Marco-67
-
Numero contenuti
1.101 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Marco-67
-
Problema dimensionamento
Marco-67 ha risposto a Marco-67 nella discussione Problemi generici o di qualità di stampa
Arieccomi... dopo aver paciugato un po' di tutto per trovare la causa che non mi fà calibrare l'asse X durante una prova ho notato come spinge il tubicino del Bowden e mo non so' come risolvere. Il tubo di PTFE è molto rigido e comunque lo metto o per la X o per la Y è un impedimento tranne se lo metto sopra ma poi lo diventa per la Z.... Proviamo sopra! -
Artillery stampe sfilacciate e poco resistenti?
Marco-67 ha risposto a Aamon nella discussione Problemi generici o di qualità di stampa
a me quando fà così è la temperatura troppo alta provare qualcosa di piccolo non ti costa nulla -
Artillery stampe sfilacciate e poco resistenti?
Marco-67 ha risposto a Aamon nella discussione Problemi generici o di qualità di stampa
nell'ultima foto si vedono dei sfilacciamenti di filamento sottilissimo è giusto o è un'impressione? -
Artillery stampe sfilacciate e poco resistenti?
Marco-67 ha risposto a Aamon nella discussione Problemi generici o di qualità di stampa
si quello lo avevo capito... meglio che controlli pero' temperatura e diametro -
Artillery stampe sfilacciate e poco resistenti?
Marco-67 ha risposto a Aamon nella discussione Problemi generici o di qualità di stampa
hai percaso cambiato filo ultimamente? hai controllato diametro filo? comunque un controllino alla temperatura lo farei... -
Artillery stampe sfilacciate e poco resistenti?
Marco-67 ha risposto a Aamon nella discussione Problemi generici o di qualità di stampa
hai controllato che 210 di temperatura sia veramente la temperatura giusta? -
Problema dimensionamento
Marco-67 ha risposto a Marco-67 nella discussione Problemi generici o di qualità di stampa
@Truck64Arieccomi dopo una serie di prove e controlli... @Killrob dopo quello che hai scritto sul mettermi l'anima in pace che tanto le FDM son così mi hai solo dato un nuovo pensiero.. perchè son così? Mentre quello scritto da @Truck64 sull'utilizzo di penna e blocchetto jonson mi ha fatto pensare. Poniamo di avere un cubo 20x20 Step/mm 80 e misuriamo 19.9x19.9... sistemiamolo 80/19.9x20= 80.40 nuovo step/mm pero' ora supponiamo di avere 150x150 sempre step/mm 80 e misuriamo 149.9x149.9 80/149.9x150= 80.05 nuovo step peggio ancora se facciamo l'asse Z che avendo step/mm 400 la differenza è maggiore, in effetti stiamo misurando un qualcosa di impreciso per tanti motivi, è plastica fusa, errore umano di misurazione etc. Che ho fatto? Prima ho preso 2 pezzi stampati da buttare e incollati fra loro, misurati e usati come blocchetto Jonson poi, ho stampato due cubetti 10x10 a distanza di 150mm, ho misurato e sistemato la X, poi ho girato a 90° e rifatto la stessa cosa sulla Y. Il risultato è stato che la Y è apposto su pezzi grandi e piccoli mantiene la dimensione mentre sulla X no! è saltato fuori che ho un problema sulla x praticamente perdo 0.4 da pezzo grande a pezzo piccolo cosa che invece la Y non mi da. Le cinghie sembrano apposto, le guide pure.... boh Fatto stà che dopo un gg di prove penso che il metodo di @Truck64 sia il più veritiero in quanto ha eliminato molte cause di errata misurazione. -
Non capisco i Jerk
Marco-67 ha risposto a Marco-67 nella discussione Problemi generici o di qualità di stampa
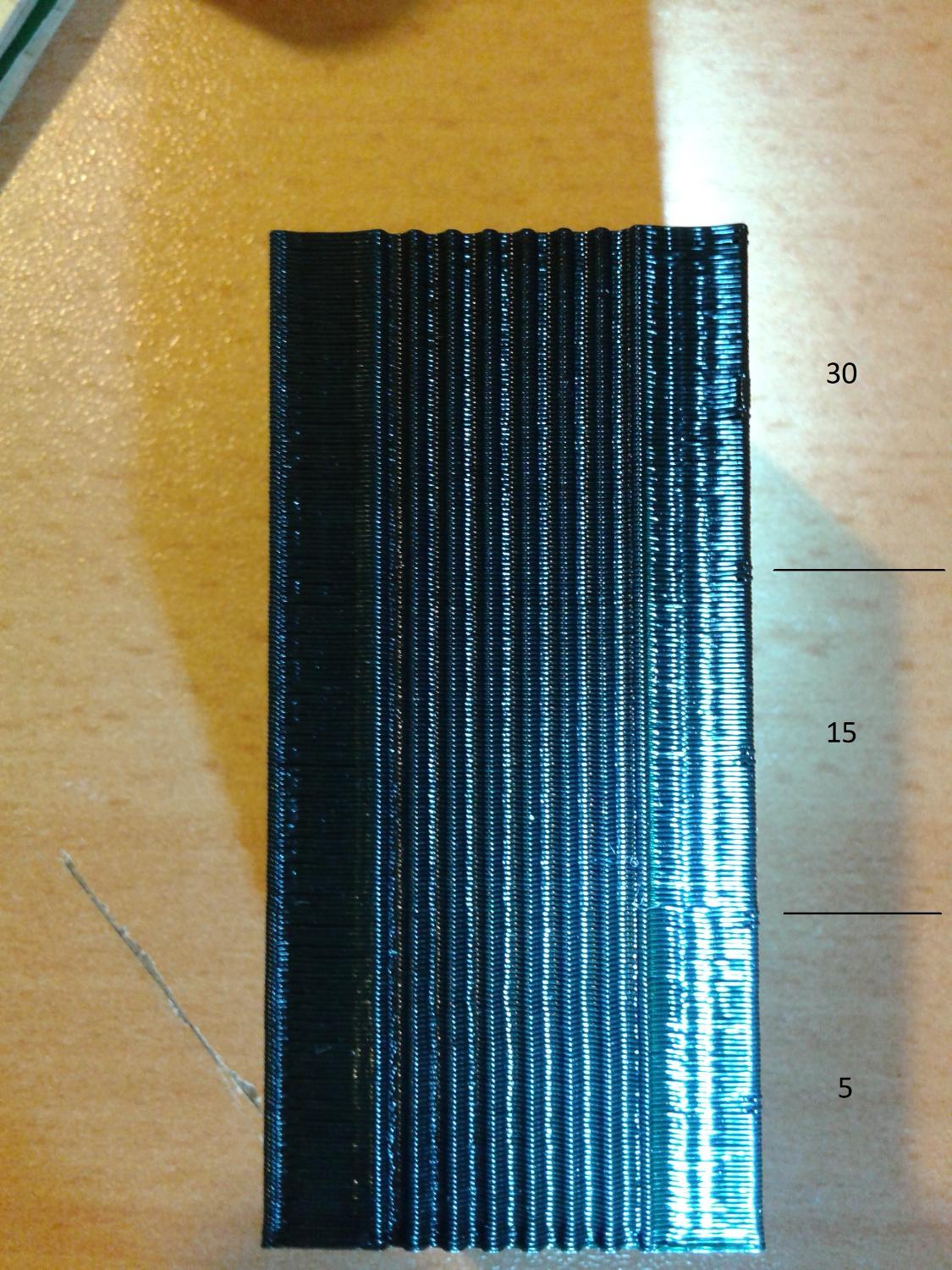
si si e si vede anche ma talmente poco che per me è trascurabile. si vede nelle rientranze delle gole (si @mcmady infatti guardo le gole sulle scritte non si vede praticamente nulla) la 15 sembra più lineare quindi lascio i miei 20 e amen -
Non capisco i Jerk
Marco-67 ha pubblicato una discussione in Problemi generici o di qualità di stampa
ok so cosa sono e a cosa servono ma non mi ci ero mai messo davvero, quindi sono andato da Help3D e ho preso il test jerk apparte il cambio da 5 a 15 io grandi differenze non ne vedo e se dovessi scegliere... boooo
-
Problema calibrazione flusso Creality cr10s5
Marco-67 ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
comincia a mettere apposto l'altezza poi ristampalo senza toccare x e y -
Problema calibrazione flusso Creality cr10s5
Marco-67 ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
e la spiegazione dov'è? cubo 20 20? altezza? ugello usato? altezza layer? Fatti tutti i controlli? diametro filo, temperatura di estrusione, avanzamento filamento flusso 100%? -
Problemi di stampa
Marco-67 ha risposto a Michele. nella discussione Problemi generici o di qualità di stampa
ok... c'è un problema pero'. tu ora hai vincolato la vite nel punto superiore, hai già anche il vincolo del (chiamiamolo) punto centrale (che sarebbe la chiocciolina sull'asse orizzontale) e infine il terzo vincolo che è il motore. Prima non essendo vincolata nella parte superiore aveva la possibilità di muoversi (se la guardavi dall'alto magari faceva movimenti circolari) ora bloccandola devi assicurarti che motore e chioccciola siano in asse altrimenti quando la chiocciola si avvicina al motore trova maggiore resistenza e magari ti dà quel fastidio... come la controlli? sblocchi la vite dal motore e vedi se, tirandola fuori e di nuovo dentro, è centrata nel foro oppure se devi aiutarla ad entrare. Questo ovviamente a z molto bassa. Se invece questa prova l'hai già fatta... uffffff -
Problema calibrazione flusso Creality cr10s5
Marco-67 ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
se ti spieghi bene e scrivi esattamente quello che hai messo e metti anche una foto è meglio... -
Flying bear ghost 4s non si accende
Marco-67 ha risposto a white_ninja nella discussione Problemi generici o di qualità di stampa
accidenti... e quindi mo che facciamo noi? -
Problemi di stampa
Marco-67 ha risposto a Michele. nella discussione Problemi generici o di qualità di stampa
ma poi hai messo l'accrocco per la barra filettata dell'asse Z? e come è andata, meglio? -
Problema calibrazione flusso Creality cr10s5
Marco-67 ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
mica tanto standard se hai messo flusso a 50% stai ripetendo lo stesso errore e continui ad abbassare il flusso -
Problemi di stampa
Marco-67 ha risposto a Michele. nella discussione Problemi generici o di qualità di stampa
mi fidavo anche prima 😂 -
Problema calibrazione flusso Creality cr10s5
Marco-67 ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
1mm su 150 ti darebbe un estrusione al 50%? fossero 75 su 150 pure pure -
corretto pure il mio
-
Problema con aggiornamento firmware Creality Ender 3
Marco-67 ha risposto a Azgana nella discussione Software di slicing, firmware e GCode
che il firmware è sbagliato, deve scaricare quello giusto -
Problemi di stampa
Marco-67 ha risposto a Michele. nella discussione Problemi generici o di qualità di stampa
poi controllala bene non capisco se è grumoso o grattato ma visto che si trattano dei primi 2 mm poi va migliorando man mano che sali darei una occhiatina all'asse Z da 0 a 5mm -
Problema dimensionamento
Marco-67 ha risposto a Marco-67 nella discussione Problemi generici o di qualità di stampa
se proprio devo dirla tutta il mio divertimento è mettere mano alla stampante, usarla sinceramente la uso poco e niente però mi viene anche da pensare che infondo siam qua e proviamo a dare consigli ai meno esperti. Io per primo 3 anni fà ho imparato qua e grazie ad Alep ed altri ho fatto un pochetto di esperienza e mi sembra doveroso dare informazioni il più giuste possibili. Infatti intervengo solo nei post dove so almeno qualcosina altrimenti me ne guardo bene, vedi ad esempio le stampanti a resina... meno male che c'è Fonzy e se le fà tutte lui 😂 -
Problemi di stampa
Marco-67 ha risposto a Michele. nella discussione Problemi generici o di qualità di stampa
la ventola si accende dal 2° layer al 100%? -
Vuoti nei pezzi stampati
Marco-67 ha risposto a Pietro_96 nella discussione Problemi generici o di qualità di stampa
mi spiace ma non uso Cura ma non toglie il fatto che è umido quindi la stampa non è del tutto veritiera te la sei solo aggiustata. Quando cambierai filo ti cambierà tutto -
Problema dimensionamento
Marco-67 ha risposto a Marco-67 nella discussione Problemi generici o di qualità di stampa
vorrei ribadire il mio punto di vista... non è che sto' facendo ciò per avere le misure straperfette, è solo per conoscere meglio la mia stampante. Quello che ho evinto (azz ho usato il termine evinto) da queste prove è che fare il cubo per calibrare la stampante è di fatto errato. Io per primo facevo quello ed ero molto soddisfatto ma se facevo una figura con foro centrale, mi stampava a misura la parte esterna ma il foro lo faceva 0.4/0.5 più piccolo... tutto qua.