marcottt
-
Numero contenuti
6.025 -
Iscritto
-
Ultima visita
-
Giorni Vinti
128
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di marcottt
-

migliorare stampa PETG
marcottt ha risposto a fedefer nella discussione Problemi generici o di qualità di stampa
È il parametro complementare alla ritrazione. Ovvero se ritrai 5mm non è detto che poi spingi 5mm, magari spingi 6mm (suona strano..) Inviato dal mio tablet utilizzando Tapatalk -
Come sbobinare e riavvolgere un filamento?
marcottt ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Beh se te lo fa anche con il filamento libero è già chiara la questione.... Inviato dal mio tablet utilizzando Tapatalk -
migliorare stampa PETG
marcottt ha risposto a fedefer nella discussione Problemi generici o di qualità di stampa
CON CAUTELA [emoji1787] è perfetta per i piccoli fili.. Per blob ti consiglio tronchesino e i tool di "deburr" (un oggetto strano ma utile, costa 4 soldi), è praticamente un manico con una specie di S metallica per pulire i bordi dei tagli. Inviato dal mio tablet utilizzando Tapatalk -
Come sbobinare e riavvolgere un filamento?
marcottt ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Scusa.... Ma la bobina è annodata oppure no? Perché un estrusore ha comunque una forza di tiro considerevole.. Se la bobina è annodata puoi tirare quanto vuoi.... Ma se non è annodata mi sembra strano possa creare problemi più di tanto.... Inviato dal mio tablet utilizzando Tapatalk -
Qualcuno ha mai disegnato qualcosa del genere?
marcottt ha risposto a valfus nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Immagino lo sa ma in fusion puoi parametrizzare una immagine come riferimento canvas, ovvero se metti una immagine, e se dentro ad essa ci sono 2 punti di distanza conosciuta, fusion360 ridimensiona tutta la immagine esattamente. Inviato dal mio tablet utilizzando Tapatalk -
migliorare stampa PETG
marcottt ha risposto a fedefer nella discussione Problemi generici o di qualità di stampa
È una forma un po' particolare che favorisce quei difetti.... Tronchesino e pazienza direi.. Anche una piccola pistola aria calda da 20 euro ti aiuterebbe a pulire Anycubic kossel linear plus, Inviato utilizzando Tapatalk -
Problemi aggiornamento firmware
marcottt ha risposto a Damiano nella discussione Software di slicing, firmware e GCode
Eh si non è gradevole come cosa, ma dato che non so aiutarlo per ora passa... Anycubic kossel linear plus, Inviato utilizzando Tapatalk -
migliorare stampa PETG
marcottt ha risposto a fedefer nella discussione Problemi generici o di qualità di stampa
forse io sono abitato male con il mio bowden, ma tutto sommato non mi sembra così terribile... Sulla mia lo considererei accettabilissimo -
Come "parcheggiare" stampante e filamenti tra una stampa e l'altra
marcottt ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Eh si... Dovremmo decidere come gestire questa cosa una volta x tutte. Io ho un bowden con anche y x dual material, quindi arretrando 150mm lo tiro via (in ordine) dal nozzle, dalla gola, dal breve bowden e dalla y. È ancora in grande parte dentro bowden e dentro il meccanismo di spingifilo. Questo mi consente di non eccedere nell avere filo libero in giro (che tra l'altro mi rovina "l'imbobinamento" della bobina) ma anche di tirare via tutto quando arrivo senza scaldare nulla. Inviato dal mio tablet utilizzando Tapatalk -
Qualcuno ha mai disegnato qualcosa del genere?
marcottt ha risposto a valfus nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Non capisco, non puoi modificare il tuo file? Tra l'altro è un ottimo modo x imparare... Inviato dal mio tablet utilizzando Tapatalk -

-
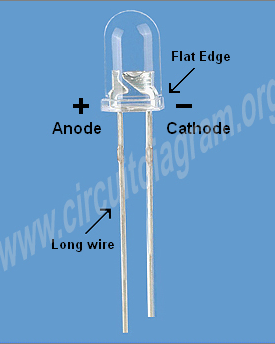
Hai un link o una descrizione del bed? Il bed immagino riceverà direttamente la 12v/24 o quello che è perché non ha senso limitarlo. Probabilmente una piazzola preleva la tensione per la resistenza che la porta ad un altra piazzola isolata dove un piedino del LED prenderà tensione (ridotta dalla resistenza) e l'altro piedino sarà a massa. ATTENZIONE che i LED hanno un senso (ovvero un + ed un -) Inviato dal mio tablet utilizzando Tapatalk
-
E soprattutto rapido nel rispondere [emoji1787] Inviato dal mio tablet utilizzando Tapatalk
-
Come "parcheggiare" stampante e filamenti tra una stampa e l'altra
marcottt ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
al sottovuoto stavo pensando anche io... è che ci vogliono anhce sacchetti un po' spessi e non so se poi la bobina sta ancora dentro la sua scatola, ed a me piace averle ordinate -
Come "parcheggiare" stampante e filamenti tra una stampa e l'altra
marcottt ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
No arretrato 150 è ancora dentro bowden ma fuori da estrusore e la Y del dual material. Si posso muovere materiale a nozzle freddo (ho disabilitato check per estrusione fredda perché noioso quando preparo stampante soprattutto x 2 materiali) Inviato dal mio tablet utilizzando Tapatalk -
Ma quanto è largo il pezzo? . Io in questi giorni sto stampando delle specie di piastrelle lunghe 180 larghe 53 e alte più o meno 10 mm. Li devo stampare "di taglio" e francamente sto faticando molto a tenere basso imbarca mento.... A dire il vero il brim l'ho rimosso perché non aderisce (cioè aderisce ma dopo un po' si stacca). Forse leggendo te devo rallentare.... Ora vado a 60 e primo a 40, 245 nozzle, 70 bed, vetro e lacca. A me mi sembra aiuti la funzione shield ma vedo tu non la usi. Inviato dal mio tablet utilizzando Tapatalk
-
Come "parcheggiare" stampante e filamenti tra una stampa e l'altra
marcottt ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Si un semplice comando estrusione 150mm Inviato dal mio tablet utilizzando Tapatalk -
Io no (per questo non ti ho risposto [emoji23]) Inviato dal mio tablet utilizzando Tapatalk
-
Come sbobinare e riavvolgere un filamento?
marcottt ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Se devi fare stampa lunga non presidiata puoi solo ribobibare tutto Anycubic kossel linear plus, Inviato utilizzando Tapatalk -
Io non sono molto d'accordo... Ovvero puoi avere ragione perché non ho approfondito più di tanto ma direi che è più impegnativo muovere il piatto di una cartesiane (oppure l'asse z) rispetto al carrello di una delle tre torri di una delta. O mi sfugge qualcosa? Anycubic kossel linear plus, Inviato utilizzando Tapatalk Scusa letto dopo. Anycubic kossel linear plus, Inviato utilizzando Tapatalk
-
Come "parcheggiare" stampante e filamenti tra una stampa e l'altra
marcottt ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Io fine stampa arretro sempre 150mm così poi posso togliere rotolo anche successivamente senza scaldare nozzle. Avendola sulla scrivania mi dà fastidio tenere il rotolo senza motivo perché mi ingombra. Anycubic kossel linear plus, Inviato utilizzando Tapatalk -
Rumore caricamento? Ma intendi un fischio o simili oppure un rumore meccanico? Anycubic kossel linear plus, Inviato utilizzando Tapatalk
-
Si è un vecchio discorso, quando erano usciti i 2208 erogavano meno corrente degli a4988 ma erano silenziosi. Ora i 2209 dovrebbero essere ok anche come corrente. Inviato dal mio tablet utilizzando Tapatalk
-
Come sbobinare e riavvolgere un filamento?
marcottt ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Tanta pazienza, la devi riavvolgere su altra bobina senza intrecciare. In generale non è comunque un bene perché nel frattempo esponi ad umidità i filamenti inferiori che normalmente sono protetti da quelli sopra che li coprono Inviato dal mio tablet utilizzando Tapatalk -
[emoji3525][emoji3525][emoji3525] Inviato dal mio tablet utilizzando Tapatalk