
Alep
-
Numero contenuti
3.179 -
Iscritto
-
Ultima visita
-
Giorni Vinti
225
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Alep
-

distanza tra ugello e sensore
Alep ha risposto a looka nella discussione Problemi generici o di qualità di stampa
Se come sensore di livello hai il sistema touch questo ha una vite interna con testa a brugola accessibile dall' alto che ti consente di fare piccole regolazioni. Il problema come è facile immaginare in questo sistema come qualsiasi altro richiede una stampante bella stabile, che non viene spostata neanche di poco ed un piatto stabile. Se non hai questi presupposti nessun sistema di autolevelling ti può aiutare. -
Difetto di progettazione 3D GRAB o...?
Alep ha risposto a kicku nella discussione La mia prima stampante 3D
La stampante non ha colpe e la marca del materiale pure. Quello è l'ABS Un primo appunto con l'abs la ventolina di raffreddamento pezzo la puoi anche rivendere su Ebay, Non serve e non va utilizzata neanche per un attimo. L'abs è una brutta bestia e la sua caratteristica è proprio quella che hai riscontato tu ossia il warping negli angoli. La camera calda anche artigianale aiuta molto, come pure è importante che non vi sia la minima corrente d'aria (tradotto in italiano vuol dire o che fai una camera trasparente o che devi mettere una webcam per controllare la costruzione, perchè aprire uno sportello per controllare anche solo un attimo può voler dire buttare vie ore di stampa, cosi come per il calore della camera basta il calore del piatto ma va bene anche riscaldarla autonomamente. La camera calda può essere fatta artigianalmente , quattro pezzi di compensato o se sei sofisticato di plexiglass, al limite una scatola di cartone appoggiata sopra. Aumentare l'adesione usando superattac non è che risolve molto perchè come hai visto ti si stacca più in alto. Tra i trucchi che aiutano anche molto c'è quello di usare il raft, costruire la struttura (ammesso che faccia, se l'oggetto è una scatola credo non sia possibile) in modo da spezzare le tensioni che si creano (ecco perchè lo stampo rotondo da meno problemi). Tutte queste soluzioni riducono il problema a livelli accettabili ma non garantiscono il risultato. La vera soluzione è passare all'Asa che è sempre un abs leggermente modificato proprio per eliminare il problema del warping . Asa e camera calda in genere garantiscono il risultato Tanto per info io dopo tanto materiale ABS buttato come te sono passato all'Asa e oggi non capisco perchè continuino a produrre ABS. Ps l'Asa non so perchè richiede un estrusore che abbia un buon sistema di trascinamento filamento (verificato con diverse marche), non dico fantastico sistema ma buono si. Io uso un gruppo di trascinamento tipo questo con questo ingranaggio -
Problema temperatura su Geeetech Prusa I3 Pro W
Alep ha risposto a A.R. nella discussione Problemi generici o di qualità di stampa
Non ti devi scusare , se non esistessero questo tipo di incidenti e fossimo tutti esperti questo forum forse non avrebbe senso di esistere. Una buona parte di quelli che qui danno una mano ai nuovi hanno iniziato a venire su questo forum è perchè avevano incidenti tipo il tuo. -
Zona non stampata
Alep ha risposto a NovILA nella discussione Problemi generici o di qualità di stampa
Altro intervento a gamba tesa, grazie @Adryzz -
Come Progettare una vite con filettatura e relativo bullone?
Alep ha risposto a Carmel nella discussione La mia prima stampante 3D
io ho stampato con successo dadi per chiave da 23 con asa ed hanno fatto benissimo il loro lavoro ma lavoravano con viti in abs da fusione, i dadi originali in dotazione, sempre da fusione, erano fatti davvero troppo male ed erano inutilizzabili. io per fare dadi sono partito da una vite la più grande che ho trovato su tinghiverse, lo zoomata alla dimensione che mi serviva,ho allungato il filetto prendendo un pezzo di filetto e lo ho attaccato al precedente ed infine la ho usata per scavare i dadi -
io purtroppo sui filamenti sono messo male e posso dare pochi consigli, io stampo esclusivamente in asa ed uso l'asa della Fillamentum che ha un ottimo rapporto prezzo qualità ed ho usato anche l'apollox di formfutura con soddisfazione. Filoalfa mi risulta, da quello che leggo qui, che sia un ottimo filamento. La scelta dell'asa è conseguenza della difficoltà di stampare in abs oggetti oltre i 10 cm senza avere deformazioni consistenti. Mentre molte stampanti hanno difficoltà (la mia compresa) a raggiungere alte temperature sul piatto (110, la mia non ha mai visto i 100) la temperatura di estrusione in genere la si raggiunge facilmente (anche 270 il limite del marlin) perchè il rapporto tra le masse da scaldare e la resistenza usata e davvero ben dimensionato. E comunque ci vuole poco a fare una prova con un materiale qualsiasi o a vuoto, l'estrusore non si danneggia, devi solo vedere se ci arriva come temperatura e lo vedi in un attimo. Gli ugelli li trovi dappertutto, io per i ricambi della stampante se non ho fretta compro tutto su aliexpress (2 mesi reali di tempi di consegna e se sbagli ti tieni tutto in ogni caso) il materiale in genere è buono ed i prezzi davvero bassi.ma li trovi senza problemi sia su ebay che su amazon che nei tanti negozi in linea che ci sono. Chi vende filamento in genere ha anche ricambi. L'importante è che siano identici ai tuoi come forma, in foto già si riconoscono. Un aggiunta sull'asa, per stampare in asa occorre un estrusore in buone condizioni, con il gruppo trascinamento in acrilico originale proprio non ci sono riuscito a stampare senza difetti consistenti, sia col formfutura che col fillamentum.
-
errore MINTEMP Prusa i3 pro x
Alep ha risposto a teo nella discussione Problemi generici o di qualità di stampa
per arduino non riesci a flasharla perchè richiede arduino versione 1,0,6 o inferiore. da come scrivi mi sembri pratico di arduino per cui non ti do le altre info , nel caso non hai che da chiedere -
Problema temperatura su Geeetech Prusa I3 Pro W
Alep ha risposto a A.R. nella discussione Problemi generici o di qualità di stampa
la domanda è , scalda appena la accendi o solo dopo che dai corrente all'estrusore? in genere questo problema accade se il mosfet che controlla la resistenza dell'estrusore è in corto (può dIpendere anche da materiale estraneo come gocce di stagno tra i piedini del mosfet) ed in questo caso inizierà a scaldare da subito appena accesa ed è la condizione diciamo normale di errore, mentre è diverso se accendendo la stampante non scalda e poi quando la accendi inizia a scaldare. In questo caso bisogna vedere se quando gli dici di smettere di scaldare smette o meno, se smette il problema è quasi sicuramente di firmware, se non smette allora torna prepotentemente in ballo il mosfet che probabilmente è difettoso come si dice in gergo in perdita e va sostituito. Però esiste un altra possibilità affatto remota ed è che abbia scambiato le resistenze del piatto con quelle dell'estrusore per cui quando l'estrusore arriva in temperatura di fatto spegni il piatto ed il piatto che non è ancora in temperatura mantiene l'estrusore in riscaldamento. Controlla bene i cavi nella scheda se hai dubbi ti metto lo schema della scheda -
qualche link per curiosità il primo un elenco molto dettagliato sui kit di riparazione per gli stl https://all3dp.com/1/stl-repair-stl-file-online-checker-fix-3d-model/ il vecchio riparatore che usavo io che è tornato in vita https://tools3d.azurewebsites.net/ e infine repetier come sospettavo si appoggia ad un programma esterno che si chiama repair tool (che fantasia, se guardi nella cartella di repetier c'è una cartella che si chiama cosi) di cui non ho mai sentito parlare e con un nome cosi generico se fai una ricerca su internet ti fai una cultura sulla riparazione di condizionatori per auto che credo che col nostro problema non c'entri molto
-
non so dirti a me lo ripara e basta sensa chiedere niente, è possibile che cosi come per lo slicer Repetier si appoggia a programmi esterni molto probabilmente va cosi anche per la correzione manifold, proverò a curiosare per vedere se scopro qualcosa.
-
errore MINTEMP Prusa i3 pro x
Alep ha risposto a teo nella discussione Problemi generici o di qualità di stampa
devi scusarmi ma lavorando solo su asa e usando temperature sui 250 gradi non avevo osservato bene il tuo grafico, io ho il sospetto che abbia un interruzione della alimentazione della resistenza dell'estrusore come si muove l'estrusore stesso , a me era successo ma lavorando sui 250 gradi mi smetteva di estrudere come arrivava sui 230 gradi e poi riprendeva perchè solo in particolari posizione dell'estrusore presentava il problema.La stessa situazione da te produrrebbe facilmente, e nel grafico si vede chiaramente che succede qualcosa. Io proverei semplicemente a fissare bene i cavi sull'estrusore stesso in modo che non abbiano movimenti, o che siano molto minimi, nel punto in cui entrano nell'estrusore Io cosi nella mia ho risolto definitivamente. Se cosi non risolvi puoi provare a flashare il firmware ma a me sembra un problema hardware- Ad essere pignoli se guardi bene il tuo grafico ha un comportamento davvero strano e sembrerebbe che l'estrusore venga spento e la temperatura invece salga, poi viene riacceso e la temperatura scende. E' vero che tra resistenza ed termistore c'è un pò di inerzia termica ma la sequenza sembra proprio cosi, come se il termistore muovendosi per effetto dei cavi toccasse meglio l'hot end avendo come effetto rilevare una temperatura più alta., e di conseguenza spegne la resistenza. poi muovendosi riprende a leggere la temperatura normalmente trovando l'estrusore più freddo perchè spento e quindi riattiva il massimo riscaldamento. Il grafico non so quanto sia istantaneo o mediato comunque un comportamento anomalo lo ha rilevato. Verifica anche che il mosfet relativo all'estrusore non sia bollente. Tieni presente che viene usato lo stesso tipo di mosfet per il piatto e per l'estrusore e nell'estrusore passa circa un terzo della corrente che passa nel piatto e quindi lavora in tutto riposo. Tanto per info la temperatura per cui scatta in mintemp per l'estrusore è 170 gradi -
Il materiale non viene caricato automaticamente ma bisogna dire al relativo motore di avanzare. Che sotfware stai utilizzando ? o la stai gestendo da sd? Nel caso abbia dato il comando di avanzamento hai raggiunto la temperatura di 170 gradi? sotto i 170 gradi l'estrusore non si muove per regolazione di default. E se si muove fa rumori tipo tac tac?
-
errore MINTEMP Prusa i3 pro x
Alep ha risposto a teo nella discussione Problemi generici o di qualità di stampa
C'è un altro utente con un problema identico al tuo non so se sia la stessa marca ma dagli un occhiata sopratutto alla foto dell'estrusore e dimmi se è come il suo , anzi nel caso continuiamo li se ti va cerca la foto dell'estrusore qui ho riportato un post a caso di quella discussione -
allora quando li apri ti compare il rettangolo arancione, clicchi sugli attrezzi ed in qualche secondo li ripara , poi in alto prendi la prima icona sempre di quella zona , il rettangolo col la freccia blu, quello è il salva. Il tasto ed messaggino che compare sopra si attivano solo se ripari qualcosa ma come estetica del tasto non cambia quasi nulla
-
Hai visto quelli che ti ho mandato io che sono riparati com Repetier Host appunto ? Per tua info questo tipo di errore si genera in genere quando l'oggetto costruito ha subito molti maneggiamenti e stravolgimenti durante al costruzione, se si hanno le idee chiare conviene cercare di ricostruirlo in modo diretto senza doverlo ricorreggere troppo per strada. E' anche più frequente quando ci sono molti componenti angolati come nei tuoi oggetti. Nel web dovrebbero esserci dei siti che riparano aggratis il manifold, quello che usavo io prima che repetier inserisse questa opzione adesso è chiuso per cui non posso indirizzarti da qualche parte. E' identico al mio (repetier intendo)
-
Problema motore estrusore
Alep ha risposto a Filippo3D nella discussione Problemi generici o di qualità di stampa
stai attento che nella scheda che utilizzi tu la gt2560 di sono verificati casi di saldature difettose proprio sui connettori in cui vengono inseriti gli schedini stepper motor, per cui ti consiglierei di smontare la scheda e controllare quelle saldature. Visto anche che il difetto compare e scompare come muovi gli schedini se non ho capito male. -
problemi fine corsa e calibrazione z i3 pro b
Alep ha risposto a giupe007 nella discussione La mia prima stampante 3D
Fai una descrizione del problema molto confusa, chiara per te che hai la stampante di fronte ma incomprensibile per me ,cito la tua frase "dando 50 in avanti e poi successivamente 50 indietro il piatto invece di riposizionarsi a fine " bene invece di riposizionarsi a fine cosa fa? mica lo so . Poi dici "attualmente anche se entrambi i fine corsa sono premuti il motore Y non lo rileva e continua a mandare l'impulso" in che senso non lo rileva, con il m119? e continua a mandare che impulso e a chi e cosa succede? fa finta di muoversi? va sempre verso destra, va sempre verso sinistra? Se non sei più esaustivo e perdi più tempo a spiegare bene cosa succede non siamo in grado di aiutarti -
Zona non stampata
Alep ha risposto a NovILA nella discussione Problemi generici o di qualità di stampa
Sembra banalmente un piatto livellato male,in alternativa potrebbe esserci una interruzione nel riscaldamento quando l'estrusore si sposta in quella zona, ma opto per la prima ipotesi. -
nel senso dell'asse y qualcosa può essere aumentato senza grossi problemi, per l'asse x invece occorre un telaio nuovo che a quel punto ha senso farlo in alluminio, qui su questo forum ed in giro per il web ci sono diversi progetti in questi senso Il firmware non ha bisogno di modifiche, al massimo l'inversione di movimento di qualche motore, realizzabile anche via hardware volendo.
-
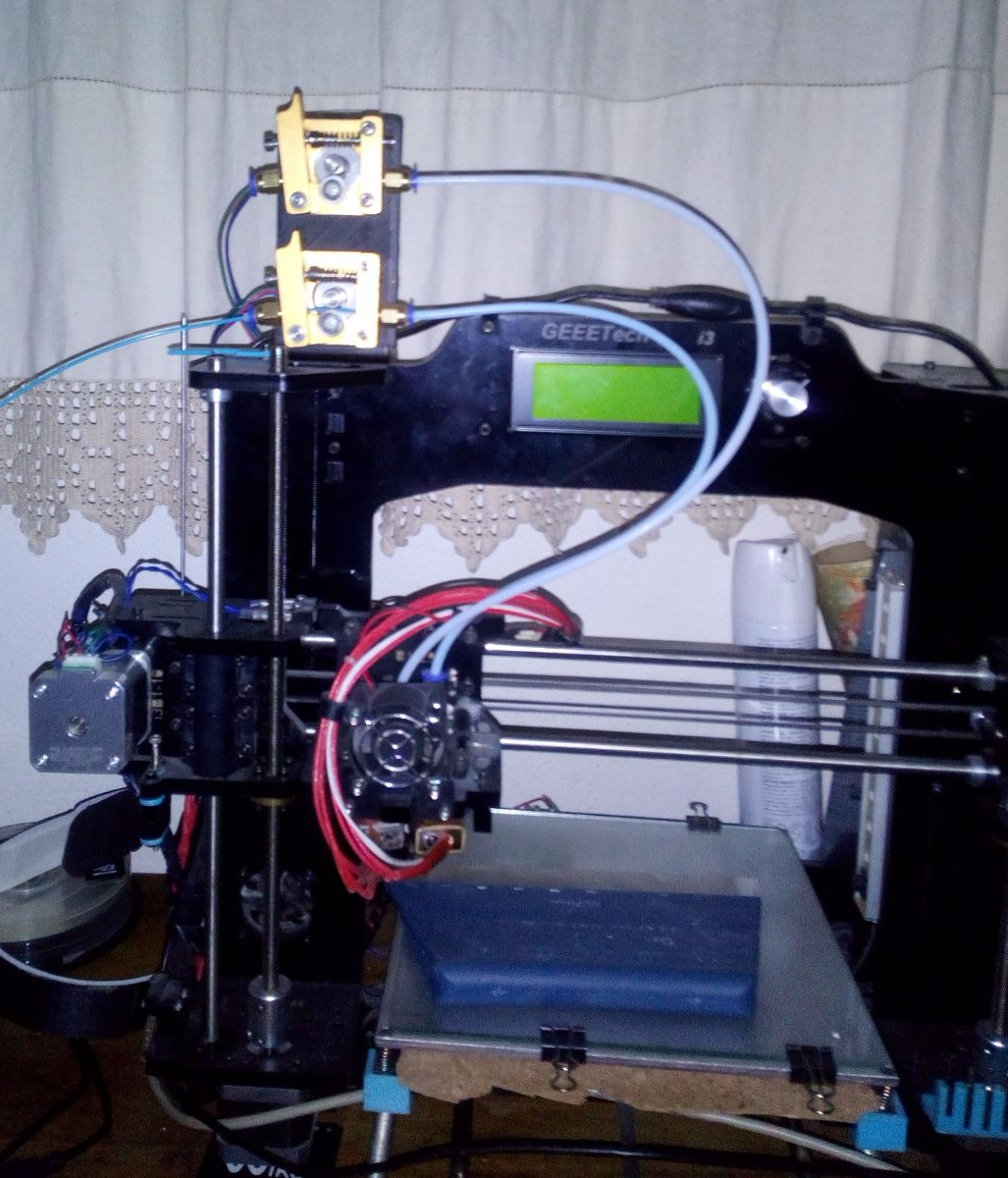
non ti so dire adesso, quando lo presa io erano migliori i carrelli degli assi, un look più moderno (mettetevi pure a ridere ma quando l'ho presa ne capivo come tutti i nuovi qui) e mi pare fosse diversa la scheda elettronica (adesso credo che tutte e due le diano con la gt2560), Io sono stato convinto sia dal look che dalla speranza che 50 euro in più fossero qualità in più e mi sa che ci ho preso. Poi era predisposta per il secondo estrusore. Il bowden da alcuni vantaggi, come puoi vedere dalla foto riesco ad avere i gruppi di trascinamento in piena vista, ha un ingombro molto inferiore sul carrello che diventa pure più leggero ed inoltre, fattore secondario ma secondo me risolve molti problemi, il tubetto lungo ha un minimo di elasticità (un pò il tubetto e un pò i giunti) e ammortizza il movimento del filamento rendendo più omogeneo l'intero comportamento dell'estrusore, compreso che diventa più difficile che l'ingranaggio saltelli sul filo. Poi io ho anche adottato gli ingranaggi con gola che hanno un grip sul filo molto migliore. Per adesso inoltre non ho intenzione di stampare materiali gommosi che come tutti sanno sono incompatibili col bowden.
-
con alcune modifichine , angoli celesti sotto il piatto al posto delle viti a farfalla centraggi (sempre in celeste) vite asse z in foto sembrano due rondelline in alto a sinistra supporto che regge asta di spurgo e pinzette (sempre celeste) sul fianco destro in fondo luci a led in basso altezza motore asse z a destra porta bit (sempre celeste) e che non si vede sul carrello di destra asse z webcam che mi consente di seguire anche da smartphone la stampa , purtroppo senza poter intervenire per adesso. e sotto il piatto messo a pera sughero per la coibentazione cosi almeno per una volta parlo della mia stampante
-
Geeetech I3 Pro X modificata da me a Pro X2 bowden acrilica, nulla di speciale.

-
Si, la grande comodità di Repetier Host (e di tanti altri soft si stampa) è quello di consentire un ottimo controllo della stampante molto agevole, mantenendo la potenza di Cura e Sic3r e devo dire che presenta tutte quelle prestazioni aggiuntive che uno può desiderare. Dovrebbe essere solo un filino più chiaro su quale regolazioni sono demandate a Repetier e quali allo slicer utilizzato. Tieni presente che Repetier non fa lo slicing che fanno sempre Cura o Slic3r ma comunque controlli tutto da un solo programma. a momenti neanche ti accorgi che si appoggia a programmi esterni.
-
No non dicevo a te ma a @skimans che era qullo che poneva le domande certo che lo spessore fa la differenza ad occhio quella del sito non sembra proprio da 6 basta confrontarlo con le barre che sono certamente da 5 (si collegano ai motori col tubetto senza rastremazioni della barra) ma sarà al massimo da 4 , e poi certo che le barre da 5 solo per citare un dettaglio unite ai giunti in gomma non è una grande cosa Se si scende troppo di prezzo da qualche parte devono pur risparmiare per forza. La cosa strana è che almeno in foto mettono una scheda decente,
-
problemi fine corsa e calibrazione z i3 pro b
Alep ha risposto a giupe007 nella discussione La mia prima stampante 3D
Scusami mi è scappato un errore di digitazione il comando è M119 , M109 imposta la temperatura deve dare una risposta tipo questa X_min: TRIGGERED X_MAX: TRIGGERED Y_min: TRIGGERED Y_MAX: TRIGGERED Z_min: TRIGGERED Z_MAX TRIGGERED il marlin prevede switch anche di finecorsa di massimo ma nessuna stampante li usa per cui guarda solo i min