looka
-
Numero contenuti
419 -
Iscritto
-
Ultima visita
-
Giorni Vinti
12
Visite recenti




Obiettivi di looka
")





-
stampa inversa su orca slicer
looka ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
riesumo un attimo questo post. finalmente sono riuscito a stampare 2 o 3 colori sullo stesso layer con pausa automatica senza spreco di troppo filamento. ora avrei bisogno di un piccolo consiglio/astuzia... dopo il cambio filamento e successivo spurgo, l'ugello parte verso la parte da stampare con un ricciolo di filamento di pochi millimetri non depositato. questo a volte provoca danni. come faccio a fargli depositare tutto? io gli corro dietro con le pinzette ma non è vita... -
stampa inversa su orca slicer
looka ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
si infatti ho notato che tra torre di spurgo ecc. se ne va un mucchio di filo. vorrei solo riuscire a far si che si fermi in pausa e poi io scarico, carico e riprendo... ma non me lo fa... se metto m601 al posto di m600 cosa succede? -
stampa inversa su orca slicer
looka ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
quindi mi dici che senza emu devo mettere in pausa manualmente? pensavo che m600 mettesse in pausa e tirasse fuori il filo, poi cambiavo bobina, infilavo il nuovo filo e via... -
stampa inversa su orca slicer
looka ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
ce l'ho fatta, solo che ho dovuto mettere in pausa e fare il cambio colore a mano... la stampa è venuta bene ma vorrei riuscire a fare pausa e cambio colore senza dover smanettare... comunque sono già contento... grazie!!! -
stampa inversa su orca slicer
looka ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
si si... sto facendo a due colori, il tutorial ne riporta mille ma ho trovato solo quello. domanda, inserisco m600 in "code cambio strumento" perché funzioni il lucchetto dev'essere aperto o chiuso? te lo chiedo perché ho lanciato la stampa, mi ha interrotto giustamente la stampa al punto giusto, si è spostata per scaricare il filamento ma non mi ha fatto cambiare colore e ha continuato col filamento precedente... -
stampa inversa su orca slicer
looka ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
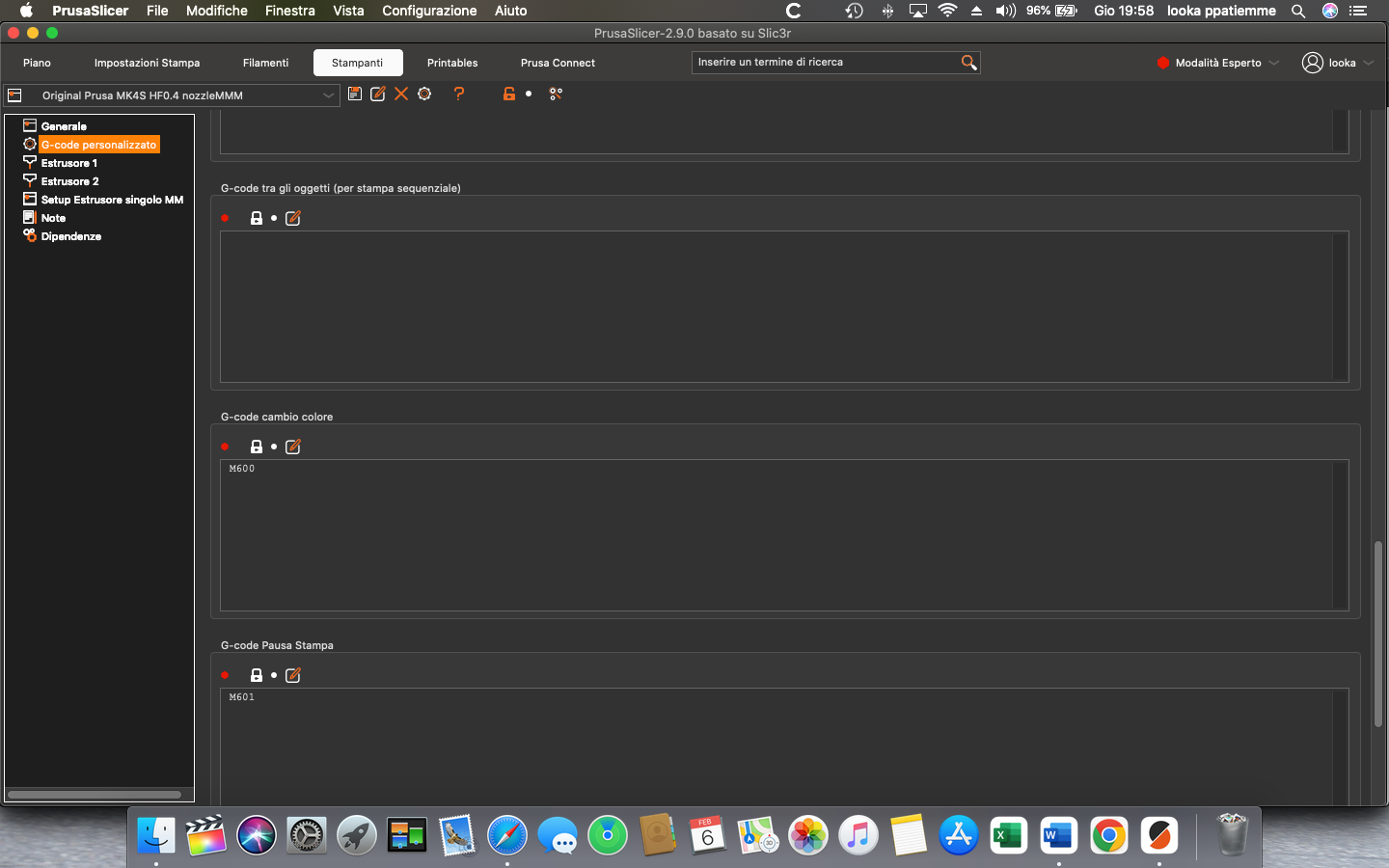
si... l'ho guardato più' volte ma te l'ho detto... sono abbastanza imbranato. se puoi guarda queste istruzioni che ho trovato in rete e fatto tradurre da google... ti metto in rosso cosa ho fatto dopodiché mi blocco (si il cambio colore m600 c'è già ma devo fare qualcosa affinché funzioni?) Istruzioni 1. Creazione di un nuovo profilo stampante ok Copia il tuo profilo stampante abituale, ad esempio "Original Prusa MK4S HF0.4 injection", e salvalo come "My Prusa MK4S HF0.4 injection MMM". ok Io uso "MMM" come acronimo per "Manual Multi-Material". Imposta "General >> Extruders" su 6 (o il numero massimo di colori che intendi utilizzare).ok Spunta la casella di controllo "General >> Single Extruder Multi Material".ok In "Custom G-code >> Tool Change G-code", inserisci il seguente codice: qua mi confondo... lascio semplicemente m600? {if previous_extruder != -1} M601 ; Pausa M400 ; attendi che tutti gli spostamenti siano completati ; notifica colore M117 Il colore successivo è { e qua??? voglio morire... (extruder_colour[next_extruder] == "#00FF00" ? "VERDE" :(extruder_colour[next_extruder] == "#FF0000" ? "ROSSO" :(extruder_colour[next_extruder] == "#FFFF00" ? "GIALLO" :(extruder_colour[next_extruder] == "#FFFF40" ? "GIALLO" :(extruder_colour[next_extruder] == "#0000FF" ? "BLU" :(extruder_colour[next_extruder] == "#000040" ? "BLU NAVY" :(extruder_colour[next_extruder] == "#80FFFF" ? "CIANO" :(extruder_colour[next_extruder] == "#00FFFF" ? "CIANO" :(extruder_colour[next_extruder] == "#00D0FF" ? "CIANO" :(extruder_colour[next_extruder] == "#0080FF" ? "AZZURRO CHIARO" :(extruder_colour[next_extruder] == "#FFFFFF" ? "BIANCO" :(extruder_colour[next_extruder] == "#000000" ? "NERO" :(extruder_colour[next_extruder] == "#999999" ? "GRIGIO" :(extruder_colour[next_extruder] == "#808080" ? "GRIGIO" :(extruder_colour[next_extruder] == "#E0C872" ? "CACHI" :(extruder_colour[next_extruder] == "#FF8000" ? "ARANCIONE" :(extruder_colour[next_extruder] == "#FF00FF" ? "MAGENTA" :(extruder_colour[next_extruder] == "#800080" ? "VIOLA" :(extruder_colour[next_extruder] == "#8000FF" ? "VIOLA" :(extruder_colour[next_extruder] == "#FF6600" ? "ARANCIONE" :(extruder_colour[next_extruder] == "#800000" ? "MARRONE" :(extruder_colour[next_extruder] == "#804040" ? "MARRONE" :(extruder_colour[next_extruder] == "#400000" ? "MARRONE" :extruder_colour[next_extruder] )))))))))))))))))))))))) }; G4 S4 ; attendi 4 secondi M600 {endif} Importante: assicurati di aggiungere almeno una riga vuota dopo {endif}! Questo codice legge il colore del filamento impostato per ogni estrusore ("Estrusore N >> Colore estrusore") e ne visualizza il nome sullo schermo LED. I colori elencati sono quelli riconosciuti, quindi usa solo questi colori nelle impostazioni di PrusaSlicer per ottenere suggerimenti significativi come "Il colore successivo è ROSSO" invece di "Il colore successivo è #FE150A". 2. Configurazione di "Configurazione MM estrusore singolo" Imposta i seguenti valori: Posizione del tubo di raffreddamento: 65 mm Lunghezza del tubo di raffreddamento: 15 mm Posizione di parcheggio del filamento: 15 mm Distanza di caricamento extra: -17 mm Volume di spurgo: 100 mm³ Note: Una posizione del tubo di raffreddamento è la distanza dall'ugello in cui il filamento viene retratto per raffreddarsi. Valori superiori a 65 mm possono causare inceppamenti, mentre valori inferiori creano macchie. La lunghezza del tubo di raffreddamento è la lunghezza per cui il filamento può muoversi nel tubo di raffreddamento. Ho scoperto che 15 mm è il punto ottimale. La posizione di parcheggio del filamento è la distanza per cui il filamento viene retratto prima che si verifichi la pausa. Valori inferiori a 15 possono causare trasudamenti, mentre valori superiori faranno uscire il filamento dal tubo dell'ugello e incepparsi. La distanza di caricamento extra, combinata con il valore nella posizione di parcheggio del filamento, assicura che il filamento si fermi esattamente a 2 mm dall'ugello per evitare trasudamenti. Il volume di spurgo è impostato su un valore inferiore a quello predefinito di 140 mm³, poiché il filamento viene spurgato manualmente durante il cambio filamento. Regola "Plater >> Volumi di spurgo..." per transizioni di colore specifiche, ad esempio: Bianco a nero: 20 mm³ Nero a bianco: 80 mm³ 3. Preparazione e stampa di modelli Nel tuo software CAD preferito, esporta tutte le parti raggruppate per colore in file STL separati. Esempio: tutte le parti bianche in un STL, tutte le parti nere in un altro, ecc. Trascina tutti i file STL in PrusaSlicer utilizzando il tuo profilo MMM. Quando richiesto, seleziona "Importa come un singolo oggetto con più parti". Assegna ogni parte all'estrusore corrispondente. * Imposta ogni colore dell'estrusore in modo che corrisponda al filamento effettivo. * Utilizza solo i colori elencati nella sezione G-code per notifiche accurate. In alternativa, puoi utilizzare la verniciatura manuale multi-materiale in PrusaSlicer o applicare modificatori di testo agli oggetti, assegnando a ciascuno un estrusore/colore corrispondente. Questo metodo consente di stampare modelli multi-materiale più semplici senza una MMU, utilizzando la sostituzione manuale dei filamenti, mantenendo al contempo stampe pulite e uno spreco minimo di filamenti. -
stampa inversa su orca slicer
looka ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
ok, dovrebbe essere qui... mamma mia che casinista che sono... ora dopo aver creato il profilo mmm "falso" e aver assegnato i due colori ai due estrusori (di questo non sono sicuro, vedremo cosa salterà fuori) nella lista delle impostazioni e dei filamenti non mi saltano fuori le varie alternative... cerco di capire...
-
stampa inversa su orca slicer
looka ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
grazie ad entrambi. rispondo solo ora perché non ho visto le notifiche... ho seguito anch'io questo e altri video e ho provato a seguire il tutorial del doppio estrusore ma mi blocco perché sono abbastanza imbranato... l'obiettivo è riuscire a stampare una medaglietta con la tecnica della stampa inversa. non posso usare fusion perché il mio pc è vecchio e non più' supportato. creo quindi due stl con thinkercad, li esporto singolarmente e li importo singolarmente in prusaslicer... a questo punto creo il profilo col doppio estrusore-ok primo problema... dove inserisco m600? per voi sembra banale ma io quella videata l'ho aperta ma non so da dove iniziare... poi devo assegnare ogni stl a un estrusore... non sono capace... non voglio annoiarvi o rompere le OO quindi capisco che non posso stressare più' di tanto... è che ho paura di toccare il gode e che poi magari la testina mi va a sbattere da qualche parte o altri danni... -
stampa inversa su orca slicer
looka ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
ciao, potresti spiegare ad un vecchio (di età) e giovane (di stampa) cosa intendi con trucchetto del doppio estrusore? grazie -
con una prusa mk4s non riesco a stampare pezzi abbastanza grandi, per esempio 20x10 altezza 5 cm (un cassettino) a più' di 70/80 mm/s... è normale? il problema non si presenta stampando pezzi più' piccoli e maggiormente articolati. avete esperienze in merito?
-
ancora sullo z offset...
looka ha risposto a looka nella discussione Problemi generici o di qualità di stampa
riproverò'. ti faccio sapere. grazie per ora -
ancora sullo z offset...
looka ha risposto a looka nella discussione Problemi generici o di qualità di stampa
mai usato ne vetro ne lacca... i comandi che mi hai girato li ho già provati un milione di volte ( l'M211 serve solo se hai il finecorsa z meccanico mi sembra) ma niente... sigh... -
ancora sullo z offset...
looka ha risposto a looka nella discussione Problemi generici o di qualità di stampa
Il sensore è questo Auto livellamento sensore di posizione con piastra di montaggio e viti per Anet A8 RepRap Prusa i3 DIY 3D Printer https://www.amazon.it/dp/B07C2YNWKC/ref=cm_sw_r_cp_api_i_VKQ2EbXN9J4EJ -
ancora sullo z offset...
looka ha risposto a looka nella discussione Problemi generici o di qualità di stampa
Lo farò! Statemi vicino😂😂😂 -
ancora sullo z offset...
looka ha risposto a looka nella discussione Problemi generici o di qualità di stampa
il mio problema è che qualsiasi valore inserisca da menu' o da simplify di offset non cambia nulla. ho provato ad inserire 0.5 e addirittura 5... ma niente. stampare stampo lo stesso perché vario l'offset da g.code era solo per capire il problema ed essere un pochino più' padrone della macchina. inoltre non sono più' capace di aprire il marlin, mi sarebbe piaciuto installare il 2 visto che sono fermo al 1.1.4... cos'è il babystepping?