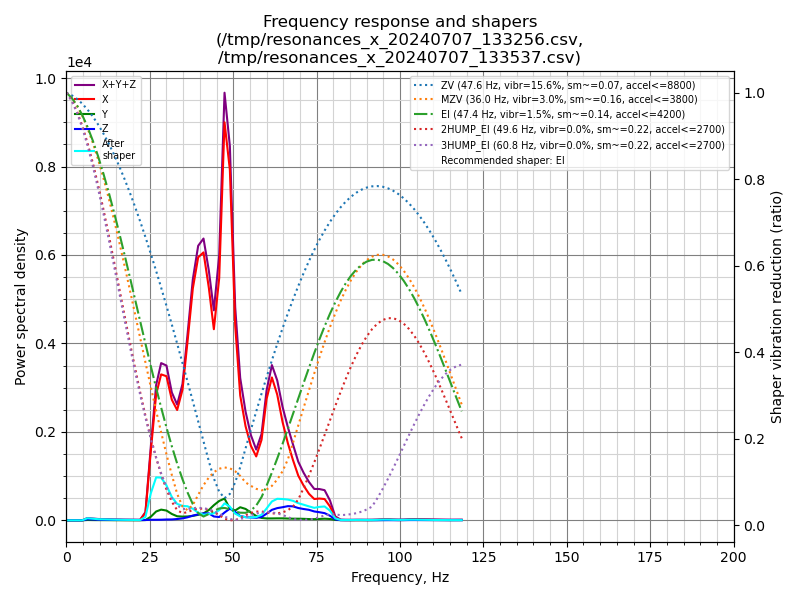
Complimenti per gli upgrades! Si pero' se stampi a quelle velocita' Lionear Advance serve fino a un certo punto... Hai fatto il VFA test di Orca? E il Max flow? Hai calibrato input shaper? Che accelerazioni tieni per perimetri esterni e max per travel? Poi le benchy in genere si usano per valutare la velocita', a quanto vai?

-

klipper ender3v2 spritekitv4.2.7
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
Fottuta schedina SD da 256GB: prima non andava oltre 4GB, poi l'ho riscritta tutta (10 ore) e verificata (altrettanto) e andava. Installato il sistema al terzo boot ha tirato le cuoia di nuovo. 🤬 Mi resta una scheda da 8GB quindi Armbian minimale, se volete vedere le note: https://print.piffa.net/zero_install.html -
problemi di aderenza con Policarbonato
eaman ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
Iol I feel ya Io quando vado a volare ho sempre con me una Bonsai, l'aereo pilota. Prima faccio un volo con quella per rendermi conto di vento - luce - spazi e per assicurarmi che i neuroni non abbiano qualche asse invertito... -
klipper ender3v2 spritekitv4.2.7
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
Giusto a proposito, ho ricevuto oggi una OrangePi zero 3 per sciappinare, costa 21e quindi e' una delle schede piu' economiche per klipper. Vi puo' interessare se pubblico le mie installation notes? Al momento sto verificando la SD che e' fake di sicuro e scrive a 1.5MB/s, vediamo se e' buona almeno per 16-32GB... -
Aiuto, sono nel guano
eaman ha risposto a Tanbruk nella discussione Software di slicing, firmware e GCode
Vabbe' almeno non ti da cattivi consigli e nel caso ti puo' scaldare il piatto. Welcome. -
...sempre un power bank e', ma di energia cinetica piuttosto che elettro - chimica. Vabbe' era per dire una cazzata 🥳
-
klipper ender3v2 spritekitv4.2.7
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
Yup evitare assolutamente di fare swap "su disco" con una scheda SD: non solo e' escurcitante lento ma ammazzate la scheda. -
Aiuto, sono nel guano
eaman ha risposto a Tanbruk nella discussione Software di slicing, firmware e GCode
Magari lo so io: o hai modificato il firmware o l'impostazione della stampante nello slicer (vale anche se hai selezionato un profilo sbagliato o se si e' aggiornato in automatico). -
problemi di aderenza con Policarbonato
eaman ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
posso intromettermi? * ma un bel DLG da 1-1.5m da usare in estate che c'e' tanto lift al pomeriggio? * un acro da 80-120 in EPP? -
klipper ender3v2 spritekitv4.2.7
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
Ma stai con la tastiera fisicamente connessa alla scheda? loadkeys it prima di tutto assicuratevi di usare ZRAM: https://fosspost.org/enable-zram-on-linux-better-system-performance Poi su una zero o simile non penso che un principiante dovrebbe usare: - webcam - X server in locale per Klipperscreen Per la roba pesante bisogna saperlo fare, altrimenti comprate una scheda "normale", un po' piu' prestante. Dio bono pero' Apprendista potresti leggere la documentazione PRIMA di fare le cose. -
Con un alimentatore avrebbe funzionato, ma una batteria e' come un palloncino, conta anche la capacita' se vuoi farle fare un bel fischio piuttosto che una pernacchia. Ecoo, questo non dovrebbe succedere. O meglio, perche' la corrente non passa? Magari e' anche la ventola che non tira quella corrente? O sono i cavi troppo piccoli? La potresti fare con un elastico da precaricare, oppure dato che ora ce l'hai con un serbatoio di aria compressa! Se lo fai vengo su' da te a vederlo 😛
-
No non e' cosi', quel valore e' indicativo della capacita' ma e' ben inferiori a quello che pensi sia perche' la batteria non va' mai scaricata completamente, parte dell'energia finisce in calore per attrito e riduce ulteriormente le prestzioni, quel valore sarebbe vero forse il primo giorno di vita per la prima discarica dell'esemplare piu' fortunato, poi anche quello precipita con l'uso. E te c'hai mezzo in mezzo pure un booster. Invece la "portata", velocita' di discharge si misura con un paio di coefficienti tipo C per la portata instantanea (pochi secondi) e per quella continua. E bada bene: valgono per il voltaggio nominale, te lo hai quanto, quadruplicato? Poi passando per un booster? Utilizzando una singola batteria invece che 2 /3 ?
-
He ma se non ce la fa' vuol dire che non ce la fa, magari quel amper e' per tipo 10 secondi poi si scalda e fa piu' resistenza ed e' meno prestante: ti servono piu' batterie. no L'idea della batteria e' valida, penso che noi altri modellisti potremmo farlo con una LiPo, per altro da' peso all'oggetto. Io pero' nel mio laboratorio piu praticamente tengo una linea a 12v (un alimentatore) per alimentare tutte le lampade e cagate varie che mi sono inventato. In realta' una luce di cortesia la tiene su sempre l'alimentatore del mio mini server ma ti sconsiglio di rischiare di bruciare un pc per non tenere un alimentatore acceso.
-
klipper ender3v2 spritekitv4.2.7
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
Apprendista io non capisco cosa scrivi: cosa fa la temperatura? Il sondaggio del piatto cos'e'? La mesh o lo z-offset? -
Pericoli nella lavorazione con laser diodi su legno?
eaman ha risposto a nick091 nella discussione Incisione e taglio laser
Bho? ...per il prezzo puoi provare, alla peggio ne prendi un'altra o usi una di quelle ventole per togliere umidita' nei bagni o il fumo nelle cucine. Magari qualcun'altro che ne ha costruito una puo' intervenire, io uso il metodo finestra + ventilatore 😞 -
Pericoli nella lavorazione con laser diodi su legno?
eaman ha risposto a nick091 nella discussione Incisione e taglio laser
Dato che dovrai avere una postazione con un computer che guida la macchina, cerca di fare in modo che quando stai alla tastiera il laser non sia di fronte a te ma piuttosto dietro o almeno di lato per evitare la possibilita' di raggi riflessi. Stanzino con finestra aperta e' probabilmente la soluzione migliore, se non vuoi costruire un exhaust system chiuso per buttare fuori i fumi almeno metti un ventilatore dalla finestra che faccia girare l'aria. Non e' il fumo di legna di castagna del caminetto, sono legnacci super lavorati con colle in multistrato. Quello che faccio io e': vecchio portatile scassato che pilota laser e stampanti con sessione VNC (o su linux puoi usare X su ssh o quello che ti pare) e web cam (anche lo smartphone con ipcam va' bene) per tenere sotto controllo il laser, che puo' causare un piccolo incendio, mentre sto nell'altra stanza a disegnare / lavorare / guardare un film in silenzio, senza fumi e senza rischiare la vista.
-
klipper ender3v2 spritekitv4.2.7
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
Non ho capito. Sulle cam io non so nulla. -
Pericoli nella lavorazione con laser diodi su legno?
eaman ha risposto a nick091 nella discussione Incisione e taglio laser
Se tu sei nella stanza con il laser operativo e non hai l’l'enclosure devi avere su' gli occhiali. Non ti mettere a inventare quello che ti fa comodo, per quanto gli occhi siano i tuoi. -
Stampante 3d flying bear ghost 5 errore display
eaman ha risposto a Nicche05 nella discussione Hardware e componenti
Ma guarda che l'assistenza mica ti chiede lo scontrino, quelli sono pagati per tot ore di lavoro al giorno e rispondono a tutti. Pure io che non ho quella stampante posso mandargli una mail e chiedere info su qualche dettaglio tecnico. Sai te quanta roba ho chiesto a quelli di QIDI senza averne una... Al massimo non sarai coperto da garanzia, cioe' se vuoi un ricambio lo paghi + spedizione. -
Io ho usato il vetro e altri materiali e quando li cambi ha senso rifare il PID, per quanto il PID e' una questione di termistore non di capactia' termica del substrato. Ma non e' che se tolgo / metto il vetro istantaneamente il piatto non scalda perche' se ne accorge, non vedo come potrebbe, al massimo cambiano i tempi e l'accuratezza. Ma se te ci rimetti il vecchio funziona tutto bene?
-
Ma sara' mica che hai scassato i cavi / connettori quando hai montato il vetro? Mica per offendere...
-
Finitura bambu carbon x1
eaman ha risposto a dome84c nella discussione Problemi generici o di qualità di stampa
Tecnicamente non avresti neanche bisogno di colla, puoi scaldare e fondere insieme le parti. Ergo anche la colla termica funzia oltre al solito cyano acrilico e epossidica. Killrob si trova bene anche con le viniliche se non sbaglio. Nomi? In Italia la Loctite in Gel e' comoda, da cina: https://www.aliexpress.com/item/1005003688788122.html funzia. Il cyano va tenuto in frigo in sacchetti ermetici. -
Finitura bambu carbon x1
eaman ha risposto a dome84c nella discussione Problemi generici o di qualità di stampa
Bho se vuoi un esempio di una stampa simile usando 2 colori sullo stesso layer:
-
klipper ender3v2 spritekitv4.2.7
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
Certo, ma con l'accelerometro non c'e' nessuna stampa da fare, e' tutto "a secco".