
Alep
-
Numero contenuti
3.179 -
Iscritto
-
Ultima visita
-
Giorni Vinti
225
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Alep
-
Lascia perdere il reset del firmware L'errore mintemp in genere avviene se uno dei sensori non sta facendo il suo lavoro. Se tu guardi il display vedrai che per ogni temperatura ti riporta una situazione tipo questa 28/0° dove la prima cifra sta per la temperatura rilevata e la seconda per quella desiderata e se non stai stampando è normale che sia a 0. La prima cifra (28) dovrebbe quindi riportare più o meno la temperatura ambiente. Se uno dei sensori non sta funzionando bene li leggi 0 e questo vuol dire che hai un problema ad un sensore. Il problema può essere: Il connettore lato scheda che si è sfilato, il cavo che si è interrotto in qualche punto il sensore che si è rotto. Se hai un tester (anche quelli da supermercato da meno di 10 euro) puoi verificare se c'è continuità, letto cosi dovrebbe dare un valore intorno ai 100kHom Se hai il dubbio che la scheda sia rotta lo puoi verificare mettendo brutalmente in corto i piedini del connettore sulla scheda e dovresti leggere il valore di 358 gradi ed in questo caso scheda ed firmware sono ok Prova anche a stampare da Repetier mettendo in vista il grafico della temperatura invece dell'oggetto e vedi subito se ci sono problemi che compaiono come si muove il piatto/estrusore

-

Cambio Motore Asse Y Anet A8
Alep ha risposto a albemasci nella discussione Problemi generici o di qualità di stampa
Lo schema elettrico li riportato non ho la minima idea di che macchina sia, quello dell' open source è un mondo un po selvaggio dove ognuno, rispettando quello che è lo schema base, fa un pò quello che vuole. Al punto che per la discussione da cui riprendi lo schema postato, nonostante una ricerca di diverse ore su internet, non sono riuscito non dico a trovare lo schema della scheda interessata ma neanche uno che gli assomigliasse (uno dei driver manteneva la vref meccanica e nello schema sono tutti con la vref elettronica) Siccome il problema era spiegare il principio elettrico lo schema andava benissimo a prescindere di che macchina fosse La tensione viene misurata sul trimmer della vref, e non su un altro punto, perchè mentre sulla vref hai un valore stabile facilmente misurabile se la misuri in altre parti hai delle tensioni ad onda quadra difficilmente misurabili se non con un oscilloscopio che pochi possiedono. Per fare la misurazione devi rintracciare i piedini interessati degli integrati a macchina spenta (vedi nota dopo) e seguirli col tester per verificare se il condensatore scelto da te è quello corretto o nel caso trovarlo. Fare delle prove direttamente sui piedini degli integrati è praticamente impossibile e di conseguenza altamente rischioso proprio per la loro dimensione. Infatti tu sei andato a cercare il condensatore che consente una misurazione più agevole. La regola generale è: se i motori non perdono passi e non scaldano lascia tutto come è che vuol dire che è perfetto. Nota : lo schema riportato per la vref sull'integrato a4982 fa riferimento al piedino 12 mentre i chip utilizzati da Pololu a4983, a4988 hanno la vref nel piedino 17, invece il chip drv 8255 lo ha nel pin 12 e 13, devi controllare che integrato monta come stepper driver la tua scheda per sapere che piedino seguire. -
Prova a contattare willy12k ha una stampante usata pochissimo che sembra davvero molto interessante (per contattarlo gli puoi scrivere in privato dal menu messaggi, la bustina in alto a destra)
-
Distacco e ancora distacco e dopo distacco
Alep ha risposto a robmar77 nella discussione Problemi generici o di qualità di stampa
La vite filettata (gola) la trovi anche come ricambio singolo ma se hai il gruppo di trascinamento in acrilico (ossia di plastica nera) è una buona occasione per sostituirlo con uno di alluminio tipo questo in quando quello in acrilico non è un granchè. Non ha senso sostituire l'jntero estrusore. -
Per una volta anche io ho una domanda da principiante Da quando ho iniziato a stampare ho sempre e solo utilizzato slic3r trovandomi in genere abbastanza bene, Io stampo quasi esclusivamente ASA e progetto gli oggetti che mi servono in modo che non abbiano bisogno di supporti. L'unica cosa di cui mi sono sempre lamentato è poca robustezza degli oggetti stampati. Per esempio spesso i perimetri sono staccati dall'oggetto vero e proprio. E questo effetto fin'ora lo ho sempre attribuito al materiale. Io sono parecchio impegnato per mio lavoro (che non riguarda la stampa 3d) e approfittando del fatto che Agosto è un mese tranquillo mi sono messo a fare un pò di prove ed ho provato ad usare curaengine per lo slicing al posto dello slic3r Prima sorpresa, tempi di stampa dimezzati, cito uno dei miei oggetti con Slic3r 14 ore e 33 con 62,3 metri di materiale infill al 20 %, con cura. 6 ore e 46 con 42,8 metri di materiale. Seconda sorpresa gli oggetti (almeno quelli piccoli , adesso sono senza materiale e lo aspetto per fine mese per fare gli oggetti grandi) sono molto ma molto più omogenei e compatti che con slic3r. Ora che i tempi siano più bassi ed il materiale sia di meno è normale perchè cura con la sua struttura di riempimento a quadrati contro la strutture molto più piene che mi fa slic3r direi che è normale, ma quello che mi meraviglia è la maggior robustezza, come se il problema non fosse riempire gli spazi ma aumentare le superfici di adesione degli strati. Infatti con slic3r ogni strato ha angolazioni diverse e gli strati si toccano solo nei punti di incrocio, cosa che non avviene con cura dove i riempimenti, almeno per come lo ho regolato io, seguono sempre gli stessi percorsi. Cosa ne pensate?
-
Distacco e ancora distacco e dopo distacco
Alep ha risposto a robmar77 nella discussione Problemi generici o di qualità di stampa
Io non ho mai usato pla mi dispiace -
Distacco e ancora distacco e dopo distacco
Alep ha risposto a robmar77 nella discussione Problemi generici o di qualità di stampa
Siamo quasi a ferragosto, roby94 tarda (me lo immagino al mare con i piedi in acqua) intervengo io, mi perdonerà spero Con offset z intende la distanza che ci deve essere a inizio stampa quando la stampante mette giù il primo layer che è quello fondamentale per attaccare bene al piatto, Questo layer deve essere premuto sul piatto e non solo appoggiato se no il filamento non aderisce. Tutti quanti ti spiegano che questa taratura si fa col foglio di carta (quello normale universalmente usato nelle normali stampanti o nelle bollette della luce che ti arrivano a casa) che deve passare tra estrusore e piano facendo un leggero attrito, Questo sistema di misurazione capirai bene che non è di precisione ma è un ottimo modo per iniziare a fare una prima regolazione decente anche se sei inesperto. L'ideale sarebbe avere uno spessimetro ( sono quelle specie di coltelli sottili che usavano i meccanici per misurare il gioco delle valvole) ma il foglio di carta fa lo stesso egregiamente il suo lavoro. Con tempo e con l'esperienza userai il foglio di carta per la primissima regolazione di massima ma poi verificherai proprio sulla stampa se serve qualche ritocchino per avere il primo layer più o meno attaccato al piano. In questo è molto utili lo skirt ( i due o tre giri a vuoto che si fanno fare intorno all'oggetto prima di iniziare la stampa vera e propria) che oltre a consentite che ad inizio stampa il filamento sia già a regime permette di vedere se in tutte le posizioni il filamento ha il giusto spessore ( ossia se è schiacciato correttamente sul piatto, ne troppo ne troppo poco) e se aderisce bene dappertutto, Essendo un giro esterno all'oggetto che stai costruendo uno skirt perfetto ti garantisce un adesione perfetta di tutto l'oggetto. Tornando quindi all'origine siccome il pla non da grandi problemi di incurvamento e i sistemi di adesione che stai usando, sopratutto lacca e vetro sono quelli giusti, roby94 fa giustamente l'ipotesi che il tuo filamento sia solo appoggiato al piatto e non leggermente schiacciato su questo, di conseguenza ad un altezza eccessiva dell'estrusore all'inizio della stampa, ossia dell'offest z. Per incoraggiarti sappi che io a far attaccare decentemente la mia prima stampa ci ho messo quasi un giorno di prove. -
Distacco e ancora distacco e dopo distacco
Alep ha risposto a robmar77 nella discussione Problemi generici o di qualità di stampa
Roby94 ha ragione quella dell'altezza è una delle eventualità più probabili per questo tipo di problemi. io ho preso l'abitudine di fare sempre qualche giro di skirt proprio per verificare al volo con un dito ( o con una matita per chi ha le ditina delicate) durante l'inizio della stampa se aderisce bene e se l'altezza del primo layer è adeguata. -
Quali processi di stampa esistono attualmente? Quali tipi di materiali FFF/FDM esistono?
Alep ha risposto a Aldebaran94 nella discussione Hardware e componenti
Per il motivo per cui esistono due nomi per la stessa tecnologia leggi qui in italiano http://www.3dprint-av.com/public/PDF/1-FDM.pdf I principi di funzionamento del'estrusore direct e bowden sono identici La differenza tra direct e bowden è che nel direct il corpo motore e trascinamento sono montati assieme in un unico blocco mentre nel bowden il gruppo estrusore ed il gruppo motore e trascinamento sono separati e lontano tra loro e uniti tramite un tubo rigido e flessibile (tutti fanno un pò impropriamente l'esempio del funzionamento dei freni di bicicletta che tra leva e pinza del freno c'è il filo d'acciao dentro un tubetto rigido e flessibile) Nessuno dei due è migliore in assoluto sono semplicemente diversi ed hanno problematiche diversi. Il bowden è più adatto a filamenti rigidi mentre non è in grado di lavorare bene con filamenti flessibili, comporta meno peso sul carrello che regge l'estrusore ed occupa meno posto rubando di conseguenza meno area alla stampa sopratutto nel casi di estrusore doppio o multiplo. Secondo me da più elasticità al movimento del filamento aiutando il lavoro del motore e dell'ingranaggio di trascinamento ma riducendo l'effetto della ritrazione. Questa è la foto di un doppio estrusore direct e la seconda è la mia stampante che era direct singolo estrusore ed adesso è bowden doppio estrusore modificata in casa.
-
Distacco e ancora distacco e dopo distacco
Alep ha risposto a robmar77 nella discussione Problemi generici o di qualità di stampa
che materiale stai usando? -
I cinesi sono tutti altro che stupidi o incapaci di produrre qualità, la verità é che se uno chiede roba che costi poco quelli ti vendono roba che costi poco ma naturalmente non si può pretendere che sia un prodotto eccelso. Anche io inizio a dubitare che queste marche siano fondamentalmente uguali. Molto probabilmente sono solo 'assemblatori' di componenti che comprano già pronti sul mercato cinese, in effetti gli unici componenti per così dire personalizzati sono i telai ed il alcune occasioni le elettroniche che per altro se ne devi fare dal migliaio di pezzo in su non é neanche un problema ne di costi, ne progettazione o materiale ( tra le tante cose il progetto e realizzo anche circuiti elettronici )
-
Probabilmente hai scritto nella discussione sbagliata, poco male, Per prima cosa solo quello,il vecchio estrusore continua ad andare bene, basta aggiungerne uno simile, Quello che serve è un alimentatore che regga i due estrusori, di solito con un estrusore ti danno un alimentatore da 20 ampere (parlando di 12 volt se 24 volt gli ampere si dimezzano) mentre secondo le regole per 2 estrusori servirebbe da 25 amper (si compera da 30) Io ho risolto (male che vada se si brucia lo sostituirò) aggiungendo una ventola a quello da 20 ampere sulla parte di potenza (dove sono i dissipatori per capirci). Tra le tante cose mi occupo professionalmente di elettronica sia riparazione che progettazione da 40 anni e so bene quello che faccio. Poi serve lo staffaggio che regga il secondo estrusore. In genere si preferisce passare al sistema Bowden quando si aggiunge un secondo estrusore perchè è una soluzione che alleggerisce il carrello asse X e non ti fa perdere 3 o 4 cm sull'asse x di conseguenza all'ingombro del secondo estrusore. Le staffe si trovano già pronte di metallo o le puoi stampare senza problemi Occorre che la scheda elettronica abbia lo spazio libero per gli step driver ( gli schedinetti tutti uguali che si mettono sulla scheda) per il nuovo estrusore e logicamente serve lo schedinetto. Il software va riprogrammato, in genere tutte le case hanno già disponibile il Marlin pronto per il secondo estrusore. Quasi tutte le case madri vendono il kit pronto per il secondo estrusore ma non lo pubbliclzzano, bisogna contattare il venditore originale. Io lo ho fatto in casa comperando i pezzi sfusi. Altro non serve.
-
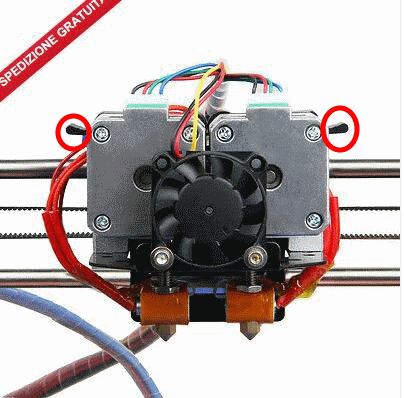
Per fortuna queste stampanti sono in continua evoluzione e noi non siamo i costruttori ma gente come te che ha la stampante chi per lavoro e chi per passione e quindi scopriamo le novità parlando con gente come te qui sul forum. Per cui non mi meraviglio che la vite a croce non ci sia più. Ti posto comunque l'immagine dell'estrusore e la posizione della vite a cui mi riferivo evidenziata con un cerchio rosso, Sui 0.3 millimetri non ti posso consigliare io, fino ad adesso ho usato solo 0.4 però che il filamento si arricci già a 180 non è proprio normale.
-
Anche la mia su ebay dalla germania Per altro mi sono fatto la convinzione che sia la Geeetech stessa sotto mentite spoglie per motivi commerciali.
-
Ben arrivato. Se hai domande, dubbi, curiosità chiedi pure il forum é qui anche per questo
-
Ben arrivato Alessio, se non sono indiscreto che stampante hai?
-
Buongiorno a te ragazzo, Se vai in configurazione di cura sezione filamento, la seconda voce è il flusso e da li puoi regolare in proporzione la portata generale. Modificalo di qualche unità Però in genere il problema che hai tu dipende da altri fattori qualcuno dei quali da te già ipotizzato. Qui ti elenco i principali: Temperatura di estrusione troppo bassa, non sempre il sensore termico è regolato perfettamente. Se volessi verificare la temperatura di estrusione puoi estrudere in aria alzando la temperatura di 5 o 10 gradi per volta fino a quando vedi il filamento arricciarsi, al che scendi di 10 gradi. Altezza layer troppo bassa, modifica l'altezza del layer (di base in genere sono regolati bene ma a volte nelle prime regolazioni capita di modificare questo parametro senza rendersene conto) Estrusore col trascinamento regolato male, Se hai il gruppo di trascinamento in acrilico stai attendo che smontandolo trovi l'unica vite con la testa a croce che è quella su cui ruota il leveraggio che preme il filo, in genere è stretta a morte ed in questo modo frena il leveraggio stesso, allentala leggermente.
-
Geeetech I3 pro b -problema asse Z
Alep ha risposto a maui83 nella discussione Problemi generici o di qualità di stampa
Meglio orate che spigole secondo me -
Asse z scalibrato
Alep ha risposto a FireOwl nella discussione Problemi generici o di qualità di stampa
Ricompilando il firmware puoi fare quello che vuoi, se segui questa strada ti guidiamo noi per le modifiche. Ma se hai la scheda difettosa controlla per prima cosa che non ci siano delle gocce di stagno o sbavature di rame appoggiate sulle piste, puoi provare anche a sfregarla con un vecchio spazzolino da denti e verifica che il connettore dell'asse z sia effettivamente saldato. Se cosi non risolvi se la stampante è nuova contatta il fornitore descrivendogli minuziosamente il problema compreso la prova sul connettore Z max. Non ti preoccupare della qualità dell'inglese, utilizza pure il traduttore di google e al massimo alleghi anche il testo in italiano. -
Geeetech I3 pro b -problema asse Z
Alep ha risposto a maui83 nella discussione Problemi generici o di qualità di stampa
Se usi Repetier o software di stampa simili puoi utilizzare la sezione comando manuale per verificare se gli switch funzionano correttamente inviando alla stampante il comando M119 e vedendo il risultato, questo a switch di finecorsa liberi e premuti (anche a mano) Molto probabilmente hai un problema nel cablaggio dello switch del'asse z Tieni presente che questi switch sono normalmente chiusi e quindi un un interruzione del circuito in qualsiasi punto comporta che vengono visti come se l'home z fosse sempre raggiunto. Controlla che i cavi siano inseriti nel giusto connettore della scheda, che siano collegati nei due connettori più esterni dello switch (ossia non utilizzare il piedino centrale) e se ballano stringi leggermente i connettori con una pinza e poi riinfilali. Nelle Geeetech è standard che l'asse x vada al contrario. -
Risposta più lunga Uguali di base lo sono , cambiano solo piccoli dettagli la prima anycubic sistema fissaggio cinghia a fascetta ( e non solo lei), ha la ventola di raffreddamento pezzo già presente ma il telaio non sembra da 8 millimetri (l'acrilico non è resistentissimo ed in genere si evita spessori sotto gli 8 millimetri), ma potrebbe essere come è fatta la foto, il comando display di vecchia concezione come in qualche altra stampante elencata (usa i 5 pulsanti invece della manopola ma il display è roba che non si usa mai o quasi) la quarta, la HICTOP (attualmente non disponibile) ha il telaio in alluminio che è sicuramente meglio di quello in acrilico (in genere il telaio in alluminio comporta sui 70 euro di spesa in più e te la offrono tutte le marche) ed ha di conseguenza il gruppo di trascinamento in alluminio, è una modifiche che nelle altre prima o poi dovrai fare se ne comperi una col trascinamento in acrilico. E' una di quelle modifiche da pochi euro che è da mettere in conto anche se non urgente. La non urgenza può far variare di moltissimo il costo dei materiali. mentre cosa curiosa nelle due Geeetech mentre la b che è più economica ha una meccanica inferiore (parlo dei cuscinetti) la b monta già il gruppo estrusore di alluminio e la pro x no, di sicuro è un problema di scorte di magazzino, la pro X viene venduta meno della b e quindi è più lenta negli aggiornamenti.
-
Risposta veloce e facile Io ho preso l'ultima la Geeetech Pro X , comunque poi mi guardo le varie stampanti e ti dico. Il link lo dicevo per te. In molti forum è vietato mettere link, in questo se non sono spudoratamente pubblicitari non ci sono problemi.
-
Tieni presente che sono incidenti 'normali' Queste stampanti sono tutte cosi simili che per inventarsi qualcosa di diverso sono sempre molto approssimativi e molto veloci nel descriverne i pregi esaltandoli parecchio. Come stampante va bene (ossia non è un pacco) è il venditore un pò approssimativo, Puoi anche provare a scrivergli per fugare eventuali dubbi. Comunque aspettiamo le prossime scelte. Per la dimensione del piatto stai attento che non basta un piatto grande per fare stampe grandi (questa frase mi ricorda una pubblicità di una ventina di anni fa) . Per il fenomeno del warping è difficile stampare pezzi grandi a prescindere dalla dimensione del piatto, Poi ci sono materiali in cui il problema è minore come nel pla o maggiore come nell'abs (nell'abs è già difficile stampare pezzi oltre i 12 cm di base), ma anche chi fa stampe professionali con queste stampanti per pezzi grandi oltre i 30 cm mi pare preferisca stamparli a pezzi e poi incollarli
-
Connessione geeetech I3 con Repetier
Alep ha risposto a Mariolino nella discussione Problemi generici o di qualità di stampa
Abbi pazienza riscrivi al fornitore e diglielo che ti ha funzionato una volta e poi senza modificare niente ha smesso di funzionare anche da sd -
Asse z scalibrato
Alep ha risposto a FireOwl nella discussione Problemi generici o di qualità di stampa
Tieni presente che nella Geeetech ( ed un pò in tutte quante) gli switch sono normalmente chiusi per cui è normale che coi cavi staccati ti dica che è TRIGGERED. Contrariamente a quello che viene da pensare Il contatto si apre quando la stampante è in home, normalmente è chiuso.e l'M119 lo segna come 'open' Essendo sempre triggered vuol dire che la continuità del circuito di home Z in qualche punto è interrotta. Non dici se è una stampante nuova o se è una stampante che ha già lavorato bene e poi si è aggiunto il difetto ma io credo che sia nuova per cui controlla: Che il cavo home asse z sia collegato nel posto giusto nella scheda Che i fili nello switch siano collegati ai connettori più esterni dello switch ossia non usare il piedino centrale Che connettori dei cavi (faston) dello switch non stiano balla balla nel caso li puoi chiudere leggermente con una pinza e poi reinserirli Se hai il dubbio che lo switch sia rotto puoi provare l'M119 utilizzando al posto dello switch una graffetta (per far fare contatto ai due faston) In ultimo se hai il dubbio che si sia rotto uno dei cavi puoi provare ad utilizzare i cavi di un altro finecorsa per intercettare il cavo guasto (stessa cosa potresti fare per lo switch). In queste diagnostiche sarebbe di grande aiuto, anche se non lo sai usare, te lo spieghiamo noi, avere un tester anche come quelli da supermercato che costano meno di 10 euro, Prego posticipato