roby94
-
Numero contenuti
145 -
Iscritto
-
Ultima visita
-
Giorni Vinti
15
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di roby94
-
La core di adryzz
roby94 ha risposto a roby94 nella discussione Problemi generici o di qualità di stampa
Il pla che sbava ovunque é il terrore...é il pla ... Fiöi mi tiro fuori dal volerla costruire per 4 motivi Mancanza di tempo Mancanza di spazio (un'altra 20 x 20 é inutile,grossa non do dove ficcarla) La terza fdm in effetti é di troppo (non ho piú la geeetech per sto motivo) Se riesco a piazzare a qualcuno anche la prusa steel e mettere da parte qualche soldino vorrei prendere un'sla... Rimango disponibile per "caddizzare" eventuali pezzi abbozzati su carta tra i ritagli di tempo libero e beh,non che sia giá ingegnere ma se posso essere utile per qualcosa son quí... Ps Che difficoltá incontri ancora marco? Mi ricordo che avevi anche aperto un topic da qualche parte per l'adesione,non mi ricordo se avevi provato l'abs juice o l'avevi solo preparato... -
ferramenta,brico,colorificio...insomma lo trovi un po' ovunque ,a me stando sulle % che ti dicevo prima mi rimane come nel video sotto,ed hem,in effetti mentre lo sgocciolavo mi son accorto di aver commesso un errore sopra...si parla di viscosità più che di densità (poco ci importa mi sa,ma andava corretto)... Un juice con una viscosità tipo vinavil di solito si usa come collante per abs...e cavolo se funziona bene!L'unico difetto è che una cosa del genere avendo poco acetone rispetto all'enormità di abs,ed evaporando in un attimo (soprattutto se spennellato) tende a solidificarsi subito e a farti accumulare montagne di abs solidificate in giro per il piatto anziché riuscire a stendere un velo più o meno uniforme,quando lo stenderai per le prime volte diventerà tutto meno teorico e capirai cosa intendo dire,anche con una mistura molto diluita se non sei veloce e preciso WhatsApp Video 2017-10-23 at 20.27.37.mp4
-
Guarda non c'è un trucco particolare,devi farlo premere...o sfasi l'altezza dell'offest (fatto anche questo per pezzi ornamentali),tipo che anzichè -0.1mm imposti uno -0.15,o fai estrudere più materiale.Col primo metodo ci metti un secondo,ma come contro avrai sempre un primo layer non corretto in altezza e quindi ti ballerebbe un po' di tolleranza sullo Z,aumentando la portata invece devi fare qualche prova per trovare quella giusta,io ad esempio mi trovo bene,e mi son sempre trovato bene,con un primo layer estruso al 125%.Per regolarti fai così,se man mano che stende il primo layer vedi il bordo interno frastagliato e senti un rumore di grattìo stai esagerando,se ciò non avviene sei sulla strada giusta... L'abs juice l'ho sempre fatto al 20-25 % di abs,% in massa (beh grammo più,grammo meno,non ho strumenti di precisione e non ci servono per questo ) così si deposita abbastanza abs ma la soluzione rimane sufficientemente liquida per essere stesa e non farla asciugare troppo presto.Prova magari con un pennellino a schiacciare l'abs e a "disfarlo",dovrebbe già essere dissolto abbondantemente in teoria.Chiaramente man mano che l'acetone dissolve si avvicina alla condizione di essere saturo,se esageri col ratio abs/acetone arriverai ad avere un acetone che non scioglie più e un abs gommoso,se pensi di essere arrivato a questa condizione non preoccuparti,puoi "scolare" l'acetone carico travasandolo in un altro contenitore e se non è troppo denso lo puoi usare così com'è,contrariamente lo puoi allungare finchè non diventa spalmabile...Ti raccomando occhiali protettivi e guanti quando maneggi l'abs,e se non lo fai in camera da letto con le finestre chiuse prima di metterti a dormire è meglio Per le Vref...cioè 0.9 o 9V?Non so la tensione che rilevi su ogni singolo pin dei driver,ma solitamente controlliamo il positivo sulla vitina e il negativo sul piedino ground (sulla scheda GND)...0.9V ci sta,9V non credo che siano lontanamente raggiungibili dai nostri driver,i miei a fondo scala arrivano a 1.5V,o giù di lì... Edit assumo che sia acetone al 100% ,i solventi per smalto che viene ancora chiamato "acetone" e che probabilmente tutti abbiamo rubato a mogli/compagne/sorelle/madri per le prime prove sono acetone free da anni...
-
Alep per favore aiutami con il Jerk della Geeetech prusa i3. Confronto tra firmware
roby94 ha risposto a Aldebaran94 nella discussione La mia prima stampante 3D
Per rimettere a posto le dimensioni basta fare un rapporto tra dimensione ideale e reale e vai a inserire il numero di step/mm corretto. Ti raccomando,cinghie tese e verifica sempre che gli assi scorrano bene per tutta la lunghezza,meno attriti/impuntamenti ecc hai,e più stai tranquillo Poi,le forze di inerzia che si generano nei cambi di direzione sono per definizione il prodotto di massa e accelerazione,o limi la massa,o l'accelerazione.Puoi abbassare le accelerazioni anche te sul nuovo firmwere per ridurre l'inerzia dei 2 assi principali (dello Z assumiamo che sia trascurabile dato che di fatto avanza e sta fermo per un intero layer?). Un altro parametro da tenere a bada é il jerk,o strappo,é un parametro derivato (letteralmente) dall'accelerazione e puoi fare qualche test se hai reimpostato come valore originale geeetech é cosa buona e giusta abbassarlo,i cinesi sono troppo ottimisti sull'indeformabilitá dell'acrilico Io mi fermo quí,son sempre stato avverso all'elettronica/compatibiltá softwere-hardware ecc. Credo che alep (che non riesco a citare) possa darti una soluzione ready to go -
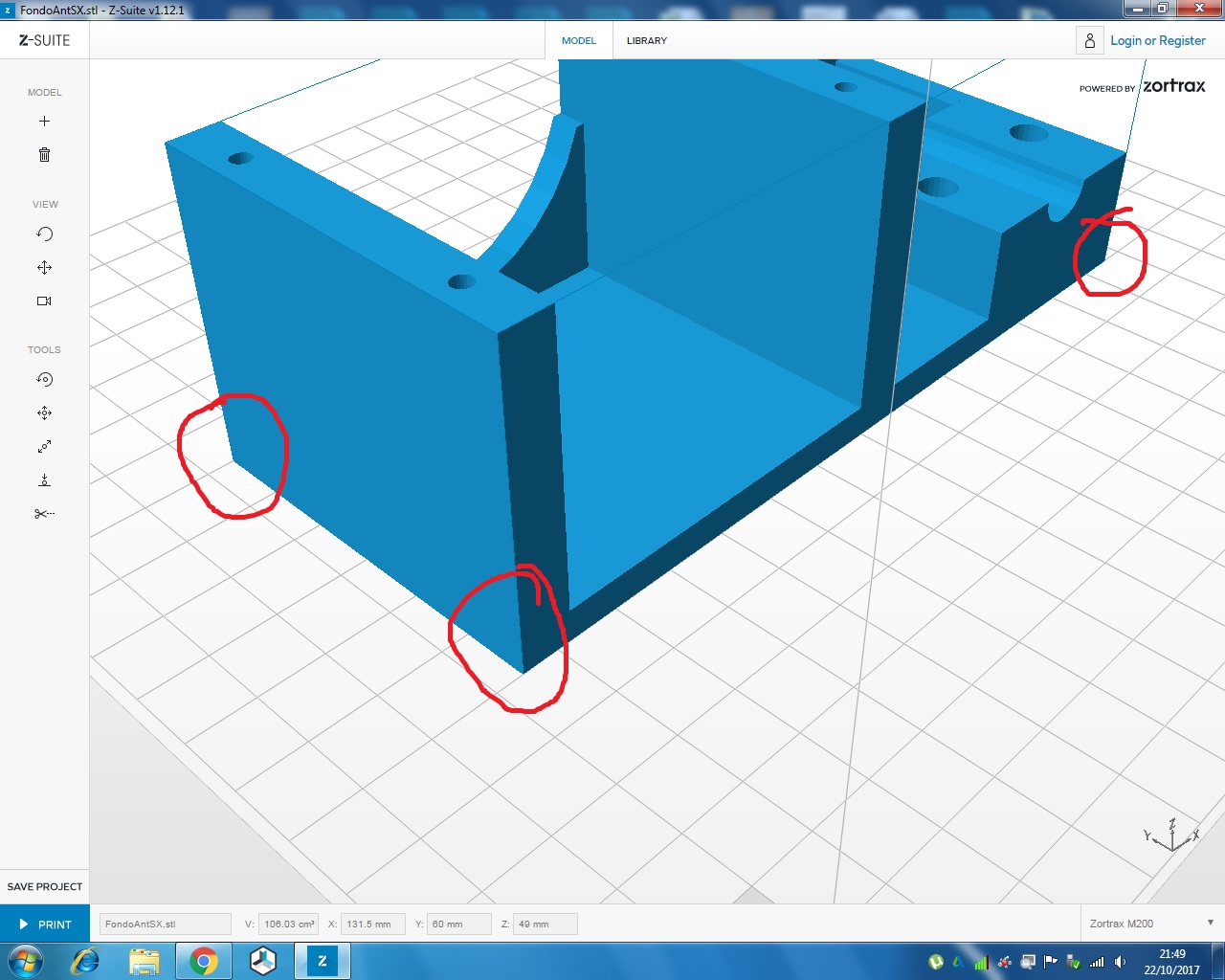
Faccio un'aggiunta perchè ho rivisto il file adesso (aperto e dimenticato ),se riesci raccorda sempre gli spigoli vivi,sono un bell'invito al warping

-
Da amante dell'abs confermo il suggerimento di alep,l'abs a differenza del pla non dev'essere adeso al piano ma BEN schiacciato,la differenza chiave sta nel fatto che il pla raffreddandosi passa direttamente da fuso a solidificato,mentre l'abs questa transizione avviene più gradualmente (diciamo brutalmente che rimane più "pastoso",siamo mica quì a scrivere un trattato ),si presta bene ad essere steso bello schiacciato e aderente al piano... Un effetto così,bello schiacciaticcio,ti permette di stampare ore e ore con un warping accettabile Questo invece per curiosità,è l'aggrappo di un raft,nota quanto si può effettivamente schiacciare sto materiale Acqua e zucchero te lo sconsiglio,agli inizi avevo provato con le bibite gasate (eh si...l'ho fatto davvero) ma dopo qualche ora ho constatato più volte che salta via tutto.Come collante mi son sempre trovato bene a usare l'abs juice (mistura di abs e acetone) steso con un pennellino sul piano,è simile alla lacca ma si stacca molto più agevolmente una volta raffreddato...Se proprio preferisci una soluzione più drastica potresti provare con del nastro kapton sul piano o se li vendono ancora con un foglio di pet,queste ultime 2 soluzioni non le ho mai provate perchè sono partito con una stampante che monta già stock un piano riscaldato,ma ho visto delle prove molto interessanti a riguardo...
-
Ma sai alep,ci avevo anche pensato di fare un frankenstein,ma già stampa 20 x 20,se mi pappo anche qualche decina di mm per l'offset diventa davvero piccola la zona stampabile. Niente.alla fine oggi pomeriggio ho ordinato il lite 6,non per altro ma ha lo stesso attacco del V6 e ci si mette un minuto ad aprire il carter del titan e passare da uno all'altro .
-
Vado per ordine,il bowden è lungo a occhio 50-60cm,ma l'ho fatto scendere in verticale tenendolo piuttosto lungo proprio per evitare curve strette e cose del genere,per curiosità sto stampando un nuovo carrello per passare a direct col titan,(voglia di provare qualche gommoso a parte ) sia mai che con un direct si recuperi qualcosina sul controllo del filamento... Peccato per il V6,l'avevo preso proprio per non aver rogne col ptfe (tipo che ogni tanto si gonfia,sempre ogni tanto va cambiato,e se lo tagli non perfetto cola ecc).All'occorrenza ho ancora un blocco intero MK8 che avevo preso di scorta insieme alla geeetech un annetto fa ormai,mi sa che male che vada rimonto quello e dedicherò la macchina allo stampaggio di quel materiale. E' confortante comunque sapere che in effetti non è un materiale "semplice",o meglio,ha molti vantaggi rispetto all'abs ma ci sono delle accortezze da prendere per stamparlo al meglio :)
-
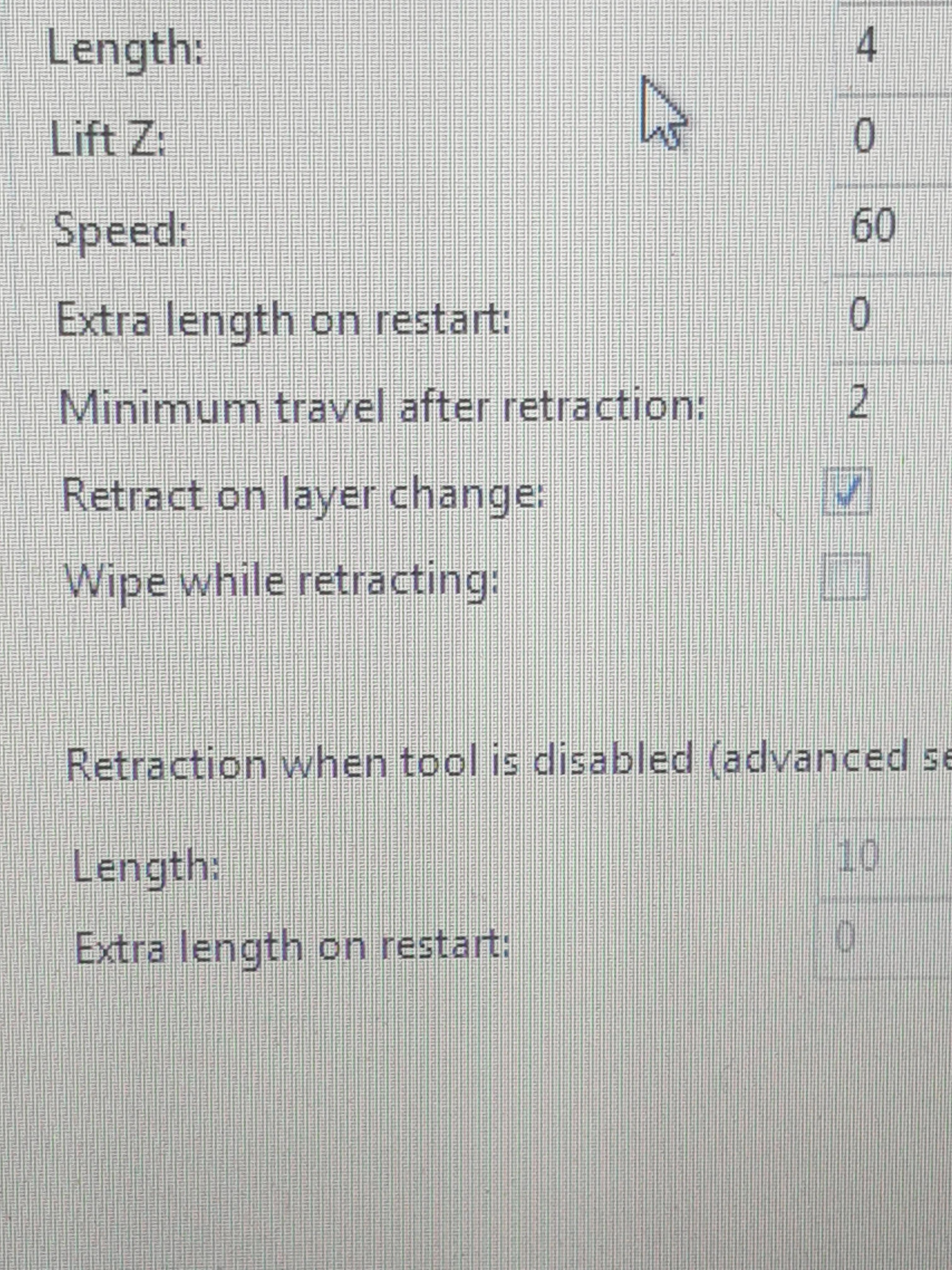
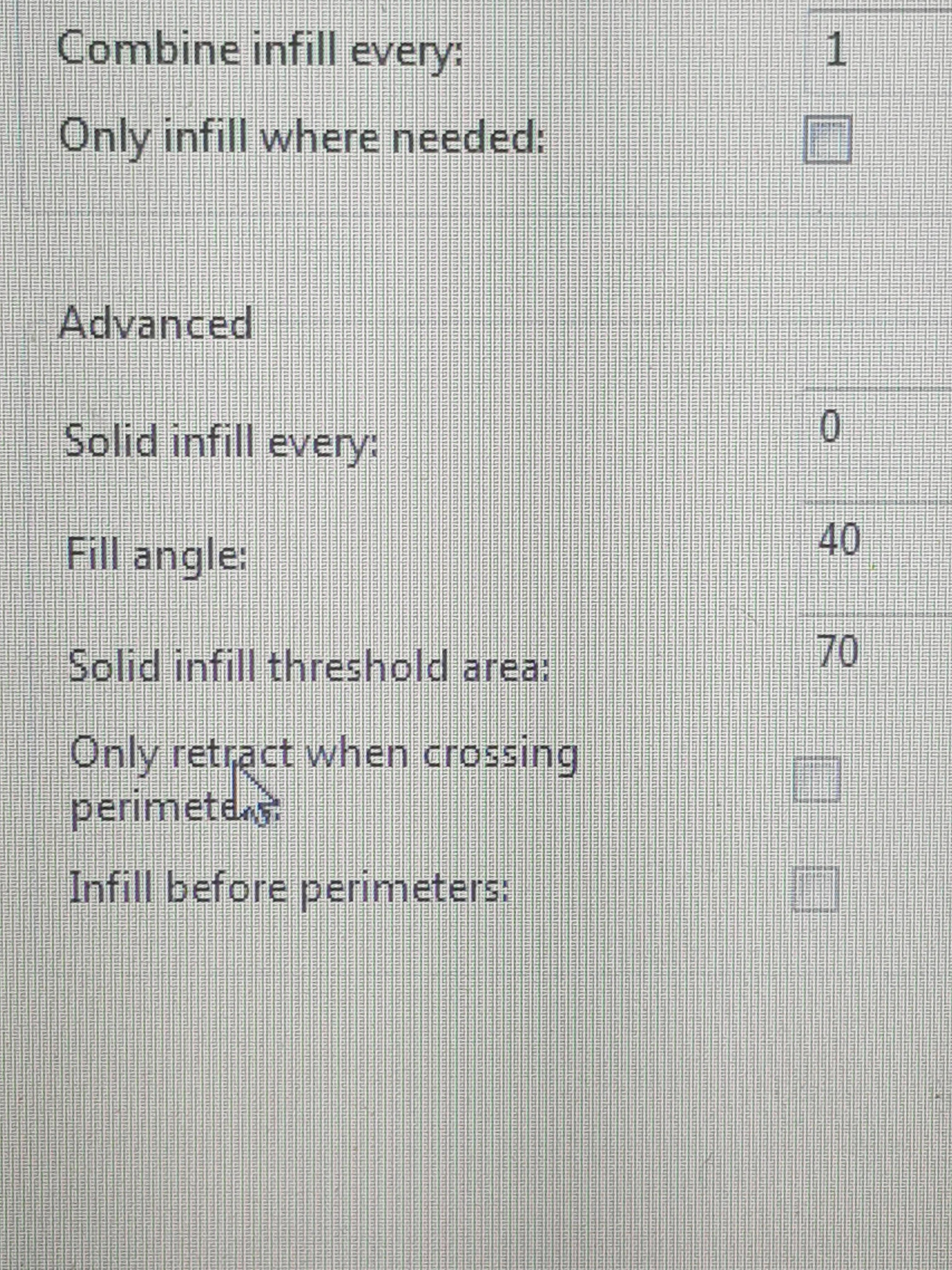
10 min...beh son quí,ora che ho riguardato le impostazioni non é che ho toccato tutto sto gran numero di parametri...prendilo come uno spunto comunque,la tua non ha sto gran bisogno Tieni conto che io partivo cosí (male male proprio) La ritrazione sul cambio layer c'entra fino a un certo punto,ma visto che tende a farti accumulare meno materiale anche sulle cuciture,io la abiliterei sempre e a prescindere,la trovi sotto i parametri della ritrazione Ma non copiare i parametri sopra,ho l'estrusore in bowden e ho dovuto incattivire di molto la ritrazione Poi ho depennato la voce puntata dalla freccia del mouse,in teoria non serve,ma visto che la precisione delle nostre stampantine é quella che é puó capitare qualche punto che sporge secondo me Il risultato,toccate ste 2 caselle,incrementata la travel speed e incattivita la ritrazione é cosí Stampato senza supporti né nulla(non per nulla é un torture test),il tuo caso comunque é nulla a confronto,immagino che comunque qualcosina puoi ottimizzare rispetto alle impostazioni stock...
-
Caso vuole che ci sto combattendo anch'io in questo preciso istante con quel problema (e il mio penso che coli davvero troppo con sto pla!),tra 10 min finisce la stampa di prova,carico quí una foto del risultato e ti posto esattamente cosa ho toccato tra i parametri.Premetto che ho un'altra macchina,ma magari riesco a passarti qualche parametro ready-to-go per risparmiarti qualche prova... Inoltre sull'ultimo topic che ho aperto @immaginaecrea mi ha dato varie dritte proprio su come evitare colature,filuzzi e annessi,se dai un'occhiata troverai un sacco di spunti interessanti :) La ventola e il fan duct che raffreddano il pezzo potranno confermarti tutti da subito che sono abbastanza d'obbligo per stampare pla bene,soprattutto oggetti piccoli,e ancora di piú se l'estrusore passa in punti adiacenti spesso...vedrai che comunque si monta il tutto in qualche min,la parte piú lunga é stampare il fan duct stesso
-
Dunque andiamo con ordine,per raffreddare uso una normalissima ventola da 40mm e un imbutone,se la metto al 100% posso toccare il materiale estruso dopo circa un secondo dalla deposizione senza avvertire nessun calore particolare,quindi per raffreddare raffreddo,per isolare ho montato "il pannolino" che avevo preso insieme all'estrusore che é proprio fatto in silicone. Sul lato materiale sono combattuto nel classificarlo. Nel senso,é da 12€/Kg,branded hobbyking,con l'abs mi son sempre trovato bene,nulla di diverso da un real abs rrw per mettere uno standard,forse la stampa in pla essendo un po' piú delicata la differenza tra un materiale schifoso,medio e premium la si avverte molto maggiormente... Lo stampo comunque a 190 C, la ritrazione é da 3.5mm (ripeto che sono in bowden :) ) e a 40mm/s,la velocitá di travel l'avevo lasciata a 100mm/s (ma immagino di poterla incrementare,é una steel) Posso fare ben poco per migliorare la situazione mi sa...inizio ad aumentare la velocitá di travel e vediamo se migliora qualcosa. E pensare che il V6 sulla carta dovrebbe stamparlo miracolosamente il pla avendo la cold end dissipata
-
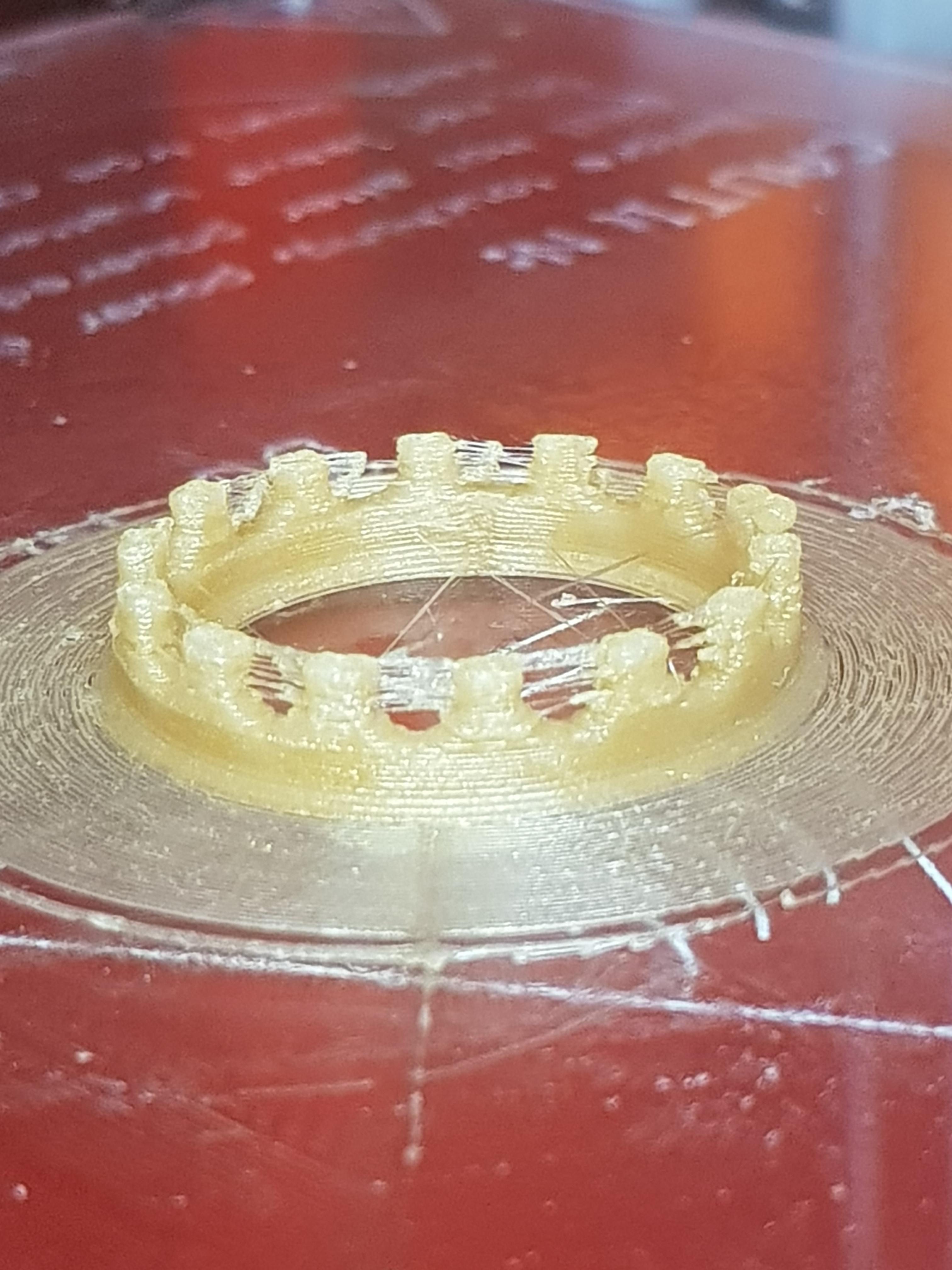
Salve a tutti,per curiosità sto provando a stampare col pla,non che non l'avessi già fatto,ma su questa macchina sarà la terza stampa che faccio con questo materiale,e ho notato cosa effettivamente non va. Mi sono accorto infatti che il sopracitato estrusore tende a colare molto (cosa che per inciso non fa usando abs come di consueto). Non so rapportare il mio "molto" ad altri estrusori,so solo che l'abs certe sgommate non le lasciava,lascio sotto qualche immagine per farvi capire l'entità della cosa,partendo dal primo layer,si vede che durante gli spostamenti perde del materiale su cui poi stampa il primo layer (che sono consapevole di dover smagrire) Qui invece si vedono in dettaglio l'effetto dei "pelucchi" che colando impattando sul perimetro esterno (i 2 oggetti sono stati stampati assieme) vanno a depositare delle imperfezioni continue Cosa che si manifesta anche su questo lato C'è qualche "tips & tricks" da adottare per stampare sto materiale?Può sembrare assurdo,ma sono partito con l'abs e ho sempre stampato quasi esclusivamente con quello. Ho anche il dubbio che possa essere il peso del filamento stesso in configurazione bowden a farlo avanzare quel pochissimo che basta per spingere fuori materiale e ho anche pensato di ristampare l'X in direct per avere un controllo più millimetrico sul filamento,ma non vorrei fare un lavoro inutile Penso inoltre che sia sufficiente poter ritrarre il filamento durante gli spostamenti ma non ho trovato nessun parametro da spuntare in slic3r che possa fare al caso mio,nel caso,c'è qualche comando in Gcode che potrei dare per far capire alla stampante che deve ritrarre se non sta effettivamente estrudendo?O eventualmente cura offre questa opzione? Ringrazio in anticipo chiunque riuscirà a darmi una mano o lanciarmi uno spunto sulla possibile risoluzione,inizia ad essere frustrante non riuscire a stampare quello che tutti considerano il materiale entry level
-
Problemino da risolvere...
roby94 ha risposto a Marco-67 nella discussione La mia prima stampante 3D
Dovrebbero essere M6 quegli innesti,però non ricordo il passo,se si avvita un nozzle sai che è un M6 passo 1mm -
Problemino da risolvere...
roby94 ha risposto a Marco-67 nella discussione La mia prima stampante 3D
Scusa per l'assenza e per fortuna che c'è alep!Caso vuole che ho messo mano ieri alla P3 per aumentare un pelo le accelerazioni (non ho mai cercato i limiti della macchina in realtà) e ti confermo che puoi toccare ogni parametro da repetier dalla schermata principale basta andare su configurazione-->configurazione firmwere EEPROM --> puoi settare tutto a tuo piacimento e ricaricarlo direttamente da lì nella scheda.Il tutto l'ho fatto a stampante connessa a pc e premuto il tasto "connetti" a sx,però controlla se puoi toccare questi parametri anche da lcd,il mio aveva smesso di funzionare quest'inverno,controlla che magari puoi farlo comodamente da lì :). Se posso darti qualche consiglio per l'abs,visto che utilizzo e ho utilizzato prevalentemente quello,se vuoi facilitarti la vita all'inizio opta per filamenti low retraction,poi quando avrai preso la mano riuscirai a stampare agevolmente bene pressochè tutto,e sto usando da 6 mesi per 9 stampe su 10 filamenti di hobbyking da 11 € e qualcosa/Kg per darti un'idea su cosa intendo per "di tutto". La prima cosa che farei è insarcofagare la stampante,la delaminazione,tipo quel mezzo asse X verde,è un problema abbastanza comune con una camera aperta,e nota che questo abs era paperdifferent,un materiale che reputo ottimo però da 28 eur / 750gr,quindi materiale premium e non,è abbastanza relativo se stampi oggetti voluminosi in una camera aperta (e magari con pareti sottili come nel mio caso).Il sarcofago non deve per forza di cose essere stagno,basta che sia chiuso,l'alimentatore e l'elettronica poi sarebbe buona cosa lasciarli fuori al fresco.Insomma,non impazzire con guarnizioni e cose del genere,non è necessario un lavoro simile :) . Se hai il comparatore ben venga,taralo con quello il piano perchè già warpano e warperanno sempre le stampe (soprattutto se hai spigoli vivi nel modello),con un piano allineato male le deformazioni iniziano ad essere importanti,al punto da rendere la stampa inutilizzabile,o peggio si potrebbe proprio staccare dal piano. Contro ogni logica,quando hai un lato ampio e uno stretto (ad es,una scatoletta di queste https://www.thingiverse.com/thing:399536) io mi son sempre trovato meglio a stampare con una minima superficie a contatto col piano e piuttosto lavorare molto coi supporti,sempre se dove il compromesso lo permette chiaramente.Nel caso della scatoletta sopra,la stamperei nello stesso verso della prima immagine anzichè sulla superficie maggiore offerta dal lato dietro. Brim/raft,personalmente li uso entrambi e li ho trovati un aiuto valido,il primo è efficace e intuitivo,e non devi impazzire.Una volta che imposti qualche mm di giro sei a posto.a Il raft l'ho trovato di maggiore aiuto,ma sulla prusa non riesco ad ottenere stampe pulite e raft perfettamente rimovibili,una delle cose che devo fare quando ho un attimo di tempo è osservare cosa fa la zortrax e scopiazzare al meglio i parametri per avere un raft perfettamente staccabile e una superficie impeccabile come primo layer.E' assurdo,sembra tipo di staccare un foglio Così,visivamente,ti direi che mi sembra cicciotta come stampa,ma potrebbe essere l'effetto del warping che fa schiacciare il materiale appena estruso contro l'estrusore e inganna l'occhio,prova a livellare bene il piano,le temp del piano sono quelle bene o male,prova magari a dare qualche giro di brim e se è accesa,spegni la ventola che raffredda il pezzo,l'eq "ventola con abs = peccato mortale" mi sono reso conto che non è vera in ogni condizione,ma per un pezzo del genere (sempre andando a occhio) sono più i disagi che può crearti che quelli che ti evita edit: Come al solito mi arrivano le notifiche in ritardo, ripuntualizzo che non vuol essere "un parlare sopra" quando scrivo 1Km di post sotto un post che da gli stessi concetti
-
Una sottoestrusione può essere una miriade di cose,andiamo per esclusione,senti qualche ticchettio o click mentre estrude?
-
La core di adryzz
roby94 ha risposto a roby94 nella discussione Problemi generici o di qualità di stampa
Beh sì,il secondo motore-accoppiatore-barra trapezia + 2 barre e cuscinetti fanno costare il tutto di più...però il risultato finale è spaventoso -
Problemino da risolvere...
roby94 ha risposto a Marco-67 nella discussione La mia prima stampante 3D
scusa per l'attesa,andiamo per ordine Il jerk tradotto a parole è in quanto tempo avviene un'accelerazione,non per nulla noi lo traduciamo con "strappo" e l'idea la rende abbastanza intuitivamente,è un parametro che trovi anche in repetier e lo puoi caricare anche da lì nella eeprom se lo usi :) Per quei tronchi che ti lascia a fine stampa non saprei come aiutarti sinceramente,cioè qualche bava rimane attaccata a tutti,ma non tutto quel materiale,mi verrebbe solo da chiederti se a fine stampa effettivamente smette di estrudere,ma sarebbe un caso più unico che raro :-/. Mi viene in mente anche che il valore che hai punzonato sull'ugello possa essere errato ma anche lì,avresti avuto problemi maggiori fino ad oggi... -
Problemino da risolvere...
roby94 ha risposto a Marco-67 nella discussione La mia prima stampante 3D
No,mai misurato,ma se ti riferisci alla ragnatelona che lascia sul pezzo è poca roba,è giusto materiale che in parte cola e in parte viene tirato proprio dall'ultimo punto depositato sul pezzo :) Alura,se ti riferisci agli angoli tutti disfati do per assodato che le cinghie siano belle tese,tieni conto "che tanto entra nell'hotend e tanto esce",in realtà non esce più materiale,viene depositato male...se non l'hai mai fatto e usi le impostazioni stock e i cinesi hanno ancora la brutta abitudine di non ottimizzare i firmwere che forniscono dovresti ritoccare jerk e accelerazioni (ma di solito è il primo a creare più problemi) per attenuare il fenomeno,come ti dicevo sopra,i cinesi tendono a dare le macchine con valori oggettivamente non gestibili poi dalla struttura,puoi prendere come campione di stampa questo https://www.thingiverse.com/thing:2138563 o questo https://www.thingiverse.com/thing:1366547 ,non vedrai miracoli ma qualche differenza in positivo sicuramente sì :) -
Problemino da risolvere...
roby94 ha risposto a Marco-67 nella discussione La mia prima stampante 3D
'Sera marco,non ci giurerei ma quello spigolo cicciotto ho idea che sia un cambio layer,potresti provare ad abilitare la radomizzazione della cucitura,non fa miracoli perchè anzichè avere una sola sporgenza avrai tante "caccoline" in giro per la stampa,ma è pur sempre meglio che avere un'intera zona che sporge...ah,e se non l'hai già fatto abilita la ritrazione sul cambio layer,aiuta in queste situazioni.Non conosco cura,ma immagino che offra un rendering dell'oggetto affettato,prova a dare un'occhiata a dove passa al layer successivo :) In secondo luogo,anche se c'entra molto marginalmente,se non l'hai già fatto puoi cercare di attenuare l'effetto dato dai cambi di direzione repentini che vedi sugli angoli toccando i parametri di accelerazione e soprattutto decrementando lo strappo (o jerk se preferisci all'inglese),diciamo che i cinesi tendono ad essere ottimisti sull'indeformabilità dei propri telai ,non si faranno miracoli ma qualcosina riesci a recuperare anche col frame in acrilico -
La core di adryzz
roby94 ha risposto a roby94 nella discussione Problemi generici o di qualità di stampa
Adryzz,se mi spiegate come si fa lo cambio anche il titolo! Tornando a noi,tra tolleranza superiore e inferiore delle trapezie che si trovano su aliexpress ci conviene usare una cinghia buona (provate a prenderne una in mano e a dar dei colpetti infinitesimi e decisi come se doveste depositare un infill per capire quanta ne abbiano in realtà),discorso diverso se dovessimo andare su madreviti di un certo livello ma è comunque fuori discussione. Poi per le vibrazioni si può usare un banale foglio di gomma industriale da frapporre tra il motore e il supporto (che comunque sarà già stampato...) anche se non ho capito che tipo di vibrazione dovrebbe trasmettere una cinghia,e come stabilizzi una puleggia (cuscinetti tutto alle estremità e in una struttura più o meno solidale?) se volete anche un sistema a doppi assi,doppi cuscinetti (cioè,8 sulla testa dell'estrusore),e "le solite cose che sarebbero meglio" posso mandare qualche dettaglio sul sistema xy della zortrax,che poi è un'ultimaker con doppi assi,nulla di nuovo nè...però c'è da fare un bel lavoro,e va sconvolto totalmente quasi tutto,non so nemmeno se ne vale la pena ribaltarla per una differenza che sul risultato finale dubito sia apprezzabile a occhio nudo,stiamo parlando di pulegge che rinviano delle forze in gioco che son ridicole,oltretutto cosa sono lunghe adryzz?Una 20ina di mm?Il centro delle pulegge spuntano a quanti mm a sbalzo?Poca roba suppongo,dubito molto fortemente che flettano facendo perdere tensione o risultando lasche nei cambi di direzione,sempre se era questo il dubbio di aldebaran :) Ecco ho ricevuto adesso la notifica,niente di quello che immaginavo -
La core di adryzz
roby94 ha risposto a roby94 nella discussione Problemi generici o di qualità di stampa
Ma mi sa che ti ho sempre e da sempre considerato con quella N in piú,forse abbinandolo inconsciamente al diminutivo di Andrea Beh,ormai per convenzione potremmo anche tenerla quella N di troppo all'interno di questo topic -
La core di adryzz
roby94 ha risposto a roby94 nella discussione Problemi generici o di qualità di stampa
Nulla sembravano grossi quegli stepper,mea culpa per i 23.Non mi rifersco a rigature,la P3 l'ho assemblata prima di natale e non hanno i minimi segni (e ci manca che se ne righi una,torna tutto in spagna da dov'é arrivato) mi riferivo più al solito discorso dei giochi e precisione in sé. Si,mii rendo conto di essere molto molto ma molto pignolo negli aspetti meccanici. Grazie adryzz,quando la faró tornerá utile quel servizio di taglio che nominavi -
La core di adryzz
roby94 ha risposto a roby94 nella discussione Problemi generici o di qualità di stampa
Leggo adesso,quello effettivamente é vero,ma il discorso era proprio cercare un ferramenta che sappia che tolleranze che hanno le proprie barre,che possa garantire che siano dritte e che sappia di che materiale sono fatte. Poi ci sarebbe da fare anche un discorso sui cuscinetti,avere barre che spaccano il micron ma poi avere dei cuscinetti che perdono le sfere nel montarli torniamo al punto di partenza. Quí peró sono ignorante,al di lá di skf non conosco altri produttori.E un set di skf costicchia... -
La core di adryzz
roby94 ha risposto a roby94 nella discussione Problemi generici o di qualità di stampa
Certo che aver lo spazio...si presta bene come struttura a fare una bigrap,sai no?quelle grosse da mezzo m a lato utile -
La core di adryzz
roby94 ha risposto a roby94 nella discussione Problemi generici o di qualità di stampa
Avessi un tornio e una fresa non avrei una stampante Domani comunque potremmo fare una bella ricerca su una ferramenta ben fornita che sia in grado di fornirne di diverse e con le varie tolleranze scritte belle chiare .