
Alep
-
Numero contenuti
3.179 -
Iscritto
-
Ultima visita
-
Giorni Vinti
225
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Alep
-

Test stampa e scoraggiamenti
Alep ha risposto a R. Daniel nella discussione Problemi generici o di qualità di stampa
riordiniamo un attimo le idee. un pò di post fa avevi scritto che come estrusore nello slicer avevi impostato 0.2 e se non sbaglio è da qual momento in poi che hai problemi di stop ed go, sei sicuro di aver reimpostato giusto il diametro dell'ugello? Cerca di tornare indietro con la memoria magari aiutandoti col forum per capire che operazione può aver innescato la situazione attuale. La stampante si sta comportando come se avesse nelle impostazioni qualche valore assurdo che gli fa fare di conseguenza operazioni inattese. Assicurati anche che il diametro sia scritto col punto decimale (ossia 0.4) e non con la virgola (0,4) e tutti i valori vanno sempre scritti col punto decimale. -
delta ezt 3d l'estrusore gira solo in retrazione
Alep ha risposto a ale90 nella discussione Problemi generici o di qualità di stampa
Ti avviso che se non hai esperienza nel cambio degli integrati smd non è una passeggiata e non si usano le normali tecniche di saldatore a stagno in genere, certo non hai molte alternative e quindi vale la pena di provare. Puoi utilizzare la schedina con il 4988 per fare un pò di esperienza di saldatura prima di cimentarti sulla tua scheda. Per il reperimento probabilmente il A4988 smontato ti costa molto di più dell'assemblato , comperato sfuso su digikey costa poco meno di 3 euro (più spese di spedizione) e dando un occhiata veloce ai principali negozi online di materiale elettronico non ho trovato altri che lo offrono -
Problema estrusione Anet A6
Alep ha risposto a tommasone nella discussione La mia prima stampante 3D
Infatti gli ugelli di solito sono di ottone, sono soggetti ad usura solo se li pulisci ( si usano delle apposite puntine di trapano a mano tipo scovolini) o nel caso si utilizzino filamenti caricati con materiali particolarmente abrasivi. L'intasamento dell'ugello, che non è un fenomeno frequente e può avvenire per diversi motivi, a causa di impurità presenti nel filamento, scorie che entrano nel condotto del filamento o cambi di filamento tra materiali con caratteristiche incompatibili. Per esempio a me succede che quando cambio da ASA a ABS ho un intasamento assicurato a prescindere della marca di ASA, Cosa che non succede quando passo da ABS a ASA.Al punto che alla fine (prima di montare il secondo estrusore) utilizzavo due ugelli diversi per i due materiali. A volte, essendo l'ottone un materiale abbastanza morbido, si verifica che l'ugello si possa rovinare anche per urti relativamente forti sul piano di stampa. La pulizia dell'ugello va fatta a caldo ossia possibilmente alla temperatura di fusione del materiale, e capirai che maneggiare un oggetto cosi piccolo e cosi caldo non è certo impossibile ma non agevole, ed è questo il motivo per cui, dato il basso costo se comperati con calma, preferisco buttarli che stare a pulirli e cosi consiglio, comunque un sacco di gente li pulisce con ottimo successo. Un discorso diverso invece fa fatto per l'intasamento della gola che spesso con un pò di fortuna e di tecnica si risolve senza smontare niente -
Problema estrusione Anet A6
Alep ha risposto a tommasone nella discussione La mia prima stampante 3D
Sinceramente non ho mai sentito parlare di marca per gli ugelli, senza andare sugli ugelli in materiali particolare la cosa importante è che abbia una forma simile all'originale. Naturalmente dato il basso costo ti consiglio di comperarne più di uno perchè il lavoro che richiede un ugello per essere disintasato non ne vale il suo prezzo. Io quando vedo la mia scorta assottigliarsi ne ordino per tempo una manciata su aliepxress.(60 gg circa per la consegna) -
Test stampa e scoraggiamenti
Alep ha risposto a R. Daniel nella discussione Problemi generici o di qualità di stampa
Per la stampa sincopata verifica la qualità della connessione usb, sopratutto che la velocità di connessione sia tra 128000 e 250000. Come pure verifica se con lo stesso gcode da sd stampa senza blocchi. Se il problema fosse nella stampante (resistenze, cavi, sensori) il Marlin farebbe un grande beep e fermerebbe la stampa per sempre. -
Ventola radiale Prusa Research...
Alep ha risposto a andyrok nella discussione Hardware e componenti
Se vuoi un buon funzionamento della ventola e che sia regolabile in modo decente credo ti convenga rimandare quella indietro e comperarne una giusta, I sistemi di regolazione tramite resistenza si basano sul fatto che l'assorbimento in amper sia costante ma questo non è vero in quanto l'assorbimento che ti indicano è quello al massimo regime di rotazione e per esempio ai bassi regimi di rotazione l'assorbimento è notevolmente più basso. Come pure sistemi a stabilizzatore non produrrebbero una variazione di tensione (per diminuire la velocità) in quanto stabilizzerebbero sui 5 volt sino ad entrare in protezione una volta che la tensione scendesse troppo. Infine i sistemi a zener non garantirebbero una risposta in tutto l'arco della variazione di velocità ma solo nel primo 30%. Se invece ti basta che la ventola giri la resistenza va benissimo e probabilmente anche coi calcoli Fonzy anche se non è detto in quanto la ventola non è un carico resistivo ma induttivo. -
Problema estrusione Anet A6
Alep ha risposto a tommasone nella discussione La mia prima stampante 3D
Se hai bisogno di precisione semplicemente passa ad un ugello da 0.30 invece che da 0.40. 0.40 è una misura molto usata perchè da un buon compromesso tra velocità di stampa e qualità (mediocre) e estrudendo molto più materiale dello 0.30 è anche necessaria una minor precisione nel regolare l'home del'asse z. Però ripeto se hai bisogno di precisione una volta che hai fatto pratica con lo 0.40 (che è più semplice e questo è un mondo in cui iniziare è davvero difficile) valuta di passare alla 0.30. La spesa è ridicola. Ti sconsiglierei invece (per essendo possibile) di scendere sotto lo 0.30, al massimo lo 0.25 perchè le complicazioni ed i tempi di stampa crescono esponenzialmente. -
geeetech i3 pro w settaggi
Alep ha risposto a mitch76 nella discussione Problemi generici o di qualità di stampa
I motivi per cui possono succedere questi incidenti sono diversi: Allora per prima cosa come è naturale se non si supera la temperatura di 170 gradi l'estrusore non si muove per via di una protezione software del Marlin. Hai provato in manuale da Repetier a portare l'estrusore in temperatura ed a estrudere in aria? Il filamento non riesci a rimuoverlo perchè nella zona dell'ugello si forma un piccolo rigonfiamento del materiale che gli impedisce di uscire via quando è solido, Per farlo uscire via devi portare in temperatura l'ugello, aspettare due o tre minuti che il calore si distribuisca bene dappertutto, spingere anche a mano il filamento verso l'ugello e quando ne vedi uscire almeno uno o due cm lo tiri via verso l'alto non troppo lentamente (il termine esatto sarebbe rapidamente ma non devi fare una cosa di ultraviolenza) Altra cosa (per consigliarti) serve sapere se quando estrudi senti rumori tipo tac tac o se è tutto muto. -
geeetech i3 pro w settaggi
Alep ha risposto a mitch76 nella discussione Problemi generici o di qualità di stampa
Parti col pla che è il più semplice da stampare o in alternativa col petg e per adesso lascia perdere l'abs. Il pla per venire bene ha necessità di un convogliatore che mandi aria sul pezzo appena stampato per raffreddarlo, ma diciamo che serve per migliorare il risultato estetico, Il convogliatore te lo autostampi e se il primo viene male (perche stampato senza convogliatore) lo usi per stamparti bene il secondo ma adesso segui le indicazioni di @Gigi che per il convogliatore è presto. -
geeetech i3 pro w settaggi
Alep ha risposto a mitch76 nella discussione Problemi generici o di qualità di stampa
l M119 lo dai a stampante ferma per cui è molto difficile che risenta di connettori non ben fissati e le risposte che da comunque sono attendibili al 100% -
geeetech i3 pro w settaggi
Alep ha risposto a mitch76 nella discussione Problemi generici o di qualità di stampa
La cosa che potrebbe confonderti è che a volte nelle Geeetech i motori girano in senso contrario rispetto a quello che dovrebbero, quindi se tu gli dici di andare in home per esempio invece che andare a sinistra verso l'end stop vanno dalla parte opposta. Se hai questo problema il modo più semplice di risolverlo è prendere il cavo del motore interessato lato scheda, lo stacchi e con l'aiuto di un ago sfili i 4 contatti e li rimetti rovesciati , per capirci se li numeri 1234 li devi rimontare 4321. Per capire se girano dalla parte corretta quando dai lo specifico home dovrebbero portare l'asse relativo verso lo switch. Altra cosa, scusa se insisto ti raccomando di controllare bene che i faston, come ti ho detto prima, non ballino e ti spiego il perchè. Contrariamente a quello che sarebbe logico pensare il circuito dei finecorsa è normalmente chiuso ossia quando i motori arrivano allo switch e lo premono lo aprono, Di conseguenza se i faston ballano con le vibrazioni della stampante possono fare falso contatto e quindi dare dei falsi home che non solo non fanno funzionare la stampate ma non permettono a te di capire cosa succede. -
geeetech i3 pro w settaggi
Alep ha risposto a mitch76 nella discussione Problemi generici o di qualità di stampa
Se i motori si muovono solo in un senso per prima cosa controlla il corretto funzionamento degli end stop (ossia gli switch di fine corsa) Se nella zona controllo manuale di Repetier dai il comando M119 vedi lo stato degli end stop Una volta che dai invio nella finestra dei log in basso leggi la risposta che sarà di questo tipo X_min: TRIGGERED X_MAX: TRIGGERED Y_min: TRIGGERED Y_MAX: TRIGGERED Z_min: TRIGGERED Z_MAX TRIGGERED e variando lo stato degli switch (ossia tenendoli premuti) e ridando il comando m119 dovrebbero passare da triggered ad open Se la finestra dei log è troppo stretta la puoi allargare trascinandola Il marlin prevede anche degli switch di finecorsa massimi ma non vengono usati per cui guarda solo i Min Se tieni premuto uno switch e dai il comando in contemporanea vedrai cambiare lo stato se è funzionante. Ricordati che i cavi vanno messi nello switch sui due piedini esterni lasciando libero il piedino centrale, come pure se i connettori (la switch i faston) ballano stringili leggermente con una pinza. Naturalmente con m119 verifichi anche se non hai invertito per errore i cavi di qualche switch. Altra cosa lubrifica tutti gli assi con vasellina tecnica perchè di fabbrica non sono lubrificati ed il difetto può dipendere anche da quello. -
Non li ho mai provati smontati cosi ma per la tipologia del motore penso sia normale. Gli step motor, proprio come dice il nome vanno avanti a passi e quindi l'albero motore ruota una frazione di secondo e si ferma per una frazione di secondo e ri ruota e cosi via di continuo, E' normale che si sviluppino vibrazioni conseguenti alle variazioni di momento angolare del motore che per altro ha una massa notevole rispetto al peso complessivo del motore.
-
Wanhao Duplicator 7 Plus
Alep ha risposto a cavalieresenzafilo nella discussione La mia prima stampante 3D
Non saprei cosa consigliarti, il mio primo box era in compensato e controllavo tramite webcam, mentre il mio box attuale per esigenze di spazio è una vecchia coperta arancione in paille e controllo sempre tramite webcam che potrebbe essere un idea che puoi sfruttare anche tu , il controllo tramite webcam. Tra l'altro con gli opportuni accorgimenti puoi fare con la webcam anche il controllo della stampa da remoto. -
Altra cosa lubrifica tutti gli assi con vasellina tecnica (la trovi in drogheria e nei brico) perchè di fabbrica gli assi non hanno visto lubrificante neanche in foto.
-
I fusibili contrariamente a quello che si può pensare per lo più non proteggono l'elettronica (la proteggono nei casi più estremi ma davvero più estremi dagli incendi) ma principalmente proteggono il resto del mondo, ossia, l'alimentatore, e il circuito elettrico della tua casa. Per norma si mettono circa il 50% in più del carico che devono effettivamente sopportare. Detto questo i due fusibili originali sono diversi perchè uno protegge principalmente gli estrusori (quella elettronica ne prevede due) ed i motori e l'altro il piatto che ha un assorbimento di corrente molto elevato, Detto questo di fusibili se ne sarebbe dovuto bruciare uno solo e comunque non ci sono problemi a metterli entrambi da 15 Amper in quanto non è rilevante la differenza con quello da 10 Amper. Mentre per le tue stampe è rischioso mettere fusibili più bassi (di più di 1/3, ricordi la regola del 50%) di quelli originali perchè è possibile che si interrompano durante il lavoro rovinandoti la stampa senza che ci sia alcun problema elettrico.
-
Molto infatti dipende da dove c'è stato il corto, per quello che ti ho chiesto di verificare se il processore scotta, perchè in quel caso sarebbe sicuramente da buttare tutto, ma se il processore non scotta a parer mio rischi solo di dover buttare uno degli schedini degli stepper driver (costano pochi euro), se il corto fosse fatto solo su uno di quelli, Altri componenti a rischio non penso ce ne siano. In queste schede non c'è molta elettronica, qualche mosfet che è difficile che sia ha rischio per questo tipo di problemi, il processore e gli schedini che sono il componente più delicato e per quello che nelle elettroniche più serie sono montati su schedino e non direttamente saldati nella scheda principale..
-
Contrariamente a quello che viene da pensare i controller lcd non sono tutti uguali, e quindi servirebbe sapere almeno che controller lcd hai (basta anche una foto) e magari anche della 3DContr che di base ha la predisposizione per montare un lcd con sdcard ma in genere non montano il relativo connettore. In questa link trovi in modo abbastanza leggibile e comprensibile (ingrandendo il pdf sul layout della scheda) i riferimenti che ti servono per conoscere il pin out della scheda 3dContr https://www.futurashop.it/Allegato_PDF_IT/7350-3DCONTR-DRIVER.pdf
-
Quei fusibili si possono provare solo con i tester, se no non si vede se sono ok, dovresti verificare se l'alimentatore è ok, temo che ti dovrai dotare di un tester In questo recente post nella seconda parte trovi le prime info sull'uso del tester
-
La scheda GT2560 monta due fusibili nella zona dove entra il connettore di alimentazione. Sono due fusibili piccoli montati su zoccolo affiancati. Verifica che siano sani, Come pure attento che il display si accende e funziona anche con la sola connessione usb, assicurati che l'alimentatore funzioni regolarmente anche se è molto difficile che l'alimentatore si guasti per un corto perchè sono protetti . Piuttosto non ho idea se quel tipo di fusibile sia reperibile in Italia. Prova anche a toccare con un dito il processore e verifica che non sia bollente (attento a non scottarti)
-
ACCOPPIAMENTO CINGHIA-PULEGGIA PUO' CAUSARE PERDITA PASSI??
Alep ha risposto a lorenzo_03 nella discussione Problemi generici o di qualità di stampa
DI base dovrebbero essere presenti tutti i jumper nella configurazione originale ma non si sa per quel motivo ultimamente stanno montando solo due jumper sulla z ed è un errore. -
ACCOPPIAMENTO CINGHIA-PULEGGIA PUO' CAUSARE PERDITA PASSI??
Alep ha risposto a lorenzo_03 nella discussione Problemi generici o di qualità di stampa
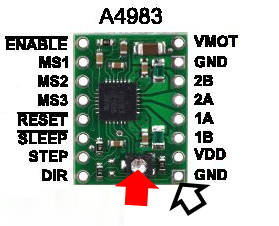
I jumper negli stepper driver di norma servono per stabilire se la scheda lavora sul passo o sulla frazione di passo. Queste le caratteristiche del A4988 Controllo della corrente di avvolgimento a 16 livelli attuali (microstepping 1/1, 1/2, 1/4, 1/8, 1/16) 2,0 Amper massima corrente di pilotaggio a 35 Volt Tensione di alimentazione da 8 Volt a 35 Volt tabella dei jumper 1 2 3 L L L Full Step H L L Mezzo Step L H L Quarto di Step H H L Ottavo di Step H H H Sedicesimo di Step e queste del DRV8825 Controllo della corrente di avvolgimento a 32 livelli attuali (microstepping 1/1, 1/2, 1/4, 1/8, 1/16, 1/32) 2,5 Amper massima corrente di pilotaggio a 24 Volt Tensione di alimentazione da 8,2 Volt a 45 Volt tabella dei jumper 1 2 3 L L L Full Step H L L Mezzo Step L H L Quarto di Step H H L Ottavo di Step L L H Sedicesimo di Step H L H Trentaduesimo di Step L H H Trentaduesimo di Step H H H Trentaduesimo di Step H ed L si riferiscono al fatto che il relativo piedino dello stepper driver sia a 0 volt (L = Low) o in tensione (h = High) che corrispondono rispettivamente L= Jumper inserito e H= Jumper rimosso. Come vedete i due driver sono molto simili e il DRV8825 è solo più potente e con più prestazioni e questo è il motivo per cui come pinout sono intercambiabili. A titolo di info vi ricordo che gli Amper massimi erogabili in realtà dipendono dalla dissipazione applicata al chip e questo è il motivo per cui gli A4988 per esempio in realtà non si utilizzano mai oltre 1 Amper se senza dissipatore e si arriva a 2 Amper se c'è dissipatore con ventilazione forzata. Nel nostro caso che è presente il dissipatore ma non ha ventilazione forzata di tende a non superare 1.5 Amper. A titolo di info sono entrambi protetti contro il surriscaldamento e in questo caso vanno in protezione, cosa da evitare perchè vorrebbe dire perdere la stampa. Effettivamente per la A4988 esistono due versioni in cui cambia il fatto che lo stampato è multistrato o meno (cambia il colore dello schedino) , Il multistrato avendo molto più rame (sopratutto nei layer esterni) facilita la dissipazione termica e quindi regge più Amper senza bisogno di dissipatore. -
ACCOPPIAMENTO CINGHIA-PULEGGIA PUO' CAUSARE PERDITA PASSI??
Alep ha risposto a lorenzo_03 nella discussione Problemi generici o di qualità di stampa
Mi sembra di ricordare il tuo post ma non mi ricordo che ti abbiamo parlato di controllare la vref dei motori che di fabbrica viene regolata davvero molto approssimativamente, ti riporto qui le info del caso Per fare questo ti occorre un tester anche da poche lire da supermercato e devi controllare la tensione presente tra i due punti dello stepper driver che ti riporto in foto (senza dissipatore). La giusta tensione per la tua stampante dovrebbe essere intorno ai 0.90 volt (diciamo da 0.85 a 0.95) La buona regola consiglia nel caso di regolazione di usare un cacciavite isolato o in alternativa di regolarlo a stampante spenta, ossia misuri, spegni, regoli, accendi e rimisuri fino a che arrivi al valore desiderato. Tanto per info facendolo a stampante accesa con un cacciavite metallico è molto facile bruciare lo schedino perchè le dimensioni sono cosi piccole che fare un piccolo movimento inadeguato è facilissimo e fare corto è un attimo. Qui ne ho letto parecchi che sono incorsi in questo incidente. la freccia rossa per essere chiari punta proprio sul trimmerino di regolazione. Per sapere quale è il giusto stepper driver (schedino) segui i cavi del motore interessato, lo stepper driver che ti interessa è quello più vicino al connettore nella scheda del cavo del motore che ti interessa. Il tester per queste necessita può essere acquistato per meno di 10 euro in qualsiasi supermercato o brico, I modelli in giro non sono tanti e comunque si assomigliano molto (magari neri invece di gialli ma il succo è lo stesso), io ti metto in foto il più diffuso e ti spiego come usarlo. In basso a sinistra dove vedi i puntali ci sono tre fori, quello alto ( che in foto non è usato) serve solo per misurare forti correnti (ampere) e nel tuo caso non ti serve. Per cui inserisci i puntali come in foto, puoi ruoti la monopola nella zona della misura che devi effettuare, nel tuo caso la zona è quella in alto a sinistra evidenziata dalla lettera V nera con sotto una linea dritta ed una linea tratteggiata (che vuol dire corrente continua) e dei valori che sono disponibili devi scegliere quello immediatamente più alto alla misura che devi fare, quindi se misuri un alimentatore a 12 volt sceglierai 20 se invece devi misurare una vref che è 0.90 sceglierai 2 volt. Al che appoggi i due puntali sui punti in cui vuoi misurare la tensione e nel display leggi il valore. Questo è quanto.
-
Ciao io sono appassionato di elettronica e informatica e qui mi trovo bene, in questo campo le tue esperienze di elettronica ed informatica è molto probabile che ti siaranno tutte molto utili. Benvenuto 😄
-
Wanhao Duplicator 7 Plus
Alep ha risposto a cavalieresenzafilo nella discussione La mia prima stampante 3D
La tua è una stampante dlp e le esigenze i problemi sono parecchio diversi rispetto ad una stampante fdm. Avendo molte meno problematiche delle stampanti fdm nel costruire gli oggetti se si vuole risparmiare sul materiale si ricorre a fare oggetti vuoti lasciando dei fori che consentano la fuoriuscita del materiale (resina) non utilizzato. La robustezza la si decide modificando lo spessore del guscio dell'oggetto. Nelle fdm usare un basso infill da due vantaggi, il risparmio del materiale e fa risparmiare tempo di stampa. Nelle dlp il tempo di stampa non dipende da quanto materiale c'è da costruire per layer ma solo dal numero dei layer e dalla loro altezza per cui anche con un infill basso avresti un tempo di stampa pressocchè identico. Molto istruttivo in questo senso questo video