
Alep
-
Numero contenuti
3.179 -
Iscritto
-
Ultima visita
-
Giorni Vinti
225
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Alep
-
Per prima cosa dovresti ricordarmi che marca e modello di stampante hai Poi come ho accennato prima il marlin (sia quello normale che il Kimbra) nasce per essere utilizzato su qualsiasi stampante esistente di questo tipo, per cui ha la possibilità di essere configurato in un sacco di modi. Se prendi il marlin a caso e lo metti nella tua stampante hai le stesse probabilità che funzioni che vincere al superenallotto. Questo non vuol dire che non sia possibili montarlo ma non a caso. Le strade sono 2 la più saggia è cercare qualcuno che lo abbia già messo e configurato nello stesso tipo di stampante tua La seconda più faticosa è confrontare il configuration.h che funziona bene con la tua stampante ed usarlo per controllare con un pò di pazienza e correggere il configuration del marlin kimbra tralasciando le sezioni che sono presenti solo nel marlinkimbra e correggendo quelle che sono diverse in entrambi. Tra l'altro il marlin kimbra ha nella seziona di download la possibilità di scegliere delle configurazioni preimpostate che hanno già la grossa parte del lavoro fatto http://marlinkimbra.it/configurator/v4_2_9/firmware_configurator.php Se poi trovi un marlin kimbra per la tua stamante ma vecchio nella stessa pagina che ti ho postato c'è in basso un moduletto per l'aggiornamento automatico dei vecchi configuration,h .
-
Il kimbra lo hai preso già configurato per la tua stampante ?
-
Allora non è complicato, tu non puoi vedere il Marlin dentro la stampante al massimo con alcuni comandi puoi vedere le configurazioni principali attuali, Il Marlin è un sotf che scarichi da internet, è altamente configurabile per cui è meglio scaricare quello già configurato per la propria stampante per non dover diventare matto a configurarlo tutto. Il Marlin è composto da un sacco di file (conseguenza del modo in cui si programma in Arduino dove per fare il tuo programma utilizzi tutto quello che trovi già pronto fatto da altri, i diversi file appunto, e tu li metti assieme e ci aggiungo la parte tua. Per far un esempio la gestione del display è un file e cosi via. Chi ha fatto il Marlin per fortuna è stato molto ordinato per cui tra i tanti file ce ne è uno che si chiama configuration.h e non ci vuole molta fantasia per capire cosa serve. Tutte (o quasi ) le regolazioni si fanno da li, il resto del Marlin ti serve per compilare ma la parte che ti interessa e su cui agisci è solo quella. Arduino cosa fa?, prende tutti questi file fatti in un linguaggio comprensibile da umano, li compila (ossia li trasforma in una serie di numeri che solo un processore capisce) e poi li spedisce dentro la stampante. A questo punto la stampante al suo interno non ha più il vecchio Marlin ma ha il nuovo. Per poter fare la compilazione occorrono alcune accortezze. Se il Marlin è di vecchia fattura bisogna utilizzare un Arduino uguale o precedente alla versione 1.0.6. Se il Marlin invece è stato rimodernato (per esempio il Marlin Kimbra) allora bisogna utilizzare un Arduino recente. Per scoprire quale è il giusto Arduino basta lanciare la compilazione, se da errori la versione di Arduino scelta non va bene. Per riuscire a fare una compilazione che vada in porto occorre che nella sezione processori sia selezionato il processore usato in genere l'atmega 2560 e bisogna che i programmi di utilizzo della stampante tipo Repetier o cura siano chiusi o bloccano la porta usb di connessione alla stampante impedendo di fatrto l'invio del marlin compilato. Alcune case invece che fornire il Marlin in formato sorgente danno il file già compilato e li chiaramente non puoi fare alcuna regolazione a livello di marlin. Mettere il marlin è un operazione che finchè non la fai ti sembra difficilissima e rischiosissima, e dopo che la hai fatta la prima volta ti rendi conto che è più o meno come allacciarsi le scarpe. Se poi ti serve sapere quali tasti premere in arduino e quali menu usare ci metto un attimo a farti una miniguida.
-
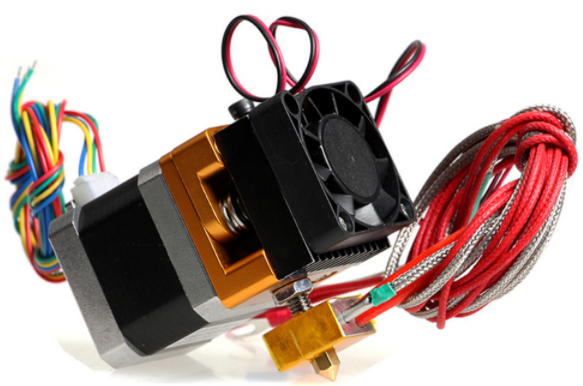
come ventola fragile mi riferivo a quelle che danno con le stampanti, quelle dei pc sono più robustine e di conseguenza invece di rompersi loro rompono le ditina StaffaMotoreAL.stl
-
direi che va benone, Una volta che riesci a stampare puoi farti una staffa che consenta un montaggio migliore del motore, se vuoi ti passo l'stl della mia staffa ma è per due motori, potrei anche modificarla per un solo motore se ti fa comodo, ci metto due minuti. Però non è male la soluzione del motore montato cosi Se hai la griglietta di protezione della ventola sull'estrusore ti conviene montarla, non per salvare le dita che non corrono nessun rischio ma a protezione della ventola perché le alette sono fragilissime.
-
le configurazioni che devi controllare sono nello slicer e non i repetier, vai nella pagina di repetier dove utilizzi lo slicer e li scegli il pulsante configurazione e controlli, ma dalla descrizione che fai dell'incidente non credo che il problema sia li, non è che metti una foto dell'oggetto?
-
Controlla di aver inserito correttamente nello slicer i valori di diametro filamento (1.75) e di ugello, (in genere 0,.40 ma può essere 0.35 o 0.30 , verifica. c'è anche scritto sull'ugello) e sopratutto che siano scritti col punto decimale e non con la virgola. Attento se usi Slic3r di riavviare dopo che salvi le modifiche in quanto non vengono prese in automatico.
-
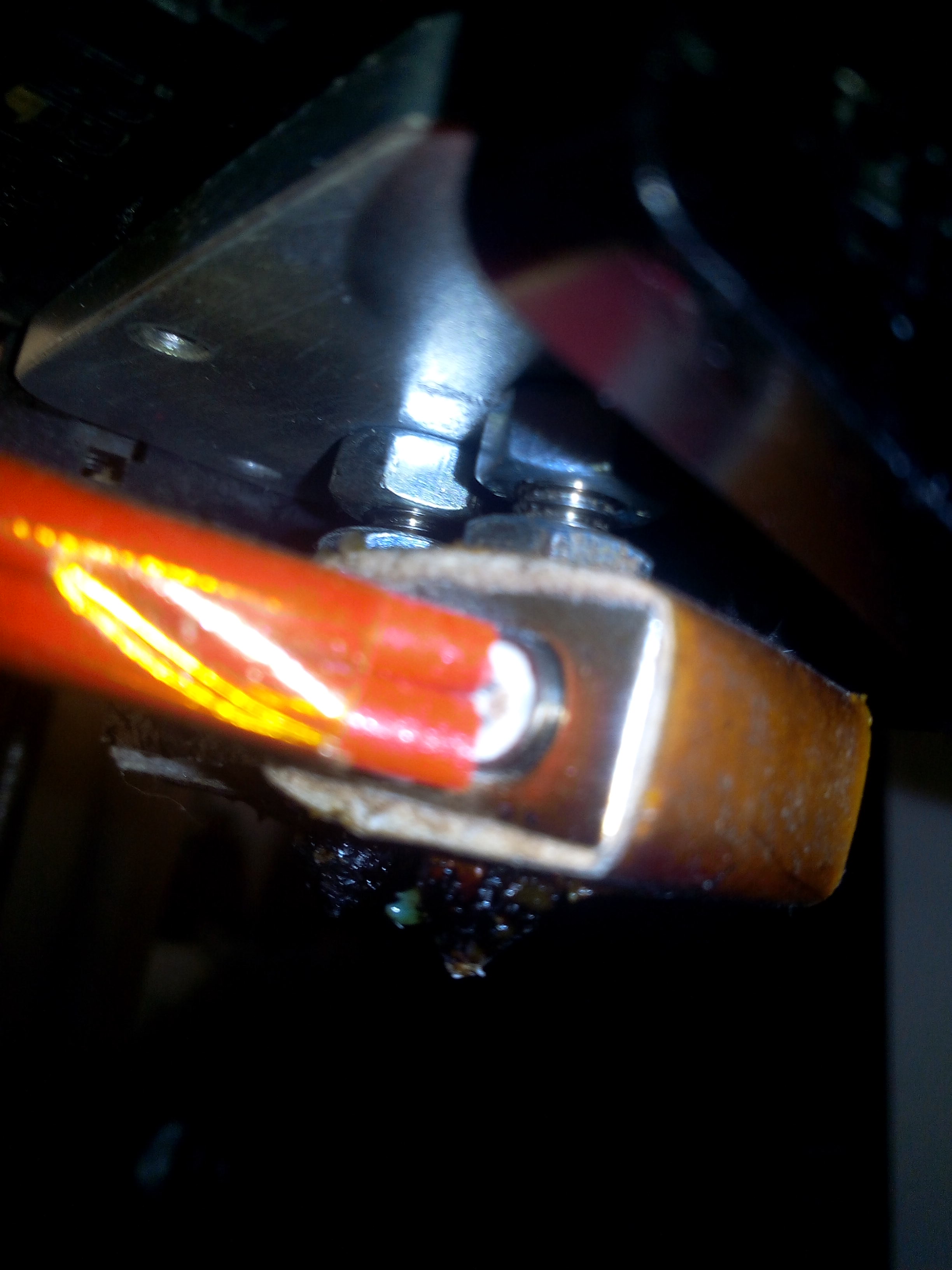
fare queste foto non è facilissimo, il sistema sia quando è bowden che quando è diretto viene fissato alla placca di metallo solo tramite la gola. Qui come vedi ho gole diverse perchè una si è rotta e sto aspettando il ricambio. Nel sistema diretto utilizzo gole più corte e la placca di metallo in alto ,sopra il supporto acrilico, mentre nel bowden come in queste foto la placca la metto sotto, Gli ugelli e le gole sono due perchè l'ho modificata per dual estruder. L'estrusore che hai è standard, non dovrebbe avere problemi di sorta.

-
Quando era montato diretto era montato cosi, all'una come rientro a casa ti posto la foto di come è adesso con la plancia di fissaggio posta tra la base del gruppo motore ed il dado che vedi nella gola subito sotto il motore
-
Senza il supporto superiore l'unica cosa che lo può frenare è la boccola filettata in cui si avvita la barra o in alternativa il motore, non ci vuole molto a verificare cosa è.
-
No se sono scollegati fanno leggermente meno fatica, difficile da rilevare a mano la differenza rispetto ad un singolo motore collegato, mentre se sono entrambi collegati sono più duri, ma ancora ruotabili a mano facilmente, perchè come detto prima si muovono entrambi, invece se collegate e sotto tensione diventano molto dure. Piuttosto il meccanismo è studiato perchè le barre si muovano più o meno assieme, se per assurdo mandi una barra molto più in alto o in basso dell'altra è normale che freni. Se i fori superiori fossero troppo stretti allargali con carta abrasiva e santa pazienza, non utilizzare trapani o simili.
-
Il peso del motore non incide per niente, girandoli a mano dovrebbero comportarsi in modo identico.. Controlla che i cavi siano entrambi i motori collegati nel posto corretto, che i fori nell'acrilico in cui passano le barre filettate in alto non siano troppo giusti, che le barre sia liscie che filettate siano lubrificate con vasellina tecnica e che nella barre non ci sia "sporco". Se i motori sono entrambi collegati ad un unico step driver (ossia se hanno i cavi in parallelo) anche a macchina spenta se muovi un motore si dovrebbe muovere anche l'altro. Questo perchè il motore che muovi a mano produce abbastanza corrente da far muovere anche l'altro motore.
-
Spesso ci sono difficoltà a far passare il filamento per questo in genere lo so taglia (mai ripassare un filamento già utilizzato e estratto perchè è sempre leggermente più grosso per la lunghezza di un cm ) con un taglio angolato in modo che abbia una specie di punta che faciliti l'introduzione muovendolo un pò qui e un pò la .
-
Il motore che metti in foto è solo metà dell'estrusore, se l'altro pezzo è corretto certo che stampa. Il merito è tuo che hai avuto la pazienza di seguirmi nelle mie folli elucubrazioni. Metti foto di tutto il gruppo estrusore che vediamo
-
Quella è una foto vecchiotta. Ti posto una foto nuova e poi il dettaglio dell'hotend ma è semplicemente fissato alla gola lasciando circa mezzo centimetro sotto la placca di fissaggio rispetto al corpo riscaldante ed il resto della gola va verso l'alto con un dissipatore circolare un po' tipo il tuo nuovo al quale è anche fissato l'innesto rapido.. Non mi ricordo proprio che gole usa di fabbrica ma io uso gole leggermente più lunghe, adesso sono diverse perchè una si è rotta stringendo i dadi e sto aspettando due gole nuove identiche da 40 mm che dovrebbero arrivarmi a giorni. La mia all'origine non era bowden ma diretta con singolo estrusore, e' fissato tramite la gola, che entra nel gruppo trascinamento dove nel bowden va l'innesto rapido per il tubo ptfe
-

Calibrazione Geeetech i3 pro B
Alep ha risposto a pierpari nella discussione La mia prima stampante 3D
Tornando al fatto che non ti esegue il comando ed ha comandi in attesa vuol dire, come c'è scritto, che la stampante non può eseguire il comando perchè ha altri comandi in attesa, Per esempio se gli dici all'estrusore d salire 15 cm cosa che richiede quasi un minuto fino a che non arriva all'obiettivo la stampante sta in attesa e se arrivano altri comandi non li esegue e li mette in coda. Se per fare un altro esempio hai dato un comando home e non riesce ad eseguirlo rimarrà bloccata per sempre (fino a che non la resetti) quindi dai l'M109 prima di dare altri comandi, La procedura di home viene fatta automaticamente ad ogni stampa, mentre il livellamento del piatto se la stampante è appoggiata su una base solida e non si muove in genere dura per parecchie stampe., Mentre la procedura per la regolazione dell'asse z può essere necessaria più frequentemente ma non di certo ad ogni stampa, Essendo una regolazione delicata esiste la possibilità di regolare gli slicer perchè costruiscano intorno all'oggetto uno o due giri di materiale il cosidetto skirt che assolve la doppia funzione di assicurarsi che il materiale esca a regime prima di iniziare a costruire l'oggetto vero e proprio ed a verificare sia visivamente che eventualmente toccando con un dito od una matita se il piatto è caldo se in ogni 'angolo' l'adesione al piatto (che dipende dalla distanza dell'ugello in quel punto dal piatto) è corretta. -
Calibrazione Geeetech i3 pro B
Alep ha risposto a pierpari nella discussione La mia prima stampante 3D
come foglio di carta usa la carta normale da stampante e ti consiglio di partire dall'angolo più scomodo, in genere quello in fondo a destra e procedi in senso antiorario, Siccome ogni regolazione incide un pochino sugli altri angoli ripeti l'operazione più volte fino a quando la situazione è stabile. In genere servono 4 o 5 giri completi. Quando riesci a stampare decentemente ti consiglio di stamparti degli angoli tipo questi che semplificano di molto la regolazione eliminando i dadi a farfalla. AngoloPiatto2.stl il foro dove passa la vita è solo marcato e va allargato con un trapano. -
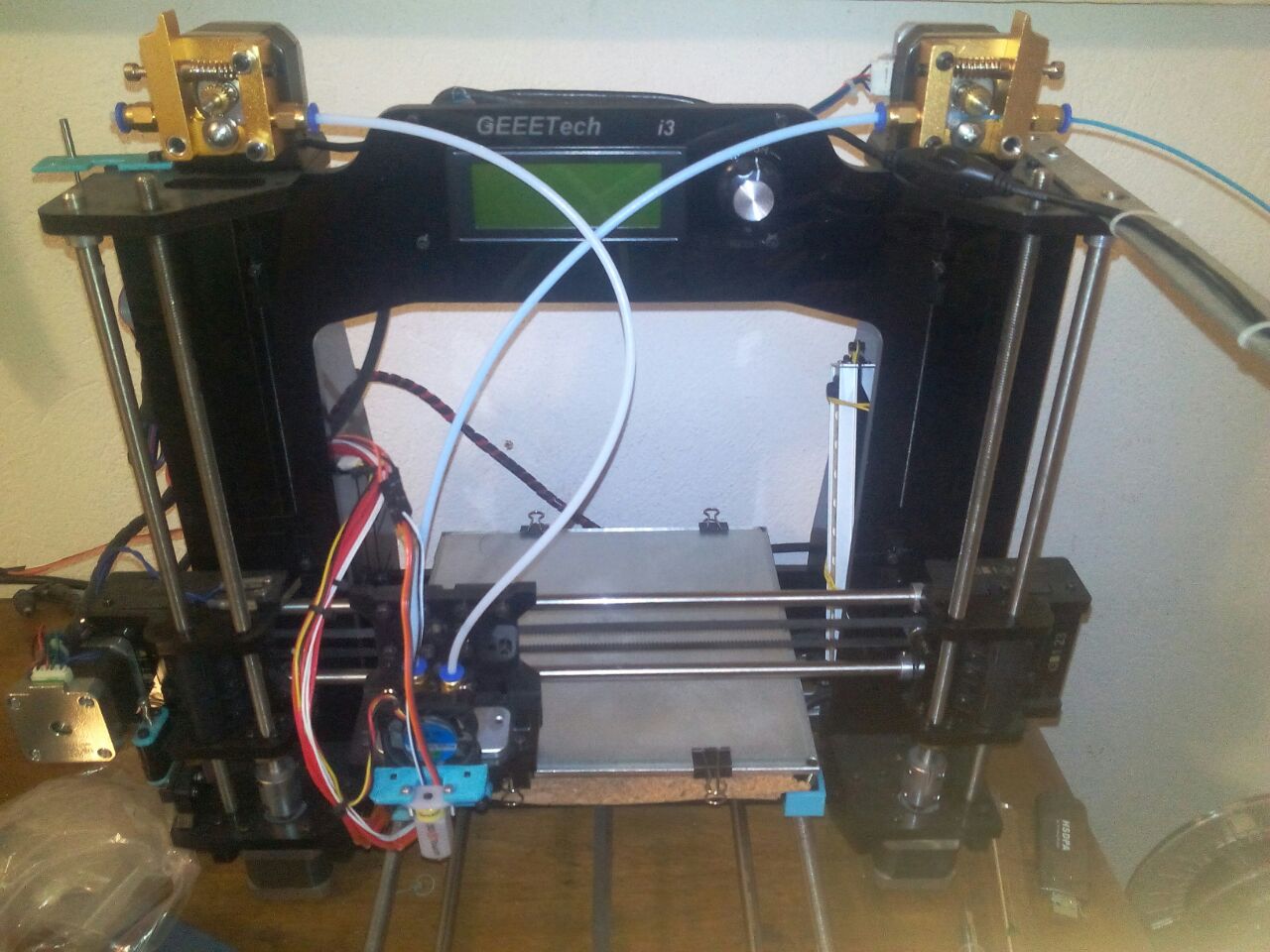
Questa è la mia stampante modificata col sistema bowden, nella foto si intravede appena a sinistra dove entra il filo c'è un pezzetto corto di tubetto ptfs.
-
L'unica cosa che posso consigliarti è, se hai lo spazio, di non allargare il foro mk8 ma di fare un nuovo foro affianco, in genere fa, cosi hai sempre la possibilità di tornare indietro senza grossi problemi se dovessi cambiare idea. Essendo un bowden spero che abbia anche comperato il tubetto in ptfe e i giunti rapidi se non te li hanno già forniti in quantità sufficiente per collegare il motore all'estrusore.
-
Istruzioni elementari Gcode
Alep ha risposto a GeroP nella discussione Software di slicing, firmware e GCode
Di niente, tieni presente che gli slicer affrontano diversi problemi, per esempio fare dei perimetri pieni e degli interni alleggeriti (il cosidetto infill), ritirare indietro il filamento nelle fasi di spostamento senza estrusione, gestire due o più estrusori per citarne solo alcuni, e che comunque il funzionamento delle macchine è regolato dalle regole del gcode e di conseguenza il tipo di output è obbligatoriamente legato a queste regole, sempre che uno non pensi non solo di rifare lo slicer ma anche il firmware. Cosa davvero interessante, affascinante e può dare anche molte soddisfazioni, ma è un lavoro immane per dei prodotti che già esistono con una buona efficienza, e pure con diverse versioni innovative (vedi il Marlin Kimbra) e pure open source. -
Calibrazione Geeetech i3 pro B
Alep ha risposto a pierpari nella discussione La mia prima stampante 3D
Nelle Geeetech è molto frequente che un asse (in genere l'asse x) si muova nella direzione sbagliata perchè le elettroniche che consegnano non sempre sono predisposte per la meccanica che ti consegnano, Per ovviare questo problema (se lo hai naturalmente) esistono due strade, quella hardware e quella software. In quella HardWare basta prendere il cavo di collegamento del motore che va nella direzione sbagliata e aiutandosi con uno spillo sfilare i piedini dal connettore lato opposto al motore e rimetterli invertiti, Per essere più chiari se numeriamo i piedini 1,2,3,4 vanno rimessi nell'ordine 4,3,2,1 In quella software nel marlin cerchi il file configuration.h e cerchi questa sezione #define INVERT_X_DIR true // for Mendel set to false, for Orca set to true #define INVERT_Y_DIR true // for Mendel set to true, for Orca set to false #define INVERT_Z_DIR false // for Mendel set to false, for Orca set to true dove x,y,z sono i tre assi e nell'asse sbagliato devi invertire il true con false o viceversa per esempio per l'asse x diventerebbe #define INVERT_X_DIR false // for Mendel set to false, for Orca set to true Se invece hai dei dubbi sugli switch di fine corsa segui queste istruzioni Puoi verificarne il corretto funzionamento dando da Repetier in manuale il comando M109 e vedendo se a switch premuto e mollato a mano cambia il messaggio che ti rende. Questa prova va fatta per tutti gli switch di finecorsa. Se non vedi i messaggi li puoi attivare col tasto in alto 'mostra log' -
si stai sempre sottoestrudendo, ossia sta uscendo meno filamento di quanto servirebbe, La temperatura di stampa 230 è troppo per il pla e troppo poco per l'abs, verificala Fai delle prove aumentando di 10 gradi e diminuendo di 10 gradi e vedi come cambia se estrudi. A vuoto il filamento non deve arricciarsi, se si arriccia è troppo caldo. Se continui a sotto estrudere non è una soluzione ma come cosa provvisoria potrebbe migliorare la situazione, prova ad aumentare la portata (delle foto che hai postato è la prima foto, la seconda voce flusso) portandola a 105 o 110. Quando fai le prove prova un parametro alla volta o non sai quale parametro migliora la stampa e quale non ha effetto o peggiora.. Naturalmente quando fai una prova non occorre che stampi l'intero cubo, sopratutto se quello che vedi è peggio delle stampe con le impostazioni precedenti.
-
Istruzioni elementari Gcode
Alep ha risposto a GeroP nella discussione Software di slicing, firmware e GCode
In teoria si in pratica no. Quello che puoi valutare è il volume estruso non la forma che ottieni, quando estrudiamo non creiamo dei cilindri teorici ma delle ellissi molto schiacciate. se poi estrudessi in aria potresti ottenere forse quei volumi ma su lunghezze superiori di quelle previste, sul diametro dell'estruso e sul flusso massimo comandano l'ugello e la viscosità del materiale e non la portata impostata. ma se estrudi su un piatto o un precedente slayer se forzi più flusso di quello che il sistema fisico consente effettivamente un pò di filamento in più uscirebbe rispetto alla norma ma otterresti come effetto principale che l'ingranaggio di trascinamento sul filo si sgancerebbe dal filo saltellando o in alternativa il motore perderebbe passi e alla fine, nonostante la richiesta di estrudere 20 cm non passerebbero per l'estrusore affatto i 20 cm di filamento originario previsti. Lo slicer infatti calcola quel parametro in modo da consentire un corretto flusso in relazione alle necessità dell particolare che si sta costruendo e della lunghezza da percorrere. Non è che lo si posa variare a fantasia senza problemi. Per altro gli slicer consentono già di stabilire la portata in percentuale quindi se vuoi estrudere di più basta impostare la portata al 105% o al 110% lasciando tranquillo il gcode. -
Istruzioni elementari Gcode
Alep ha risposto a GeroP nella discussione Software di slicing, firmware e GCode
nel gcode ogni comando indica che variazione deve essere messa in atto rispetto alla posizione attuale (sia in modo assoluto che in modo relativo a seconda delle dichiarazioni iniziali) Allo stesso modo la E indica i millimetri di filamento che il motore deve mandare avanti.durante quella azione.Quindi se hai E20 vuol dire che nel tratto di strada che deve fare dal punto attuale a nuovo punto qualsiasi sia questa distanza deve far avanzare il filamento di 20 millimetri. E' cura poi del Marlin assicurasi che questo avvenga correttamente cosi come per tutti gli spostamenti del piatto e dell'estrusore. -
La core di adryzz
Alep ha risposto a roby94 nella discussione Problemi generici o di qualità di stampa
Mi dispiace, parteciperei volentieri ma anche se può sembrare strano non ho molto tempo disponibile, sono iper carico di lavoro ed impegni e voi siete sia fantastici che frenetici, non ce la faccio a starvi appresso. Rubacchio il tempo qui e li per fare quel poco che faccio nel forum. Oltre che mi sembra che non abbiate bisogno del mio aiuto, le competenze non vi mancano di certo.