
Alep
-
Numero contenuti
3.179 -
Iscritto
-
Ultima visita
-
Giorni Vinti
225
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Alep
-

Geeetech Aluminum - Asse Z non gira
Alep ha risposto a OrMe69 nella discussione Problemi generici o di qualità di stampa
in genere modificando le barre con le trapezie il movimento avviene senza problemi in quanto la coppia infatti è la stessa, quello che cambia è solo il numero dei passi che vengono eseguiti. Tieni presente a titolo di info che già in altri casi geeetech ha fornito le barre trapezie lasciando il firmware delle barre normali. Nelle Geeetech acrylic si verifica spesso che i fori superiori in cui entrano le barre trapezie siano troppo piccoli e quindi fanno fare troppa resistenza alla rotazione e vanno allargati a mano, ma la tua è alluminio e non conosco i dettagli costruttivi ma dubito che abbia un problema del genere.. Per verificare ed eventualmente modificare la vref leggi qui per verificare o correggere i passi per le trapezie leggi qui Non ne parli ma suppongo che abbia controllato le saldature di cui parlavo nel post precedente. -
GT2560 su anet A8 Firmware Marlin - HELP!
Alep ha risposto a Kevin Mitnick nella discussione Software di slicing, firmware e GCode
per la direzione #define INVERT_X_DIR false // for Mendel set to false, for Orca set to true #define INVERT_Y_DIR true // for Mendel set to true, for Orca set to false #define INVERT_Z_DIR false // for Mendel set to false, for Orca set to true #define INVERT_E0_DIR true // for direct drive extruder v9 set to true, for geared extruder set to false #define INVERT_E1_DIR false // for direct drive extruder v9 set to true, for geared extruder set to false #define INVERT_E2_DIR false // for direct drive extruder v9 set to true, for geared extruder set to false -
GT2560 su anet A8 Firmware Marlin - HELP!
Alep ha risposto a Kevin Mitnick nella discussione Software di slicing, firmware e GCode
Il consiglio che ti posso date io a naso è , se utilizzi la gt2560 probabilmente devi faticare molto meno se ci metti direttamente il marlin della geeetech In questo modo al massimo ti resta da invertire la direzione di qualche motore e regolare i passi che sono lavori davvero di ordinaria amministrazione I firmware geeetech li trovi qui http://www.geeetech.com/forum/viewtopic.php?t=17046 -
Lo schema di montaggio che riporta il sito dove hai comperato il mosfet è completo e molto chiaro. Rispetto alla situazione originale devi staccare i cavi del bed dalla scheda e collegarli al mosfet nella porta hot bed, collegare col cavetto sottile (bianco) in dotazione il mosfet al connettore dove hai staccato i cavi del bed ed aggiungere due cavi grossi (che mi pare non siano in dotazione) che vanno dall'alimentatore al connettore dc in del mosfet ed il gioco è fatto. Naturalmente rispettando tutte le polarità eccetto i cavi che arrivano dal piatto che non hanno polarità la scheda dell'immagine non è la trigorilla ma il principio è lo stesso.
-
GT2560 su anet A8 Firmware Marlin - HELP!
Alep ha risposto a Kevin Mitnick nella discussione Software di slicing, firmware e GCode
Il bootloader credo che proprio non c'entri nulla La gt2560 nasce per lavorare col display lcd1604 e non credo che supporti la 12864, ma per prima cosa ti consiglierei di collegarla ad un pc tramite la usb con un programma tipo repetier host cosi puoi direttamente leggere gli eventuali messaggi di errore che ti restituisce la scheda. Anche Arduino tramite il monitor seriale ti riporta i messaggi della scheda -
Problema estrusione Geeetech I3 pro B
Alep ha risposto a egy1982 nella discussione Problemi generici o di qualità di stampa
A volte questo problema dipende da un non corretto montaggio della gola, che deve arrivare quasi a battuta sull'ugello, riducendo al massimo la dimensione di una eventuale camera d'aria tra gola ed ugello dove eventuale materiale fuso depositato fa da freno all'avanzamento del materiale nuovo, Meno materiale in più c'è ( e quindi più è piccola la camera) e meno freno hai logicamente. Se dovessi smontare la gola controlla che la gola al suo interno abbia il tubo di teflon. -
Geeetech Aluminum - Asse Z non gira
Alep ha risposto a OrMe69 nella discussione Problemi generici o di qualità di stampa
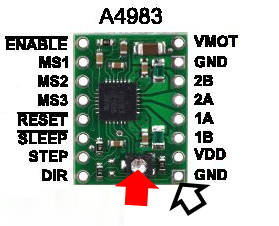
Allora se la Geeetech non ha cambiato politica in genere fornisce dei motori più che adeguati alla bisogna, non di certo sottodimensionati. Come pure l'elettronica (la GT2560) da questo punto di vista è ben progettata e costruita (Ha altri punti deboli ma su questo particolare è ok) Il punto debole per i tuo problema sono gli schedini che probabilmente hai dovuto inserire nella scheda elettronica (solo in alcuni casi li forniscono già montati), Gli schedini sono buoni come marca e come potenza ma sono da regolare, Se guardi hanno un piccolissimo trimmer che serve per regolare la (mi si perdoni l'approssimazione) potenza del motore, In genere vengono forniti già regolati ma non sempre. Quei trimmerini regolano la fantomatica vref., devi verificare se sono regolati bene. Per fare questo o ti doti di tester e segui le istruzioni che nel caso ti forniremo o più semplicemente provi a scambiare tra di loro due schedini e vedi se il difetto si sposta su altri motori, Questo ti permette di capire se il problema è quello e nel caso ti diamo istruzioni, Per sapere quali sono gli schedini interessati il connettore di ogni motore è vicino al relativo schedino. Tanto per capirci allego la foto di uno schedino senza il dissipatorino in cui è evidenziato con una freccia rossa i trimmerino Per l'asse Z tieni presente che viene usato un solo schedino che pilota entrambi i motori che sono collegati in parallelo, infatti usano due connettori vicinissimi. Naturalmente gli schedini vanno tolti ed inseriti a stampante spenta, Con la Geeetech è capitato recentemente anche in altro problema ed è che si sono verificati alcuni casi in cui le saldature dei connettori che permettono di collegare gli schedini alla scheda si dissaldino dalla scheda madre..E' una cosa che puoi facilmente verificare ad occhio smontando la scheda e controllando quelle saldature anche ad occhio nudo, nel caso basta risaldare le saldature che sono difettose. E bene controllare anche le saldature dei connettori dei cavi del motore. Queste sono le cose più probabili che ti possono essere successe, ma se non sono queste abbiamo altre ipotesi. Mi raccomando anche di lubrificare tutti gli assi con vasellina tecnica perchè di fabbrica non c'è alcuna traccia di lubrificante.
-
Anycubic i3 - "Strisciate" sulla stampa
Alep ha risposto a Winthorp nella discussione Problemi generici o di qualità di stampa
Temo che il difetto che lamenti tu non sia risolvibile durante la stampa perchè dipende dal passaggio dell'estrusore caldo che ripassando sull'oggetto rifonde gli stati già stesi anche senza rilasciare materiale come è nel tuo caso,. In genere questi difetti quando necessario si correggono in post produzione. -
Problema estrusione Geeetech I3 pro B
Alep ha risposto a egy1982 nella discussione Problemi generici o di qualità di stampa
Se guardi bene come è costruito l'estrusore originale trovi rispettivamente ventola dissipatore con le alette verso la ventola che in basso è fissato con delle viti su un parallelepipedo nel quale è avviata la gola La ventola non raffredda il motore come verrebbe da pensare ma raffredda tramite il dissipatore il parallelepipedo su cui è avvitata la gola e di conseguenza la gola stessa. Questa è la vera funzione della ventola presente nell'estrusore Montando il gruppo in allumino bisogna stare attenti a non modificare questo effetto. Qui una foto su come deve essere fatto il corretto montaggio Il controllo della temperatura lo fa già la stampante tramite il firmware (marlin) ma spesso si verifica che i cavi che portano la corrente all'estrusore si spezzino all'interno per cui la temperatura sale e scende a seconda di come sui muove l'ugello. Controllarla serve a verificare se è successo un incidente di questo tipo. -
perpendicolarità tra gli assi
Alep ha risposto a bernie nella discussione Problemi generici o di qualità di stampa
Consolati martedì preparando la borsa del computer per un viaggio anche io ho scovato uno dei fatidici cubi, stampato almeno un anno prima, nascosto in una tasca. Le mie 'creazioni' sono tutte piccole stupidaggini derivate solo da una attenta analisi dei problemi e la ricerca di una soluzione più semplice possibile.. -
Problema estrusione Geeetech I3 pro B
Alep ha risposto a egy1982 nella discussione Problemi generici o di qualità di stampa
Temperatura ? Non dici con che tipo di oggetto ti da il difetto, se ti va bene per stampe brevi (vedi cubo) e male per stampe lunghe (vedi il colosso di Rodi) potrebbe essere un problema di temperatura. Il gruppo di alluminio spesso viene montato in diverse maniere, assicurati che il raffreddamento della gola sia efficace. E prova anche ad aumentare leggermente la temperatura. In ultimo (Repetier host lo consente) controlla che la temperatura ugello sia sufficientemente costante durante la stampa. -
perpendicolarità tra gli assi
Alep ha risposto a bernie nella discussione Problemi generici o di qualità di stampa
per @Marcottt Misure2e3.stl Misure4e5Prismi.stl Misure4e5Cerchi.stl Io uso questi disegnati da me per vedere che misure applicare per i fori e ne trovi una infinità in thingiverse. Naturalmente li stampo per ogni tipo di materiale che uso Post Scriptum la misura indicata nell'oggetto è il diametro del foro in mm e decimi di mm. -
motore estrusore
Alep ha risposto a varse nella discussione Problemi generici o di qualità di stampa
La cosa più semplice è scaricare il firmware per quella stampante a due estrusori e dirgli di stampare col 2 estrusore. -
perpendicolarità tra gli assi
Alep ha risposto a bernie nella discussione Problemi generici o di qualità di stampa
Per la taratura si usa il cubo da 2 cm per risparmiare sul materiale e per dare una prima regolazione ma l'ideale sarebbe fare la regolazione sulla misura della stampante. La precisione delle misure di stampa dipende fondamentalmente da due fattori , uno è di quando si sposta effettivamente l'estrusore ossia se gli dici di spostarsi di 20 cm se si sposta di 20 cm e l'altro è dovuto allo spessore che assume il filamento quando viene stampato. Anche se l'ugello è 0.4 per fare un esempio dato che il filamento viene schiacciato sul piatto può assumere uno strato largo anche 0,6 o più. Quindi puoi avere due tipi di errore , uno quello sul percorso fatto dall'estrusore che è proporzionale alla distanza percorsa ossia se hai un errore di un mm sul cubo da 2 cm su 20 cm avrai un errore da 1 cm e l'altro che dipende dallo spessore del filamento che è un errore costante (e ricordandoti che di bordi ne hai due per cui l'errore del filamento va moltiplicato per due) Quindi non è possibile avere un oggetto perfetto di 20 cm ed uno di 2 Per risolvere questo problema gli slicer dovrebbero fare il calcolo dell'oggetto tenendo presente non solo lo spessore del filamento teorico ma anche la variazione di spessore reale che è possibile avere. Te ne accorgerai nel tempo quando vedrai che i fori degli oggetti sono sempre più piccoli di quello che desideravi, al punto che se ti servono fori precisi si finisce sempre per stamparsi una dima per i fori con le diverse misure per poter vedere sperimentalmente che misura impostare per avere il foro desiderato. -
Chiedo scusa a @Marcottt per il ritardo ma in questi giorni sono in giro per l'italia e seguo poco e vicende ordinarie, Si credo anche io che la scelta dell'allumino sia una buona scelta, quelle di acrilico in genere sono più delicate, sopratutto in caso di trasporto, e possono dare qualche problemino in più, Dalle immagini sembra progettata decentemente. Poi come si diceva prima i piccoli problemi che sono normali in queste stampanti economiche sono in genere risolvibili con una 20ina di euro ed un pò di pazienza. Tra l'altro notavo adesso che se le descrizioni sono corrette è una stampante a 24 volt che è sicuramente una buona cosa.
-
Problemi con asse delle Z
Alep ha risposto a 99UnderTaker99 nella discussione Problemi generici o di qualità di stampa
Lubrifica bene tutti gli assi con vasellina tecnica, che stampante hai? -
ANET A8 la temperatura dell'estrusore sale e scende
Alep ha risposto a monica nella discussione Problemi generici o di qualità di stampa
Si è molto probabilmente un problema o di falsi contatti lato scheda o più probabilmente di cavo interrotto all' ingresso dell' estrusore. È bene che il cavo nella zona estrusore sia fissato bene in modo che non si possa muovere rispetto all'estrusore stesso perché come muove stampando si piega e piega oggi piega domani alla lunga si può spezzare -
Risparmiare qualche minuto in avvio della stampa
Alep ha risposto a Alep nella discussione Software di slicing, firmware e GCode
Prova semplicemente ad aggiungere queste righe prima della riga inserita da te G21 ; set units to millimeters G90 ; use absolute coordinates M82 ; use absolute distances for extrusion G1 E10 F120 -
Aiuto ... il piatto non si muove.
Alep ha risposto a batterflai nella discussione La mia prima stampante 3D
Non mi scarica il file , lo puoi anche incollare come testo nel post -
Risparmiare qualche minuto in avvio della stampa
Alep ha risposto a Alep nella discussione Software di slicing, firmware e GCode
Prova a mettere qui la prima parte del gcode (almeno una 30ina di righe) di qualche oggetto qualsiasi che vediamo se c'è qualcosa di strano. -
Problema asse Y - Geeetech I3 pro B
Alep ha risposto a Daddy Lee nella discussione La mia prima stampante 3D
Devi aver letto male. Questi problemi si risolvono sempre con la regolazione via software dei passi, se avessi dei problemi in questo senso sugli assi avresti oltre che dimensioni sbagliate anche layer sfalsati. Le cinghie mollate appunto di poco possono produrre degli oggetti mi si passi il termine "frastagliati" mentre se sono mollate di molto allora possono produrre dei layer sfalsati, ma in genere collegati anche a dei cuscinetti di rinvio cinghia non proprio perfetti. A titolo di info non sono anche infrequenti casi di ingranaggi di trascinamento non stretti bene sull'albero motore ma danno sempre i difetti sopra esposti e non diverse dimensioni dell'oggetto. La tensione delle cinghie si dovrebbe fare con strumenti ma basta premere la cinghia al centro leggermente finchè fa forza e dovrebbe inflettersi tra poco meno di un cm e non più di 1,5 o 1,6. Questo parlando di piatti con corsa di 20 cm. -
Aiuto ... il piatto non si muove.
Alep ha risposto a batterflai nella discussione La mia prima stampante 3D
prova a mettere qui la parte iniziale del gcode (almeno le prime 50 righe) che vediamo se è un problema di regolazione dello slicer -
Risparmiare qualche minuto in avvio della stampa
Alep ha risposto a Alep nella discussione Software di slicing, firmware e GCode
Non riporti le righe dove imposti le temperature, come se il riscaldamento (o il preriscaldamernto) lo impostassi a mano.ed in genere la riga G1 Z15 F100 è prima del riscaldamento per cui viene da pensare che sia impostato per il riscaldamento impostato a mano fuori dal gcode e che a volte estruda ed a volte no perchè non è ancora in temperatura quando esegui l'avanzamento dei 10 cm e se la temperatura è sotto i 170 gradi l'estrusore non aziona il motore per protezione. Se hai questo tipo di problemi è meglio aumentare i giri di skirt che aggiungere una estrusione a vuoto. Per altro nello SLic3r nella sezione configurazione, print setting, skirt e brim puoi regolare la lunghezza minima dello skirt in minimum extrusion lenght -
O magari dal fatto che più è piccolo il buco più è facile che si tappi? La stampa diciamo "senza problemi" secondo quello che si dice in giro la si ha per ugelli fino al 0.25, tieni presente che la sezione di estrusione è proporzionale al quadrato del diametro quindi passare da 0,4 e da 0,3 a 0,2 vuol dire rispettivamente avere una superficie di estrusione rispettivamente del 25% per lo 0.4 e del 44% per lo 0.3. Naturalmente poi conta molto la qualità del gruppo estrusore.
-
Aiuto ... il piatto non si muove.
Alep ha risposto a batterflai nella discussione La mia prima stampante 3D
E cosa succede se dai comandi manuali da repetier? Si muove qualcosa o niente? E da repetier l'home lo esegue regolarmente? Se non si muove un asse da repetier e gli altri si controlla che sia dichiarata bene la dimensione del piatto. Se non si muove nessun asse probabilmente stai usando una velocità di collegamento che non va bene, Il genere gradisce velocità alte tipo 250000. Attiva anche la visualizzazione dei log che ti consente di capire meglio cosa succede (il terzo tasto affianco al connetti)