
Alep
-
Numero contenuti
3.179 -
Iscritto
-
Ultima visita
-
Giorni Vinti
225
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Alep
-
È difficile capire se queste stampanti siano giocattoli o meno ma il loro lavoro lo fanno anche se con qualche difficoltà. Ben arrivato
-

Problema E3d V6 - "gocce"
Alep ha risposto a Lore82 nella discussione Problemi generici o di qualità di stampa
Esatto e di niente -
Problema E3d V6 - "gocce"
Alep ha risposto a Lore82 nella discussione Problemi generici o di qualità di stampa
Il teflon per alte temperature regge semplicemente meglio le temperature che raggiungiamo con l'estrusione, quello normale è un pò giustino ma ce la fa. Il teflon si presenta sempre come il nastro adesivo, in genere bianco, più sottile come spessore e senza adesivo, lo usano gli idraulici al posto della vecchia canapa e di solito quello normale ha un costo intorno al'euro quello rosso non lo so, ma credo stia entro i 5 euro. Si devi smontare la gola, se usi il sistema del dado e controdado per svitarla non stringere molto perchè la gola è relativamente fragile, è più facile più ti avvicini alla temperatura di fusione del filamento (attento alle ditina). Il teflon va arrotolato appunto nel punto che entrerà nell'elemento riscaldante e fa da guarnizione per capirci -
Problema E3d V6 - "gocce"
Alep ha risposto a Lore82 nella discussione Problemi generici o di qualità di stampa
Il materiale in questi casi di solito esce da sopra il blocco riscaldante dove il tubetto filettato (gola) entra dentro l'elemento riscaldante. In questi casi si dovrebbe smontare la gola, dare due o 3 giri di teflon per alte temperature in senso antiorario sulla gola e riavvitarla nell'elemento riscaldante. Alcuni appunti: Questo lavoro in genere è meglio farlo a caldo perchè il vecchio filamento fuso blocca il tutto. Il teflon per alte temperature (normalmente detto teflon rosso per il colore del contenitore) lo reperisci nei negozi di idraulica ben forniti ma se non riesci a trovarlo in alternativa puoi usare anche il teflon da idraulico normale. E' meno adatto ma va bene lo stesso,. -
Il cubo come prima stampa non è male, la barchetta fa abbastanza pena ma è una stampa relativamente difficile, anche a me sembra che sei caldino aggiunto anche al fatto che non hai ancora la ventola di raffreddamento del pezzo. Per stabilire velocemente la temperatura massima di estrusione un sistema è estrudere a vuoto alzando al temperatura fino a quando il filamento invece che scendere liscio si arriccia, scendendo poi di 10 gradi e sei a posto. Poi con calma puoi provare temperature via via più basse e vedere il risultato ma cosi hai già il riferimento di massima. Ho la sensazione che hai cinghie un po lasche, ma può essere anche solo una sensazione, la barchetta è cosi irregolare che è difficile giudicare, mentre il cubo non mostra problemi di questo tipo. Per la taratura puoi usare il cubo controllando di quanto sbaglia rispetto alle misure previste e correggendo di conseguenza i passi sui tre assi. Per le stampe ti consiglio di usare sempre due o tre giri di skirt, oltre che a portare a regime il filamento ti permette di vedere subito se il livellamento del piatto è ok per la stampa che stai facendo.
-
Non basta essere tonti, è che la stampa 3d non è la cosa più semplice di questo mondo. Andando in ordine il nome corretto della tua elettronica dovrebbe essere Sanguinololu, un bel nome cruento. Il filamento va inserito più.in fondo possibile, quando lo inserisci stai attento alla lunghezza e vedi subito se è inserito bene. La pulizia la fai quando è troppo sporco e rischi che dia fastidio, se no è solo un problema estetico Per togliere il pezzo procurati una spatola grande col manico per non farti male alle mani. Il genere la forza di adesione dipende principalmente dalla altezza dell estrusore, più schiaccia il materiale e più aderisce, parlo di piccolissime variazioni, col tempo imparerai a gestire anche questo. Di lacca ne bastano due o tre spruzzate Per il piatto e le molle ti scrivo dopo che adesso sono in giro Piccola aggiunta i led hanno solo funzione estetica per cui i produttori fanno un po' quello che vogliono.
-
Come albero di natale scherzavo , durante la compilazione ci sono due led (send e receive) che lampeggiano ad alta velocità durante tutta la fase di trasferimento del firmware. Il tasto che hai individuato è proprio un tasto reset, e di norma non serve a nulla, Diventa utile solo nel caso che per errore venga caricato un firmware difettoso che una volta lanciato entra in loop. Se il firmware entra in loop il processore non riesce a fare quelle operazioni di base che vengono periodicamente fatte più volte al centesimo di secondo, tra le quali c'è il controllo se è in corso l'invio di un nuovo firmware. In questa condizione (se quindi hai caricato un firmware difettoso) non è più possibile sostituirlo e quindi in teoria la scheda diventa un rottame inutilizzabile. Esiste una possibilità per recuperare la scheda in questi casi ed è proprio grazie al tasto reset con una operazione acrobatica. Quando premi il rest il processore esegue prima una fase di inizializzazione, poi verifica se sono presenti nuovi firmware da caricare e poi lancia il programma residente, Quindo dopo il reset c'è una piccola finestra di tempo nel quale è possibile di riuscire a caricare il firmware. In questo caso si cerca un programma leggero (in genere si usa il blink.ino) e si prova a resettare la scheda e immediatamente dopo a lanciare la compilazione, Con un pò di fortuna ed una decina di tentativi (che possono anche diventare una 50ina) si riesce ad azzeccare i tempi e quindi ad inviare un firmware sano al posto di uno difettoso. Dopo di che si può ricaricare senza problemi il firmware desiderato. A titolo di info oltre la procedura di ripristino tramite reset è possibile anche senza acrobazie utilizzando un programmatore o un altro Arduino. In questi casi si può riprogrammare l'Arduino anche se bloccato utilizzando alcuni segnali (piedini) dell'atmega 2560, l'unico problema che in genere nelle nostre schede questi piedini non sempre sono riportati su dei connettori.e quindi facilmente utilizzabili. Naturalmente è pericoloso premere il tasto reset durante una compilazione perchè potrebbe comportare il caricamento parziale del firmware. Per verificare se la tua stampante ha un firmware bloccato basta vedere se il display funziona e risponde, se risponde il firmware non è in condizioni di loop. Rispetto all'errore che hai stai attualmente attento che Arduino e Repetier e Cura non possono essere lanciati contemporaneamente perchè ogni programma richiede l'uso esclusivo della porta usb in emulazione seriale che ti collega alla stampante.
-
se vuoi farti una cultura per la eeprom leggiti questo articolo che si riferisce al marlin kimbra che è un versione migliorata del marlin ma il funzionamento è lo stesso, e parla proprio di step motor (pure in italiano) http://www.marlinkimbra.it/?p=150 per programmare solo la eeprom repetier ha nel menu configurazione una opzione apposita, dove ti fa vedere la situazione attuale, ti permette di modificarla e salvarla una domanda a prescindere ma adesso quando compili ti da errore o no? se non ti sta dando errore forse stai semplicemente sbagliano cosa premere in Arduino, il primo tasto compila e non invia, il secondo invece compila ed invia ed è quello che devi usare.Quando invii c'è la fase di trasferimento in cui l'elettronica della stampante per circa due minuti sembra l'albero di natale.
-
Dalle immagini è come se non avessi aperto il giusto file, come ho scritto nel post precedente: Per caricare il marlin devi mettere tutto il marlin in una cartella marlin e poi devi cliccare il file marlin.ino
-
Si si sono trapezie e ti spiego di norma queste stampanti vengono consegnate con le barre normali, Penso che la Geeetech per 'sconfiggere' la concorrenza stia velocemente aggiornando le stampanti mettendo materiale sempre più evoluto sembra quasi a caso, barre trapezie, gruppo trascinamento in alluminio etc, ma non si prendono la briga di riprogrammare il firmware dell'elettronica, che devono aver prodotto in decine di migliaia di pezzi tutte uguali. Esempio ne è che una buona parte delle stampanti Geeetech ha la direzione di qualche motore invertito. Sicuro di aver selezionato come processore l'atmega 2560? e di aver scaricato la versione 1.0.6 di arduino? Per caricare il marlin devi mettere tutto il marlin in una cartella marlin e poi devi cliccare il file marlin.ino
-
Se passi di qui te la regalo io la ventola del pc, ne ho più di quante me ne serviranno nei prossimi anni, Quella del pc va bene ma è pesantuccia. Per la regolazione eventuale dell'asse z ti occorre per prima cosa il marlin geeetech per la tua stampante che puoi scaricare qui http://www.geeetech.com/forum/viewtopic.php?t=17046 poi ti serve Arduino versione 1.0.6 o precedente che puoi scaricare dal sito di Arduino (è facile trovarla) , non usare versioni più recenti perchè non vanno bene Per la calibrazione devi modificare il file conguration.h , cerca questa sezione // default settings #define DEFAULT_AXIS_STEPS_PER_UNIT {80,80,2560,93} // MXL, Z M8=1.25, MK8 dove i numeri {80,80,2560,93} potrebbero essere diversi e si riferiscono in ordine ai motori x,y,z,estrusore (quello dopo le // sono commenti e non vengono elaborati) per cambiare i passi e quindi la lunghezza percorsa la formuletta è: nuovi passi =distanza che avrebbe dovuto percorrere per l'ordine dato/distanza effettivamente percorsa * i vecchi passi che hai nel file del Marlin Per la compilazione devi ricordarti di settare Arduino nella sezione ."strumenti processore" il processore AtMega 2560 Repetier o Cura devono essere chiusi se no ti impegnano la porta di comunicazione con la stampante. La programmazione dura un minuto o due ed è una procedure sicura. Il file configuration.h è quello che contiene tutte le personalizzazioni, per esempio è da li che inverti la direzione dei motori via soft e come file è facilmente comprensibile anche senza spiegazioni. Il materiale per la stampa 3d lo sto comperando integralmente su aliexpress. è vero ci vogliono 45/50 giorni per averlo ma a prezzi cosi bassi che costa poco farsi una scorta di tutto quello che serve. Per esempio le ultime ventole che ho preso le ho pagate 0.73 l'una spedizione compresa e ne ho preso 5 (queste ventole hanno le alette molto fragili è facile romperle lavorando sull'estrusore sopratutto quando sei poco pratico), Pro e contro di aliexpress. prima i contro uno è il tempo di consegna che in genere sta sui 45 giorni ma lo stanno abbreviando a 15 se spediscono col corriere 'aliexpress', se qualcosa non va te lo tieni che non va, rispedire materiale è troppo costoso, dappertutto dicono che puoi in questi casi provare a contrattare per avere una nuova spedizione o un rimborso parziale, io non ho mai usato questa opzione perchè si parla di cifre troppo ridicole per perderci tempo..Pro materiale a prezzi bassissimi ed identico a quello che comperi su Amazon ed Ebay o nei negozi fisici, fin'ora a me non è mai sparita nessuna spedizione. Statistiche su quello che ho fatto con Aliexpress ben 63 acquisti dei quali 7 sono ancora in viaggio (in perfetto orario, acquisti di fine agosto), e dei rimanenti 56 in un caso ci hanno messo quasi 5 mesi per la consegna (dal tracciamento penso colpa delle poste italiane che lo hanno prima portato in una città sbagliata, rispedito in cina e poi riconsegnato regolarmente), di uno si è perso il tracciamento nel trasporto ma mi è stato consegnato in perfetto orario e solo in 3 casi ho ricevuto materiale difettoso o delicato diciamo da buttare, per meno di 14 euro su un complessivo di 330 euro acquistati. La qualità media del materiale in genere è buona sempre che non si esageri a ricercare materiale super economico. Ps se hai le barre trapezie ci guadagni, in genere le si acquista dopo per sostituirle a quelle normali, in quanto dovrebbero essere migliori.
-
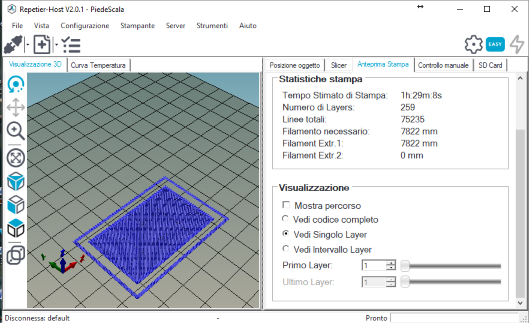
cura un problema del genere lo aveva dato anche a me e non mi ricordo bene come lo avevo risolto comunque: prova nella seconda foto a togliere la wipe tower e nella quarta foto tipo supporto metti nessuno comunque a vedere l'altezza del cubo che ottieni ho la sensazione che tu abbia barre trapezie ed il firmware regolato per barre normali, prova a far alzare l'asse z di 10 cm e misura con un righello di quanto si è effettivamente alzato. Se il problema fosse quello basta ricalibrare la stampante. Nel caso ti spieghiamo come fare, è abbastanza semplice. Per controllare che il primo layer dell'oggetto appoggi bene al piano usa queste impostazioni, questa funzione è molto utile per controllare se tutti i layer sono come previsto, sopratutto nel caso di oggetti complessi con fori interni. A parte il bell'effetto scultura quando vedi che va male la poi anche interrompere la stampa

-
Problemi con un .Gcode su Cura e Slic3r.
Alep ha risposto a Aldebaran94 nella discussione La mia prima stampante 3D
Ha sbagliato chi lo ha costruito ma non è un problema. Ti spiego stl tra le tante cose permette di segnalare a che scala di misure si riferisce (millimetri , decimetri metri etc) e quasi tutti i programmi di disegno non sfruttano questa possibilità e gli danno automaticamente la misura che si è utilizzato nel disegno. L'oggetto non viene ridotto come oggetto ma solo riportato nella scala sbagliata, quindi non perde definizione anche se è 1000 volte più piccolo. Grazie a Repetier Host lo puoi utilizzare lo stesso perchè Repetier include la possibilità, nel riquadro posizione oggetto, di variare la scala dell'oggetto (cosa che fa proprio agendo sul fattore di scala dell'stl) e quindi se gli dai un fattore 1000 avrai l'oggetto perfetto nella giusta scala. Dopo di che lo passi per Cura e sei a posto. Ti consiglierei inoltre di cancellare le discussioni doppie che hai generato ps probabilmente 1000 è troppo se lo porti a 100 la larghezza dell'oggetto è circa 40X25 mm, potrebbe anche essere che l'oggetto sia fatto in pollici e quindi vada moltiplicato per 251 -
tanto per chiarezza questo è un esempio di gruppo di trascinamento in alluminio, Vengono forniti completi di l'ingranaggio e cuscinetto ma possono essere utilizzati anche gli originali e le sue viti. Mentre motore, dissipatore, ventola e viti di montaggio si riutilizzano gli originali, con qualche difficoltà perchè la lunghezza delle viti che serve può essere leggermente diversa.
-
Informazioni da principiante
Alep ha risposto a Joshua1978 nella discussione Problemi generici o di qualità di stampa
Non ti posso suggerire alcun negozio perchè per la stampa 3d compero tutto su aliexpress tranne i filamento- La descrizione che dai del grippo trascinamento e del gruppo estrusore che nel bowden sono distinti e quindi facilmente individuabili è corretta. Per i problemi sul forum da quello che ho visto questo forum è tenuto su da un paio di appassionati che hanno fatto un lavoro gigantesco, ma sono appunto un paio e probabilmente la persona che segue il sito deve essere in ferie magari su un isola deserta. Ti consiglio di scrivere del tuo problema, che hanno anche altri e con modalità diverse anche io, nella sezione suggerimenti per il forum, l'ultima voce della lista e di pazientare qualche giorno perchè le ferie per sfortuna non sono eterne. . -
Le prime stampe sono sempre lacrime e sangue. Detto questo in ordine di probabilità 1) Hai controllato diametro filamento e ugello nello slicer? Nelle prime stampe il 90% dei problemi deriva da li. 2) Hai verificato che il pezzo sia appoggiato bene sul piatto?, Per fare questo, dopo che hai lanciato lo slicer, Repetier ti permette di vedere lo sviluppo del'oggetto layer per layer, verifica se il primo layer è disegnato bene (se è disegnato bene appoggia bene). Se l'oggetto non è ok scaricati un cubo da thingiverse. 3) Nello slicer nelle prime stampe lascia tutte le impostazioni come le propone appena installato che sono in genere già decenti. Controlla che 'altezza layer' sia a 0.2 e 'primo layer' a 0.3 sempre col punto decimale. 4) Aggiungi sempre lo skirt all'oggetto (gli anelli intorno all'oggetto) che permettono di capire subito se l'oggetto verrà appoggiato bene in tutte le parti. 5) Controlla che la regolazione asse z non abbia troppi giochi. 6) Non muovere la stampante una volta regolato il piano 7) A seconda del sistema di regolazione del piatto (in genere quando usa i dadi a farfalla) quando si regola il piatto lo si schiaccia con le mani e questo produce una regolazione farlocca che come si muove il piatto si sregola, In questo caso controlla e rifai la taratura. 8) Hai usato qualcosa per l'adesione del materiale?tipo lacca per capelli forte, colla stiker, nastro kapton , etc etc etc.
-
Informazioni da principiante
Alep ha risposto a Joshua1978 nella discussione Problemi generici o di qualità di stampa
Tieni presente che quello che rischi che si rovini nella stampante in una stampa con materiale non adeguato, anche con un semplice cambio di materiale, fondamentalmente è l'ugello, che può intasarsi anche in modo irrisolvibile, che non so nella tua stampante ma in genere ha un costo abbastanza ridotto. Io per esempio ho almeno 5 ugelli pronti di scorta e ritengo più pratico sostituirli che pulirli. Per il resto l'unico è provare il materiale, I fattori che fanno si che una stampa riesca bene sono parecchi, dall'adesione al piatto che è una problematica che varia molto da materiale a materiale a problemi particolari come, per esempio, con l'abs sui pezzi grandi dove c'è il problema della deformazione, risolvibile utilizzando l'asa al posto dell'abs o con la camera calda. La garanzia assoluta a priori che un materiale stampi bene credo la si possa dare solo con il pla, sempre che sia di decente qualità. In ogni caso ogni materiale, anche per il semplice cambio di colore, può richiedere una messa a punto fosse anche solo per le temperature ed eventualmente la velocità di stampa. Dato che la tua stampante si basa su slicer standard come Cura o Slic3r e come software di stampa Repetier in teoria puoi provare tutti i materiali tenendo sempre presente che ci sono materiali più facili e difficili. Discorso diverso hanno i materiali flessibili, come già detto, per i quali occorre anche un estrusore particolare che impedisca la flessione laterale del filamento dopo l'ingranaggio di trascinamento, modifica in genere realizzabile anche casalingamente. I quattro materiali citati sopra li dovresti poter stampare senza particolari problemi, -
Il telaio è ok, i punti deboli di quella stampante sono questi (cosi ti regoli meglio) Scheda di controllo Sanquinololu con Arduino atmega2560 4 driver per stepper motor, non consente di montare un secondo estrusore, in questo caso occorrerebbe sostituirla con altra scheda , per esempio la ramps, Costo della sostituzione abbastanza basso orientativamente sui 17 euro. Alimentatore da 15 ampere , stesso discorso nel caso si voglia montate un secondo estrusore, occorre un alimentatore minimo da 20 ampere ideale da 30.(15 euro circa) Gruppo di trascinamento in acrilico (almeno è cosi nella foto) è un gruppo proprio base base abbastanza scadente ed è bene prevedere la sostituzione dello stesso con uno di alluminio.(15 euro circa) (solo il modulo di trascinamento il motore e gli altri componenti vanno bene. Tieni presente anche che ultimamente la Geeetech sta consegnando in diversi casi la gt2560 (che può controllare 5 stepper motor) al posto della sanguinololu e il gruppo di trascinamento in alluminio anche dove è previsto quello in acrilico, ma non è una regola. Complessivamente per il prezzo che ha sembra essere un affare.
-
Queste stampanti sono vendute pronte all'uso (tutte le stampanti in kit non solo la Geeetech) ossia hanno già una calibrazione non precisissima per qui quando le monti puoi già stampare con una discreta precisione diciamo con un errore inferiore al 5%, La calibrazione serve se ti occorre alta precisione come nel caso di costruzione di pezzi meccanici o pezzi che si devono incastrare tra loro. Unica cosa è che con la Geeetech a volte, a seconda dei modelli, puoi ricevere una stampante con la direzione di qualche asse (in genere l'asse x) invertito questo perchè a seconda dei modelli cambia il montaggio del motore e l'elettronica non viene riprogrammata di conseguenza. In cambio il ribaltamento della direzione di movimento è un operazione rapida che può essere fatta sia da firmware (tempo necessario esagerando mezzora compreso i tempi di download anche per un neofita) che con una modifica banale ai cavi del motore interessato (tempo richiesto 5 minuti ed un ago). Non conosco dal vivo la stampante di cui parlate ma comunque si vede chiaramente dalle immagini che tutte le parti che non siano ultrasecondarie sono sicuramente in metallo. L'alluminio è importante per la struttura perchè è più rigido e meno fragile dell'acrilico che richiede particolare attenzione in quanto pur non essendo è fragilissimo è sicuramente fragile. Se per assurdo ti cadesse per terra al posto della stampante avresti un bellissimo puzzle. Con l'acrilico di conseguenza occorre anche parecchia attenzione durante gli spostamenti.
-
1) la hai lubrificata bene con vasellina tecnica? (in alternativa va bene anche la vasellina normale costa solo di più). Se scende solo e non sale hai probabilmente problemi nello switch di fine corsa asse z, controlla bene il cablaggio se i morsetti sullo switch (faston) sono balla balla stringili leggermente con una pinza. Puoi verificarne il corretto funzionamento dando da Repetier in manuale il comando M109 e vedendo se a switch premuto e mollato a mano cambia il messaggio che ti rende. Se non vedi i messaggi li puoi attivare col tasto in alto 'mostra log' Se non risolvi bisogna verificare la vref ma ne riparliamo se non risoli con le istruzioni già date. 2) Display, sei sicuro di aver inserito bene i due cavi piatti, di non averli scambiati tra loro? se ci dici che elettronica monti o ci fai vedere una foto ti diciamo come vanno messi. Il firmware non c'entra lascialo stare per adesso. 3) Prima inizia a stampare poi la calibrerai. Di base è già regolata decentemente. Poi la perfezionerai Come per il punto 1 verifica a mano col comando 109 se funzionano tutti i finecorsa. Verifica poi che nello slicer siano impostati il diametro del filamento 1.75 e dell'ugello (0.4 in genere ma verifica effettivamente cosa hai montato) assicurandoti che siano scritti col punto decimale e non con la virgola. Tutte la altre regolazioni dello slicer lasciale come sono, all'inizio vanno benone. Assicurati che il piatto sia livellato bene dopo di che poi lanciarti nella prima stampa e diventar matto per capire come far aderire il pezzo al piatto.
-
Informazioni da principiante
Alep ha risposto a Joshua1978 nella discussione Problemi generici o di qualità di stampa
I problemi che rendono una stampante incompatibile con i filamenti sono di tre tipi fondamentalmente Temperatura del piatto che deve poter essere adeguata al filamento sia per l'adesione che per ridurre l'eventuale deformazione del pezzo. Temperatura di estrusione in quanto deve poter raggiungere la temperatura adeguata al filamento, con l'eventuale raffreddamento convogliato sull'oggetto come è bene fare per il pla Il sistema di trascinamento e qui le cose si complicano, in quanto deve essere adeguato come forza di trascinamento e come presa sul filamento con il materiale utilizzato, problema che si presenta più facilmente con i filamenti caricati per esempio quelli con effetto Legno) Come pure per i materiali flessibili l'estrusore deve essere in grado di spingere il filamento, dopo l'ingranaggio di trascinamento, senza che questo si posso spostare di fianco rendendo vana la spinta. Il firmare ti può creare problemi solo se non ti consente la regolazione delle temperature cosa che avviene per esempio nella Da Vinci dove le temperature sono impostate nella cartuccia e non sono modificabili a mano. Inoltre devi tenere presente che sia il Marlin che i materiali con cui sono costruiti gli estrusori standard che noi usiamo consentono una temperatura di stampa non superiore ai 270 gradi (di fatto 260 utilizzabili) Poi esistono altre varianti che possono aiutare nella stampa di diversi materiali, come per esempio nell'abs la camera calda (non è altro che inscatolare a stampante anche artigianalmente e per il caldo in genere basta quello del piatto) Queste sono le regole diciamo generali sulla stampa dei materiali più comuni, poi su quelli più particolari non è difficile informarsi per vedere se hanno altre pretese come per esempio velocità di stampa particolari o sistemi particolari per l'incollaggio al piatto. -
Stampante Delta Flsun
Alep ha risposto a Lore82 nella discussione Problemi generici o di qualità di stampa
Ho fatto una piccola indagine su questo modello e (nulla di certo come sempre quando si tratta di 'cinese') sembrerebbe un modello ritirato dal commercio dalla fabbrica e ti spiego il perchè. 1) non risulta essere in vendita su quello che sembrerebbe essere il sito della casa 2) non risulta in vendita su nessun altro sito 3) l'unico sito in cui è citata in vendita ( di quelli che ho trovato io ) è questo https://www.gearbest.com/3d-printers-3d-printer-kits/pp_708163.html dove è 'discontinued' che in genere significa fuori produzione per cui ti consiglierei di indagare un pò prima dell'acquisto questo naturalmente non vuol dire che non te la vendano, ma se la fabbrica la ha effettivamente ritirata qualche motivo ci sarà. inoltre stai attento che per quello che dicono in quel sito (spediscono da cina) è soggetto alla dogana che ad occhio vuol dire circa il 30% di spesa in più. ps quando dico che non trovo questo modello intendo 'stampante con quel design e display' -
Estrusore MK questo sconosciuto
Alep ha pubblicato una discussione in Problemi generici o di qualità di stampa
In questi giorni per chiarire le idee ad un abitante del forum ho cercato di informarmi in modo un pò più approfondito sulle differenze tra i vari estrusori Mk7, Mk8 ,Mk9, Mk10 e devo dire che le informazioni che ci sono in giro per il web sono molto nebulose ed i vari fornitori le interpretano a modo loro, Sembra quasi che più che indicare un diverso estrusore indichino un diverso modello di stampante, e che quindi ogni produttore numeri le versioni del loro estrusore un pò a caso e quindi si stia perdendo il senso originale MakerBot dell sigla. C'è qualcuno più informato di me che può chiarirci un po le idee tra le differenze ( se esiste una regola) dei diversi estrusori della serie Mk dal Mk7 al Mk10 che sono quelli che si utilizzano oggigiorno? -
Aiutatemi a sistemare la mia Geeetech Prusa i3 prima che la frullo nel secchio
Alep ha risposto a sbricchesbrak nella discussione Problemi generici o di qualità di stampa
Partiamo dal trascinamento in alluminio: dal punto di vista pratico è identico dal gruppo in acrilico ma ha in più la possibilità di regolare la pressione del leveraggio sul filo che è quello che lo rende migliore rispetto a quello in acrilico, Ha anche una struttura leggermente migliore e più precisa dell'acrilico per cui il movimento della leva è meno soggetta ad attriti passivi. Vediamo adesso le innovazioni principali tra i vari MK per come le ho capite io, partendo dal 7 e tenendo presente che ogni marca poi le interpreta un pò a modo suo. Mk7 è il modello chiamiamo base, che è quello che montano tutte le nostre stampanti quando vengono vendute. Mk8 utilizza questo ingranaggio per il trascinamento che migliora di molto la 'presa' sul filamento., Mk9 non ha una vera e propria modifica stravolgente ma è una transizione tra l'8 ed il 10 come struttura generale. Mk10 il tubo in ptfe non si ferma nella gola ma entra dentro l'ugello e quindi elimina il gradino tra ugello e gola che è quello, dove se montato male o costruito male, si forma una camera dove si deposita del materiale che forma un tappo sopratutto quando si raffredda. Per il montaggio tutti gli estrusori si fissano alla gola se sono estrusori diretti o al motore se sono bowden. Nell'mk10 la gola ha un diametro maggiore per cui questa modifica prevede di allargare il foro di passaggio della gola. La gola non è che più è lunga e meglio è , diciamo che se è troppo corta è un problema perchè il suo compito, oltre quello di portare il filamento è quello di creare una camera di dissipazione che faccia si che all'ugello ci sia una temperatura di fusione e in zona trascinamento invece ci sia una temperatura relativamente bassa (in genere meno di 80 gradi) ed è per questo che vedi a volte anche elementi di dissipazione sulla gola. -
Aiutatemi a sistemare la mia Geeetech Prusa i3 prima che la frullo nel secchio
Alep ha risposto a sbricchesbrak nella discussione Problemi generici o di qualità di stampa
Consigliare non è facile, se non sei pratico l'ideale sarebbe un negozio in zona che ti consigliano anche, ma altrimenti puoi provare su siti come Ebay e Amazon, assicurati che abbia un gruppo di trascinamento in alluminio ti posto alcuni link solo per darti un'idea di cosa devi cercare e cosa non cercare link si 1) http://www.ebay.it/itm/Upgraded-single-Head-MK8-estrusore-0-4mm-Nozzle-for-Reprap-3D-Printer-/181699853312?hash=item2a4e27bc00:g:LKoAAOSwv0tVf~Op 2) https://www.amazon.it/Anycubic-estrusore-termistore-millimetri-stampante/dp/B01K4CHEJI/ref=sr_1_5?ie=UTF8&qid=1505381254&sr=8-5&keywords=estrusore+mk8 link no 3) http://www.ebay.it/itm/Estrusore-Extruder-MK8-per-stampante-3D-il-trasporto-Prusa-Mendel-I3-dalla-DE-/282004321681?hash=item41a8c47591:g:fH4AAOSwV0RXtrqF 4) http://www.ebay.it/itm/3D-Printer-MK8-Extruder-hotend-0-4mm-Nozzle-Latest-Upgrade-Print-Head-Prusa-I3-/282516708796?hash=item41c74eddbc:g:a4QAAOSwSzRZOkpi se guardi la differenza tra i due è nel gruppo di trascinamento (da cui esce la vite filettata), nel primo è color alluminio (normale o anodizzato) mentre nel secondo gruppo il numero 3 è nero perchè è in acrilico, se guardi il secondo link si vede bene nella seconda immagine la vite di regolazione della pressione sotto il filo rosso della ventola che in quello in acrilico manca. Il 4 pur essendo in alluminio ed ad un ottimo prezzo non ha il connettore rapido (quello col cerchio blu affianco alla vite di regolazione nel link 2 seconda immagine) che serve per l'ingresso del filo. Se prendi questo estrusore compera anche il connettore rapido che qui manca. Il numero due viene dichiarato come mk9 (il numero 9 indica la versione e più è alta e meglio è logicamente, senza entrare adesso nel dettaglio delle differenze) ma questi numeri vengono usati con molta libertà per cui non è detto che sia effettivamente un mk9 e le foto non consentono di vedere se lo è o meno. Se guardi bene le foto ha anche i connettori rapidi solo che al posto del cerchio blu ha il cerchio è bianco , è lo stesso logicamente,. Questi sono quelli che si utilizzano in genere con queste stampanti. Se posti qui il link di quello che sceglierai ti do un parere prima dell'acquisto.