
Alep
-
Numero contenuti
3.179 -
Iscritto
-
Ultima visita
-
Giorni Vinti
225
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Alep
-
Per l'esattezza qui http://www.geeetech.com/forum/viewtopic.php?t=17046
-
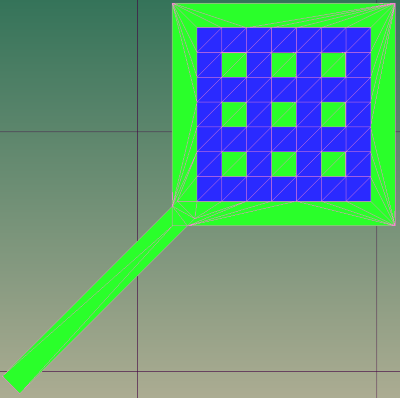
Si, io ti so spiegare come fare su Repetier, (non uso cura da solo ma solo tramite Repetier), non so perchè ma questo della stampa a più colori è un argomento di cui si parla pochissimo e pur essendo semplice da mettere in atto è tutt'altro che intuitivo. Non conoscendo le tue conoscenza su questo argomento porta pazienza ma parto da zero. Per stampare a più colori occorre creare tanto oggetti quanti sono i colori che devi stampare costruiti in modo tale che non ci siano sovrapposizione di materiale ma che i diversi oggetti (nel tuo caso due) messi assieme formino un umico oggetto Metto qui per chiarire meglio le idee i due piccoli oggetti che io uso per tarare i due estrusori tra di loro AllnementoColore1.stl AllnementoColore2.stl dopo di che li carichi entrambi in Repetier e Repetier li caricherà come due oggetti separati, a questo punto prendi il secondo oggetto dalla lista che ti propone repetier sulla destra e lo trascini sulla riga del primo oggetto e lo rilasci e repetier magicamente li disporrà come un unico oggetto. Se su repetier scegli due colori diversi per i due estrusori l'effetto visibile sarà ancora più evidente, A questo punto lanci lo slicer e stampi. Ti metto qui l'immagine di repetier con un altra stampa mia a due colori nota come l'oggetto blu ha lo scavo in corrispondenza di dove dovrà andare la scritta.celeste Quindi i due estrusori non possono essere usati per stampare contemporaneamente i due estrusori e velocizzare la stampa come vorresti tu ma solo per stampare oggetti a più colori/materiali in quanto in ogni caso stampano solo con un estrusore alla volta. Per ogni layer stampa prima il primo estrusore, poi il secondo e poi cambia layer e cosi via.

-
Confermo solo asa :🎅
-
Per la lubrificazione possibilmente utilizza vasellina tecnica.
-
La lentezza direi che la si vede solo in fase di spostamento non in stampa perchè l'elevazione durante la stampa è cosi minimale che dubito che ti accorga del tempo che ci mette. Come dice la parola stessa il DEFAULT_MAX_FEEDRATE non indica la velocità di spostamento ma la massima velocità di spostamento, diciamo che è un parametro di sicurezza, e per l'asse z questa viene limitata a livello di programma di stampa (ossia dipende dai gcode che il programma invia alla stampante), questo perchè il progettista del software cerca una via di mezzo tra la massima velocità di elevazione che si può raggiungere e la necessità che durante l'home il movimento sia lento per amplificare la risposta del sensore (sia che sia uno switch, un sensore di prossimità od un sistema touch), perchè più è lento il movimento è più precisa sarà la taratura di home Z. E ben sappiamo quanto è delicata e fondamentale la fase di home Z. D'altronde gli spostamenti in Z sono cosi rari e minimali se paragonati alla durata di una stampa da non costituire un problema. In pratica molto probabilmente con la regolazione #define DEFAULT_MAX_FEEDRATE {400, 400, 400, 45} non hai effettuato nessuna modifica visibile, oltre che non hai riportato la velocità massima dell'asse z a quella degli altri assi ma la hai aumentato (ad occhio) di oltre 3 volte perchè la rotazione completa di un asse x o y implica un avanzamento di circa 3 cm, quella di Z circa 1 cm .
-
Ben arrivato, realizzare i propri disegni è certamente il modo migliore di verificarli.
-
Benarrivato, se hai già esperienza con la cnc non ti sarà difficile entrare nel mondo delle stampanti 3d.
-
Ben arrivato. Se ci descrivi i problemi proviamo a vedere se ti possiamo aiutare a risolverli
-
Sta salendo e scendendo alla sua velocità corretta, prima era molto più veloce perchè i passi erano impostati male, (la stampante faceva girare il motore come se avesse barre normali e non trapezie col risultato che saliva 4 volte più veloce). quindi più veloce ma in condizioni di non stampare. Se per assurdo la regolassi per andare più veloce perderebbe troppo in precisione sull'home z e non riusciresti a stampare decentemente il primo layer col risultato di non riuscire a stampare.
-

Anet A8 - non parte la stampa
Alep ha risposto a peps nella discussione Problemi generici o di qualità di stampa
Lo skirt sono due o tre giri che si fanno fare all' ugello solo nel primo layer intorno all' oggetto ed hanno il compito di fare arrivare l'ugello a regime prima di stampare l' oggetto e permette anche di verificare il corretto allineamento dell' piatto. -
Anet A8 - non parte la stampa
Alep ha risposto a peps nella discussione Problemi generici o di qualità di stampa
Stai stampando da sd, non è infrequente che da sd ci siano problemi (non tutte le sd vengono viste bene dalla stampante), hai provato a stampare controllando la stampante da pc? Con quel gcode la griglia di cubi è al massimo una griglia di cinque cubi per cinque cubi (meglio 4x4) dato che lo skirt è di soli 6 cm -
Geeetech Prusa I3... qualcuno ce l'ha?
Alep ha risposto a Reacher nella discussione Problemi generici o di qualità di stampa
La stampante viene consegnata senza alcun tipo di lubrificazione nelle barre, la prima cosa da fare è lubrificare tutte le parti in movimento con della vasellina tecnica. Fatto questo se il problema persiste tieni presente che alcune volte i fori superiori dove entrano le barre filettate a volte sono troppo giusti e vanno allargati leggermente con un pò di carta abrasiva (verifica se questo è il tuo problema , non è detto) Se cosi non risolvi ti indichiamo le altre soluzioni. Prima di fare una stampa devi verificare magari utilizzando un programma di stampa tipo repetier host il corretto funzionamento di tutti i finecorsa e la corretta direzione di movimento degli assi. Queste stampanti economiche vengono spesso consegnate con l'elettronica non configurata per lo specifico modello che utilizzi e richiedono alcune configurazioni o modifiche, è una cosa 'normale' anche se può sembrare strano a chi si approccia a questo mondo. Una volta che identifichi il problema (se è un finecorsa che non funziona o se il motore gira al contrario di come dovrebbe) possiamo indirizzarti per risolvere il problema. -
assi x e y e manopola menù Geeetech prusa i3 pro b
Alep ha risposto a Tomfan nella discussione Problemi generici o di qualità di stampa
Il Marlin è un programma in un linguaggio compatibile con l'ambiente Arduino che è di fatto derivato dal c/c++, quindi per capirlo devi conoscere un bel pò di programmazione e per altro è un programma molto sofisticato scritto molto bene e questo anche se può sembrare strano lo rende abbastanza difficile da capire anche per un esperto. Tolto questo quello che a te interessa non è il Marlin ma il suo file di configurazione, il configuration.h che è il file nel quale si possono fare tutte le regolazioni. Contrariamente al resto del software il configurazion.h è alla portata di tutti (sopratutto se hai almeno un inglese scolastico) quasi senza necessita di spiegazioni perchè ogni opzione è ben commentata. Ti riporto qui per esempio la sezione che decide i passi (quelli di cui parlavamo prima) // default settings #define DEFAULT_AXIS_STEPS_PER_UNIT {78.74,78.74,2560,95} // MXL, Z M8=1.25, MK8 dove 78.74,78.74,2560,95 sono rispettivamente asse x,y,z ed il 95 si riferisce all'estrusore, nel tuo caso al posto di 2560 devi mettere 400 per l'asse z o la parte dove si decide la direzione dei motori #define INVERT_X_DIR false // for Mendel set to false, for Orca set to true #define INVERT_Y_DIR true // for Mendel set to true, for Orca set to false #define INVERT_Z_DIR false // for Mendel set to false, for Orca set to true #define INVERT_E0_DIR true // for direct drive extruder v9 set to true, for geared extruder set to false dove è facile capire che con true e false decidi se il motore ruota in un senso o nel senso opposto le // indicano le parti di riga di comando che non vengono interpretate, ossia i commenti. Fine minicorso Marlin 🎅 E' sicuramente più utile conoscere il gcode. 😉 -
Se fai una ricerchina veloce veloce con google su loro numero di telefono che è 852-66282369 trovi molti siti che fanno riferimento al quel numero di telefono, con nomi aziendali sempre diversi e questo è come lo valutano gli altri siti https://www.signal-arnaques.com/it/scam/view/139845 Tempo impiegato meno di 3 minuti 😁 usatelo internet nel modo giusto 🎅 Ps la stampante esiste davvero, è un progetto kickstarter ed il suo prezzo è di circa 700$ all'interno della campagna kickstarter e su amazon la trovi qui https://www.amazon.it/snapmaker-3D-stampante-incl-Software/dp/B07BTW9H64/ref=sr_1_2?ie=UTF8&qid=1545812739&sr=8-2&keywords=snapmaker ad appena 1605,84 euro per un volume di stampa di 12,5 x 12,5 x 12,5
-
Decimali necessari per repetier host
Alep ha risposto a Carlo50 nella discussione Software di slicing, firmware e GCode
Uno piccolo chiarimento Repetier Host non usa lo slic3r, Repetier Host una volta fatto lo slicer semplicemente non fa altro che prendere le righe di gcode predisposte dallo slicer stesso e le manda una per una, senza interferire, alla stampante. Le interpreta solo per riprodurre il disegno della costruzione dell'oggetto nello schermo ma non ha alcun potere, effetto o interferenza sulla stampa. E' la stampante che capisce il gcode (il prodotto dello slicer) e produce la stampa autonomamente rimandando indietro alcune info a Repetier che le riporta per nostra conoscenza quali la temperatura. -
assi x e y e manopola menù Geeetech prusa i3 pro b
Alep ha risposto a Tomfan nella discussione Problemi generici o di qualità di stampa
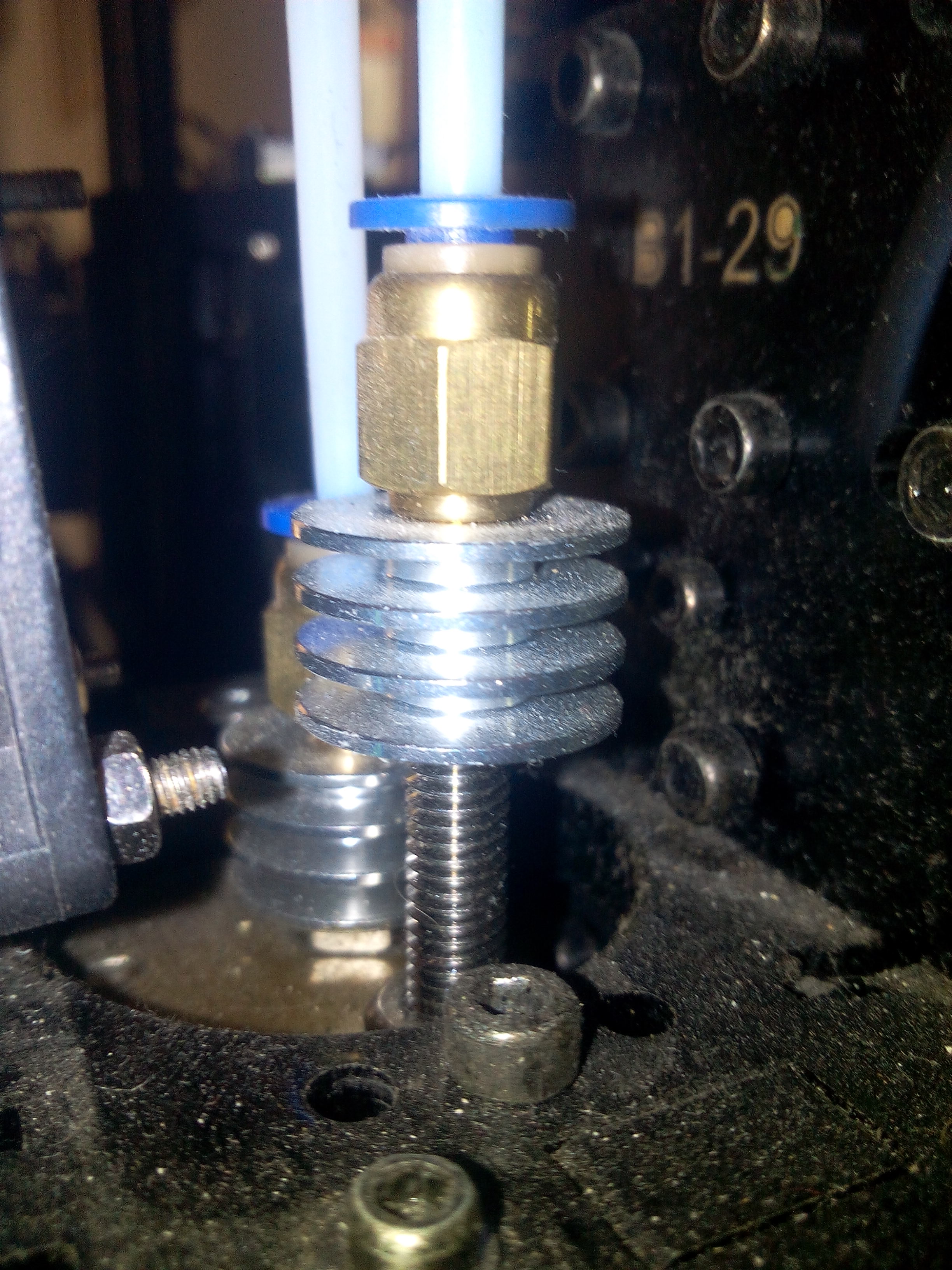
Le domande sono parecchie comunque rispondiamo alle prime Per l'asse z geeetech sta fornendo le barre trapezie al posto delle barre normali che è un piccolo regalo, ma l'elettronica non è regolata per questa modifica e di conseguenza hai i 3 mm invece del mm. Leggi questo post dove parliamo appunto di questo problema e le istruzioni per l'asse x . Teni presente che la soluzione è lo stessa anche per gli altri assi, dai un occhiata a questo video che spiega in dettaglio come regolare i passi degli assi e indica anche i diversi modi per salvare queste info . -
Non ti preoccupare, inizio da avere il sospetto che ci piaccia essere stressati Ben arrivato e Buon Natale 🎅
-
Auguri @Marcottt auguro a te ed a tutti un felice natale.stl🎅
-
compatibilità mac osx e prima stampante
Alep ha risposto a Cralbe nella discussione La mia prima stampante 3D
Premesso che io non uso Mac dal 1985, dopo la delusione datami da Autodesk con 123Design che da un giorno all'altro ai primo del 2017 è stato tolto dalla possibilità di utilizzo rendendo inutili tutti i progetti che avevo già sviluppato in 123d, ho preferito abbandonare Autodesk, adesso utilizzo Freecad (come il nome fa intuire) che è gratuito è ha una versione sia per Mac che per Linux, è parametrico, in continuo sviluppo ed ha prestazioni onorevoli (ps non ho provvigioni da freecad 😁). -
Questo è sicuramente un forum dove lo scambio di idee è ai massimi livelli come pure la disponibilità a condividere soluzioni ed esperienze. sei nel posto giusto con le persone giuste (escluso me naturalmente). Benarrivato e saluti a te 🙂
-
Ancora addormentato dopo la notte di Natale ho il piacere di darti il benvenuto in questo vivace forum. Hai scelto un ottimo regalo, complimenti.
-
Al massimo ti dura poco, non credo che negli scanner usino vetro molto spesso, per limitare i problemi di rifrazione.
-
Problema fine corsa assi Anet A8
Alep ha risposto a Stefano75 nella discussione Problemi generici o di qualità di stampa
Puoi verificarne il corretto funzionamento utilizzando un qualsiasi programma di stampa (tipo repetier host) che ti permette di inviare da riga di comando il comando M119 e cosi vedi lo stato degli end stop Una volta che dai invio nella finestra dei log in basso leggi la risposta che sarà di questo tipo X_min: TRIGGERED X_MAX: TRIGGERED Y_min: TRIGGERED Y_MAX: TRIGGERED Z_min: TRIGGERED Z_MAX TRIGGERED e variando lo stato degli switch (ossia tenendoli premuti) e ridando il comando M119 dovrebbero passare da triggered ad open I Max non vengono di solito usati , il Marlin li prevede ma credo che nessuna stampate li utilizzi. L'errore più frequente è quello di collegare male i cavi negli switch , in genere va lasciato libero il connettore centrale. -
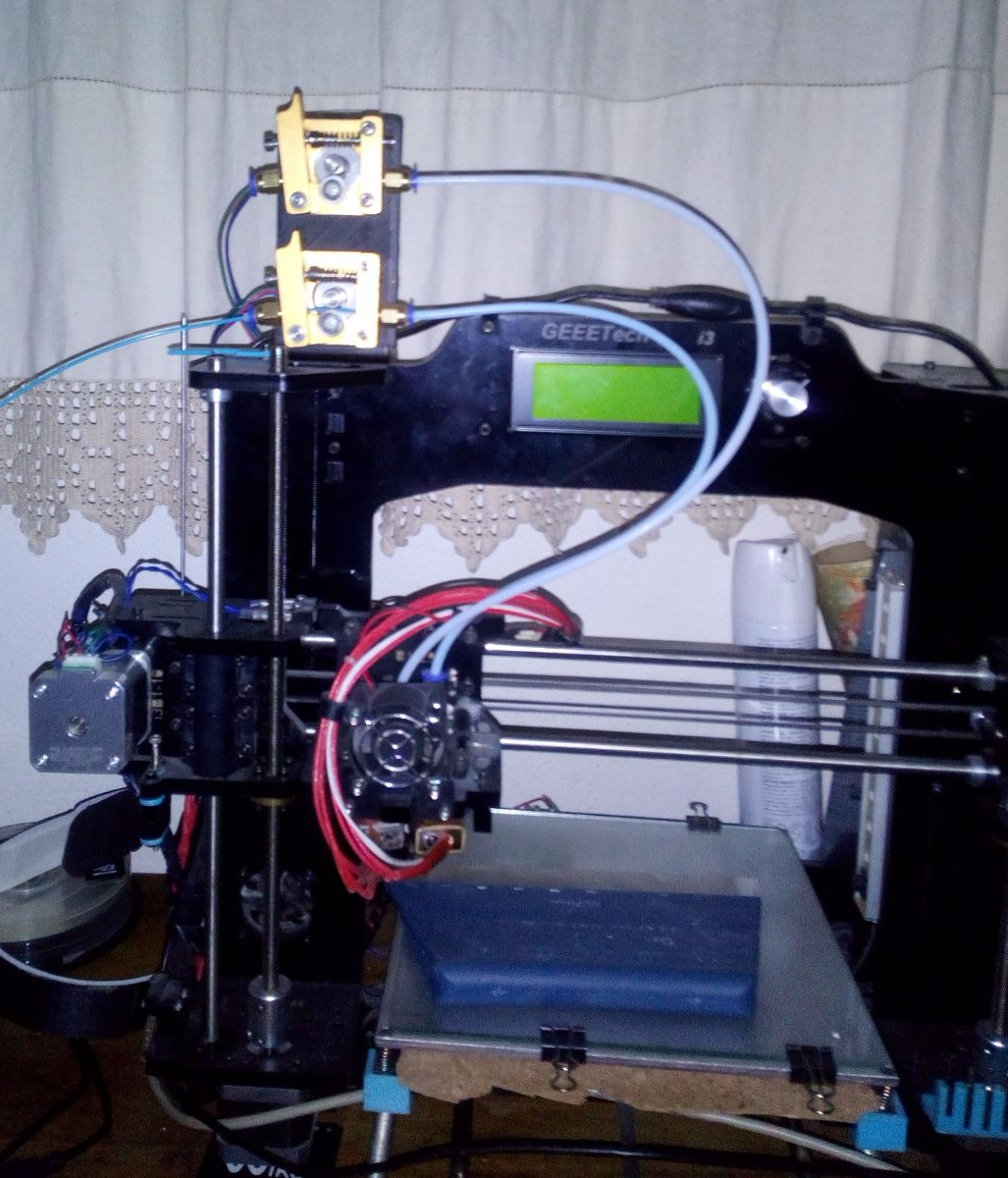
Io sono passato dal direct al bowden per passare da uno a due estruspoori modificando l'estrusore originale senza problemi, non stampo logicamente con filamento flessibili e col bowden mi sono trovato molto meglio per diversi motivi, Il primo è il minor ingombro del bowden nel carrello che mi consente di aver meno ingombro pur essendo passato da un estrusore a due estrusori quindi senza perder area di stampa anzi guadagnando qualche cm, poi c'è la facilità di intervento in quanto il gruppo trascinamento adesso è in piena vista quindi facile da ispezionare, pulire, guidare il filamento durante l'inserzione ed infine la più importante è che la presenza del lungo tubetto in ptfe introduce un minimo di elasticità al sistema di trascinamento del filamento e ammortizza l'avanzamento passo passo del motore di trascinamento del filamento facendo funzionare meglio il tutto. Ci saranno sicuramente anche vantaggi per il minor peso sul carrello ma quelli almeno per me non sono rilevabili. La ventola che vedi in basso (si vede la griglia argentata di protezione) è per il raffreddamento delle gole, io non stampo pla e quindi non utilizzo ventola per il raffreddamento del pezzo. La staffa che regge i motori è stata stampata da me. A titolo di info le stampe più spinte con questo tipo si stampanti arrivano con parecchie difficoltà ad utilizzare ugelli da 2.5 mm
-
problema motore estrusore
Alep ha risposto a jprr nella discussione Problemi generici o di qualità di stampa
Per verificare se la temperatura è corretta e non troppo calda il filamento deve uscire senza arricciarsi, se estruso a vuoto si arriccia l'estrusore è troppo caldo. In genere va regolato intorno ai 10/15 gradi in meno rispetto alla temperatura in cui inizia ad arricciarsi.