alessino
-
Numero contenuti
319 -
Iscritto
-
Ultima visita
-
Giorni Vinti
19
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di alessino
-

Estrusore: valutazioni e domande agli altri utilizzatori.
alessino ha risposto a alessino nella discussione Problemi generici o di qualità di stampa
Ah ok, quindi quella famiglia di errori (MINTEMP, MAXTEMP) causano il blocco della stampa, buono a sapersi. Al momento con Octoprint sto risolvendo alla grande le cose che non mi piacevano molto del firmware di base, tipo appunto la possibilità di scegliere la temperatura di cambio filamento, ora la sostituzione la faccio impostando a mano la temperatura scelta ed estrudendo/ritraendo a mia discrezione. Per il cambio voglio vedere cosa produrrai, si va nel campo dell'alta ingegneria -
Estrusore: valutazioni e domande agli altri utilizzatori.
alessino ha risposto a alessino nella discussione Problemi generici o di qualità di stampa
@FabLab Padova : per quanto riguarda il controllo della stampante per ora ho risolto con Octoprint, che per altro mi permette di controllare da remoto lo stato della stampa (il mio laboratorio è al piano terra di casa mia, mi evito qualche giro di scale). Per il termistore: penso che avesse già avuto qualche problema in passato, forse il problema dei "vuoti" nei pezzi era per quello, il termistore andava in corto per qualche istante comandando l'abbassamento di temperatura dell'estrusore. Comunque, ora ho lanciato alcune stampe, vediamo come va... -
Estrusore: valutazioni e domande agli altri utilizzatori.
alessino ha risposto a alessino nella discussione Problemi generici o di qualità di stampa
Ok, di EPCOS 100K ce ne sono diversi modelli, ma cambiano solo i tempi di isteresi di solito e la precisione. -
Estrusore: valutazioni e domande agli altri utilizzatori.
alessino ha risposto a alessino nella discussione Problemi generici o di qualità di stampa
Tu riesci a confermarmi che il termistore è il NTC 3950? Grazie ancora! -
Estrusore: valutazioni e domande agli altri utilizzatori.
alessino ha risposto a alessino nella discussione Problemi generici o di qualità di stampa
@FabLab Padova Grazie! Appena ripristino il tutto provo il firmware nuovo. Ora ho dovuto smontare di nuovo l'estrusore perchè si era intasato di nuovo, a questo punto provo a pulirlo ancora altrimenti procedo alla sostituzione. Nel frattempo ho visto che smontandolo si è dissaldato un piedino del termistore, con l'occasione do una sistemata al tutto. Non è un problema mettere mano alla meccanica o al software, lo faccio quotidianamente per il mio lavoro, su altri macchinari (anche più complessi ), mi manca solo ancora l'esperienza diretta su come far funzionare questa di macchina... -
Estrusore: valutazioni e domande agli altri utilizzatori.
alessino ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, spero che con le ultime esperienze di ieri si sia concluso il "crash course" sul mio estrusore. Ieri ho iniziato un nuovo lavoro e devo stampare le parti in ABS. L'ABS scelto è quello di FiloAlfa, ABS premium, temperatura consigliata da chi lo usa 260°. Cambiato filamento passando da PLA Plastink a questo, sono rincominciati i problemi dei pezzi "vuoti" con diversi layer estrusi con il filamento molto sottile. Ho rifatto la procedura di pulizia dell'estrusore, stavolta passando anche al lavaggio nella macchina ad ultrasuoni, in un bagno di MEK... l'hot end è uscito come nuovo di fabbrica. Ciò nonostate i problemi si sono ripetuti ancora. A questo punto ho provato a capire cosa fosse e mi sono reso conto che il tubetto interno in PTFE si era ritirato all'estremità inferiore ed era molto annerito. In pratica si formava un disco di materiale tiepido tra l'estremità del tubetto e il canale di ingresso dell'hotend, che rallentava il flusso del materiale o in alcuni casi arrivava a fermarlo. Appena pulito l'hotend andava tutto bene, poi si insinuava di nuovo del materiale e raffreddandosi intasava il tutto. Morale, tolto il tubo, tagliato un tubetto nuovo (ne avevo fortuanatamente alcuni metri in laboratorio per altri motivi) ora pare andare tutto bene. Per lo meno ora penso di aver capito pratica alla mano, come funziona effettivamente il ciclo di estrusione del materiale. Rimane il problema che secondo me cambiare filamento con dell'ABS a 230° (la temperatura di cambio filamento Sharebot) rende tutto abbastanza complicato. C'è la possibilità di decidere la temperatura dell'estrusore in fase di cambio filamento? C'è la possibilità di settare la temperatura a piacimento a macchina ferma, un po' come si fa con i comandi "muovi assi"? Grazie! -
Estrusore semi bloccato o sporco?
alessino ha risposto a alessino nella discussione Problemi generici o di qualità di stampa
"Cambiare con troppa disinvoltura" cosa significa? Quando cambio filamento faccio sempre estrudere una notevole quantità di filamento nuovo, fino a che non rimane traccia del filamento precedemente caricato e poi ancora per un bel po'. Sui materiali scadenti, può essere, ho provato dello Smart ABS (dichiarato tale) dato in fiera a Milano, può essere stato quello a lasciare residui... Per il resto uso solo PLA Plastink da mesi. -
Straquoto @ushak
-
Estrusore semi bloccato o sporco?
alessino ha risposto a alessino nella discussione Problemi generici o di qualità di stampa
@leouz: sai che io non sono un drago sulle specifiche tecnologiche, però mi sembra quello che montavo sulle Prusa... si svita, dentro c'è il tubetto in PTFE, hotend e sonda sono nella stessa posizione, etc... Come ulteriore aggiornamento: ho dovuto rismontarlo di nuovo e stavolta ho svitato e pulito tutto, c'erano parecchie tracce di materiale carbonizzato ovunque, che probabilmente muovendosi andavano ad intasare a intervalli l'estrusore... -
Estrusore semi bloccato o sporco?
alessino ha risposto a alessino nella discussione Problemi generici o di qualità di stampa
Se ora il problema è risolto, dovrei aver risolto anche quello dei buchi nelle stampe, probabilmente sporco + estrusore diminuivano la quantità di materiale estruso lasciando i buchi... -
Estrusore semi bloccato o sporco?
alessino ha risposto a alessino nella discussione Problemi generici o di qualità di stampa
Fatto. Ho montato diverse Prusa e l'estrusore è identico. Svitato, scaldato, è uscito un tappo di roba sporca. Nel rimontarlo ho visto che c'erano dei residui anche sul pignone di trascinamento e ho pulito anche quello. Ora sto stampando, vediamo come va... Grazie a tutti! -
Estrusore semi bloccato o sporco?
alessino ha risposto a alessino nella discussione Problemi generici o di qualità di stampa
Non so come si chiami tecnicamente il mio estrusore... La stampante è una Sharebot NG. -
Estrusore semi bloccato o sporco?
alessino ha risposto a alessino nella discussione Problemi generici o di qualità di stampa
Ora sono entrato con una corda da chitarra da 0.3 nell'ugello ed è uscito un tot di schifo... sto provando a stampare del PLA per vedere se riparte. C'è una guida per smontare l'hotend?!? Grazie mille! -
Estrusore semi bloccato o sporco?
alessino ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, in un'altra discussione ho mostrato cosa mi succedeva ieri, con pezzi che avevano delle zone "vuote", come se il filamento facesse fatica ad uscire. Questa mattina la situazione è peggiorata, dovevo stampare dei pezzi in ABS ma non c'è stato verso, flusso incostante, scarsità di materiale, etc... A questo punto ho provato a cambiare filamento e nel caricare il PLA mi sono accorto che il filamento fa fatica ad entrare e il flusso è ridottissimo e inizia solo se spingo a mano il filamento nella camera. Spingendo esce un ricciolo molto sottile e che continua ad avvolgersi su se stesso invece di cadere regolare. Cosa mi suggerite di fare?!? -
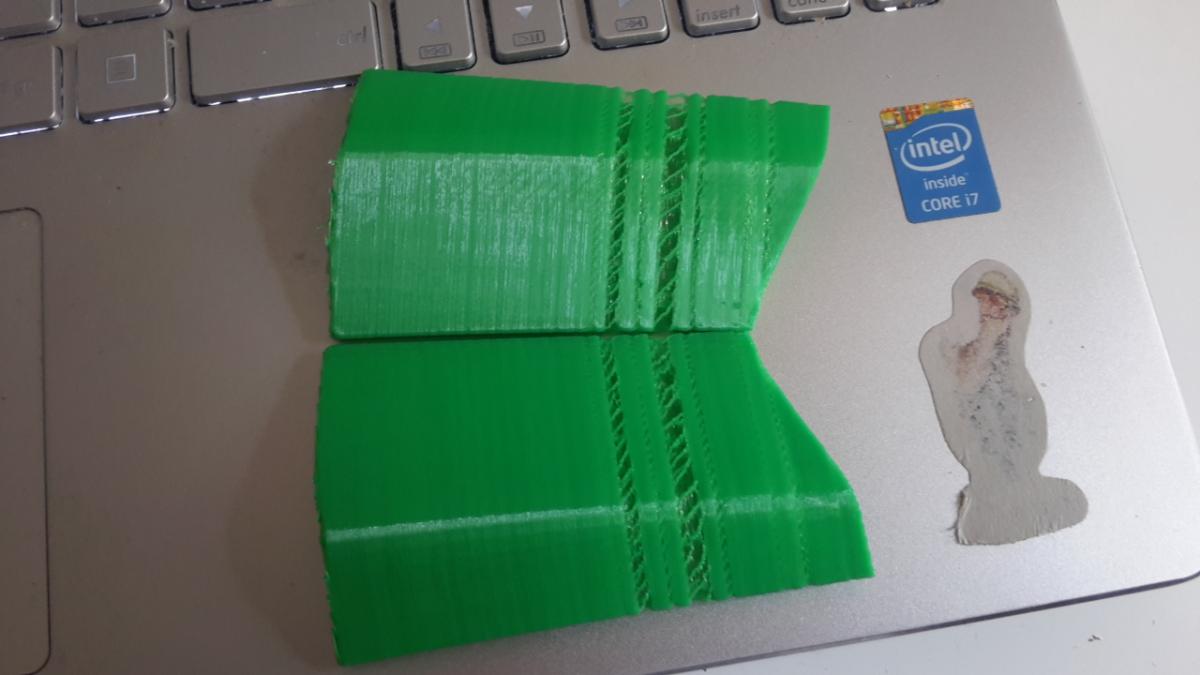
Anomalia in fase di stampa, sembra che manchino i perimetri!
alessino ha risposto a alessino nella discussione Problemi generici o di qualità di stampa
Penso ci sia un problema sull'estrusore... ora apro un'altra discussione. -
Anomalia in fase di stampa, sembra che manchino i perimetri!
alessino ha risposto a alessino nella discussione Problemi generici o di qualità di stampa
Ciao, stavo pensando anch'io al materiale... l'ha fatto nello stesso punto perchè i due pezzi sono stati stampati assieme Sono a fine bobina, potrebbe essere quello... comunque sta continuando a farlo anche sugli altri pezzi che sto stampando... -
Anomalia in fase di stampa, sembra che manchino i perimetri!
alessino ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, in questi giorni la mia stampante sta andando praticamente 24h su 24h, senza però nessun grosso problema. Stamattina ha finito di stampare due pezzi e me li sono trovati come nella foto! Dimensionalmente sono corretti, nel senso che l'altezza è esatta, sembra che manchino le pareti esterne e ci sia solo il riempimento... Ho provato a riguardare l'STL e il gcode generato con gcode visualizer, ma l'oggetto mi sembra pieno e con tutti i perimetri. Secondo voi cosa può essere successo?!?
-
Ooops... marcia indietro. E' nera? Allora forse non è epossidica ma uretanica, comunque cambia poco in fatto di tenuta e qualità dell'incollaggio
-
La bicomponente epoxy dovrebbe essere il collante migliore per il PLA, l'unica pecca è il prezzo, non proprio bassissimo.
-
Il motivo per cui si trovano poche informazioni in giro penso sia principalmente perchè il prodotto è nuovo e quindi ancora in fase di lancio. Non è "nuova" l'azienda che lo produce, che per quanto ne so fa scanner 3D industriali da sempre, quindi è il raro caso in cui un prodotto "nuovo" ha già una maturità notevole. Tu per cosa lo utilizzeresti?
-
Slic3r 1.2.6 experimental
alessino ha risposto a SimonR nella discussione Software di slicing, firmware e GCode
Quoto @i3D, per me è un prodotto "dellamadonna", usato dal primo giorno con la mia Sharebot, scaricata sempre l'ultima beta disponibile, qualche crash ogni tanto (molto raramente) massima produttività. Quello che ho notato è la continua evoluzione, ogni versione sensibilmente migliore della precedente, grande team, grande prodotto! -
Ciao @AlfaMosk, io ce l'ho e lo uso regolarmente. Il prodotto è eccellente e una volta fatta la mano sui settaggi di startup (che vanno rifatti solo in caso di modifica sostanziale delle condizioni in cui avvengono le scansioni) basta prenderlo, montarlo sul cavalletto (incluso) e iniziare a lavorare. Dal punto di vista dell'hardware (elettronica e nuts&bolts) il prodotto ha tutto, dalle camere alla brugola per montarle, ma quello che mi ha lasciato davvero più sbalordito è il software che viene fornito, che è un prodotto di gamma ben più che "prosumer". Ti allego due foto di un test e un lavoro che ho fatto con lo scanner, mentre a breve dovrei pubblicare un progetto completo in cui ci sono diversi pezzi acquisiti e riprogettati.
-
Dopo alcuni layers, quelli successivi sono spostati.
alessino ha risposto a alessino nella discussione Problemi generici o di qualità di stampa
Sisi, la bobina è libera di muoversi Però il filamento era spesso sovrapposto ed ingarbugliato, ora ho srotolato e riavvolto qualche metro di filamento (trovando diversi "nodi") ho rifatto alcune stampe ed è filato tutto liscio... -
Dopo alcuni layers, quelli successivi sono spostati.
alessino ha risposto a alessino nella discussione Problemi generici o di qualità di stampa
Verificherò, anche se da fermo mi sembra che la testa sia ben salda sulle guide, comunque riguardo bene i grani. Ho notato una cosa, che la bobina è particolarmente ingarbugliata e due volte ho trovato il filamento spezzato, probabilmente ci sono stati dei momenti in cui il filo faceva fatica a srotolarsi. Ora ho cambiato posizione della bobina e ho fatto 3 stampe senza problemi... vediamo. -
Dopo alcuni layers, quelli successivi sono spostati.
alessino ha pubblicato una discussione in Problemi generici o di qualità di stampa
Allego una foto di quanto mi sta succedendo ultimamente: In pratica, non sempre, dopo un certo numero di layers, sembra che tutto si sposti sull'asse Y di qualche millimetro. Le prime volte pensavo che il motore perdesse passi per inceppamenti del rotolo del filamento, ma in questa stampa ero presente mentre è successo e semplicemente l'estrusore ha iniziato a depositare spostato rispetto al layer sottostante. E' un problema che avevo già avuto in precedenza, poi sparito con alcuni pezzi e ora ricomparso. Voi avete qualche idea?