Parserk
-
Numero contenuti
70 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Parserk
-
Deformazione heatbed? Possibile?
Parserk ha risposto a Parserk nella discussione Hardware e componenti
Ha funzionato. Almeno per adesso. Non è perfetto, ma almeno riesco a stampare. Devo verificare bene la struttura della stampante appena posso. Grazie per l'assistenza! -
Buongiorno a tutti come da titolo, credo che l'heatbed della mia stampante Anycubic Delta Plus sia "piegato" in quanto non poggia perfettamente sui supporti della base e di conseguenza le stampe sono quasi impossibili in quanto l'estrusore da un lato è allineato al piatto mentre dall'altro tocca o è troppo alto (secondo come giro il piatto). Avete qualche consiglio per me? Possibile che non sia un problema del piatto di stampa?
-
Problema di retrazione? Anycubic delta plus
Parserk ha risposto a Parserk nella discussione Problemi generici o di qualità di stampa
Problema risolto. Posto la soluzione nel caso in cui possa tornare utile a qualcuno ed è molto più semplice di qualunque tentativo abbia fatto fin ora. Sostanzialmente le nuove versioni di cura utilizzando il firmware Marlin volumetrico. Con quest ultimo sono variati i comandi sulla retraction che non vengono riconosciuti dalla stampante. E' rimasto però il supporto per il vecchio firmware da reimpostare tramite "preferenze > impostazioni cura > stampante > impostazioni macchina". Da qui si può scegliere il firmware Marlin normale anzichè il volumetrico. Grazie per i suggerimenti @Marcottt. Sempre preziosi! -
Problema di retrazione? Anycubic delta plus
Parserk ha risposto a Parserk nella discussione Problemi generici o di qualità di stampa
Dovrei notarlo, esatto. Ma non lo fa. Il motore anzichè girare indietro semplicemente si ferma per poi ripartire quando deve continuare a stampare. C'è una soluzione a questo problema? -
Problema di retrazione? Anycubic delta plus
Parserk ha risposto a Parserk nella discussione Problemi generici o di qualità di stampa
Ho abilitato entrambi ma decisamente non c'è alcun risucchio da parte dell'estrusore, pur con la retraction atttivata. -
Problema di retrazione? Anycubic delta plus
Parserk ha risposto a Parserk nella discussione Problemi generici o di qualità di stampa
Ok. Cercate, trovate, modificate... E niente. Il problema resta. Ho guardato da vicino l'ultimo test, sembra che l'estrusore non torni indietro quindi non "risucchi" il filo, ma si blocchi soltanto quando non è prevista la stampa. E' normale così? O è un difetto? -
Problema di retrazione? Anycubic delta plus
Parserk ha risposto a Parserk nella discussione Problemi generici o di qualità di stampa
Banalissimo PLA. Nulla di che. Come dicevo non riesco a identificare bene i valori da modificare in cura. Il coasting in che sezione lo trovo? -
Problema di retrazione? Anycubic delta plus
Parserk ha pubblicato una discussione in Problemi generici o di qualità di stampa
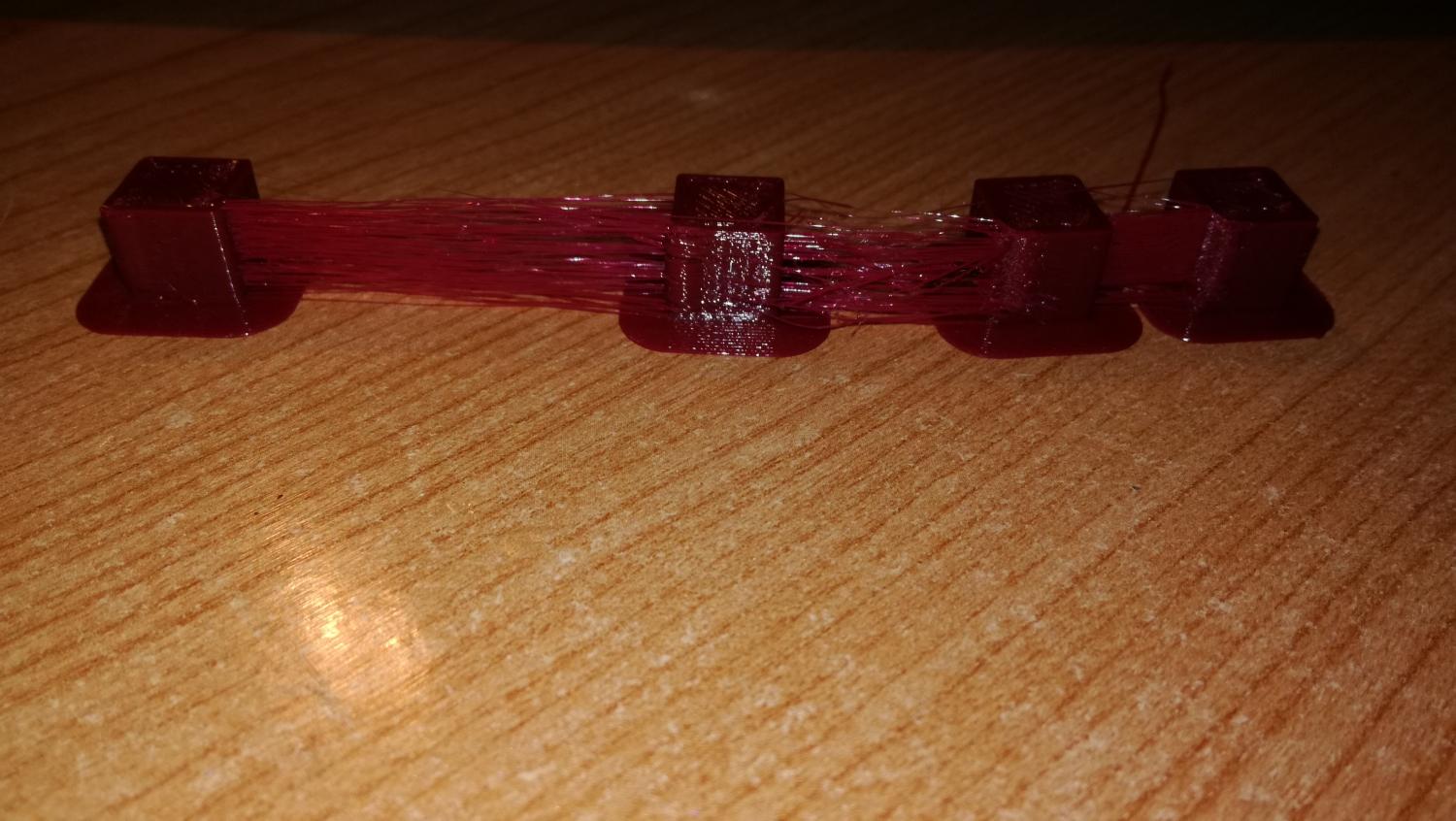
Salve ragazzi! E' vero non ci sentiamo da un pò, il lavoro mi ha tenuto particolarmente impegnato. Ho ripreso la mia stampante in mano da un paio di giorni e, come anticipato nel titolo, ho qualche problema di retrazione. Vi posto una foto per farvi vedere cosa succede alle mie stampe. (i filamenti fra un cubetto e l'altro non sono previsti). Ho provato a giocherellare un pò con le impostazioni di cura, ma non ne sono venuto a capo. Qualche suggerimento per me lo avete?
-
Estrusore perde il filo
Parserk ha risposto a Parserk nella discussione Problemi generici o di qualità di stampa
Buonasera ragazzi e scusate per la sparizione improvvisa. Volevo solo comunicarvi che ho risolto il problema con l'aiuto di un amico. Abbiamo sistemato l'hotend che era parzialmente otturato e non lasciava scorrere bene il filo internamente (non chiedetemi come fosse possibile). Grazie a tutti per l'aiuto in ogni caso. -
Estrusore perde il filo
Parserk ha risposto a Parserk nella discussione Problemi generici o di qualità di stampa
Aggiornamento: ho voluto fare qualche test e ho adottato per qualche minuto una soluzione "homemade" prima di cambiare il gruppo di trascinamento. Ho usato una fascetta per stringere leggermente le levette che mettono a contatto filo ed ingranaggio. In questo caso il filo non veniva più estruso perchè l'ingranaggio non lo toccava più. @GigiHo voluto riprovare a stampare: i vecchi gcode hanno deciso di non collaborare. Forse inizialmente son stato fortunato, ma ora anche loro subiscono gli stessi problemi degli altri. La cosa che mi fa pensare è sempre la stessa: usando repetier e facendo estrudere il filamento, senza passarlo all'hotend, non mi provoca slittamenti nè "grattamenti" dell'ingranaggio sul filo. Se il filamento raggiunge l'hotend cominciano tutti i problemi che già conoscete... A parte che il nozzle sembra sempre tendere a scendere e a "scavare" l'oggetto che ho in stampa. -
Estrusore perde il filo
Parserk ha risposto a Parserk nella discussione Problemi generici o di qualità di stampa
@Marcottt Gli slittamenti li ho sia quando stampo da cura, sia stampando da scheda sd. Non ho provato da repetier. Se estrudo lentamente gli slittamenti non si verificano. Con repetier ho già fatto la prova "a vuoto, facendo uscire 100 mm di materiale senza trasmetterlo dentro il tubicino, ma slittamenti non se ne sono verificati, a nessuna velocità (ho fatto la prova 3-4 volte). -
Estrusore perde il filo
Parserk ha risposto a Parserk nella discussione Problemi generici o di qualità di stampa
Mi sa proprio che mi son spiegato malissimo. Quello che ho fatto è sostanzialmente rimuovere il tubicino che dall'estrusore conduce il filo verso l'hot end. In questa casistica, provando a far lavorare l'estrusore, non ho inceppamenti nè slittamenti. Quando riconnetto il tubicino, non appena il filamento raggiunge l'hotend ricominciano gli slittamenti. Appena posso ti passo i gcode comunque -
Estrusore perde il filo
Parserk ha risposto a Parserk nella discussione Problemi generici o di qualità di stampa
Buongiorno ragazzi. Ho un aggiornamento. Ho provato a far spingere il filo all'estrusore senza però fargli raggiungere l'hotend. In questo caso nessun intoppo. la ruota dentata non ha mai fatto "inceppare" il filamento. Dunque il problema sta nell'hotend? -
Estrusore perde il filo
Parserk ha risposto a Parserk nella discussione Problemi generici o di qualità di stampa
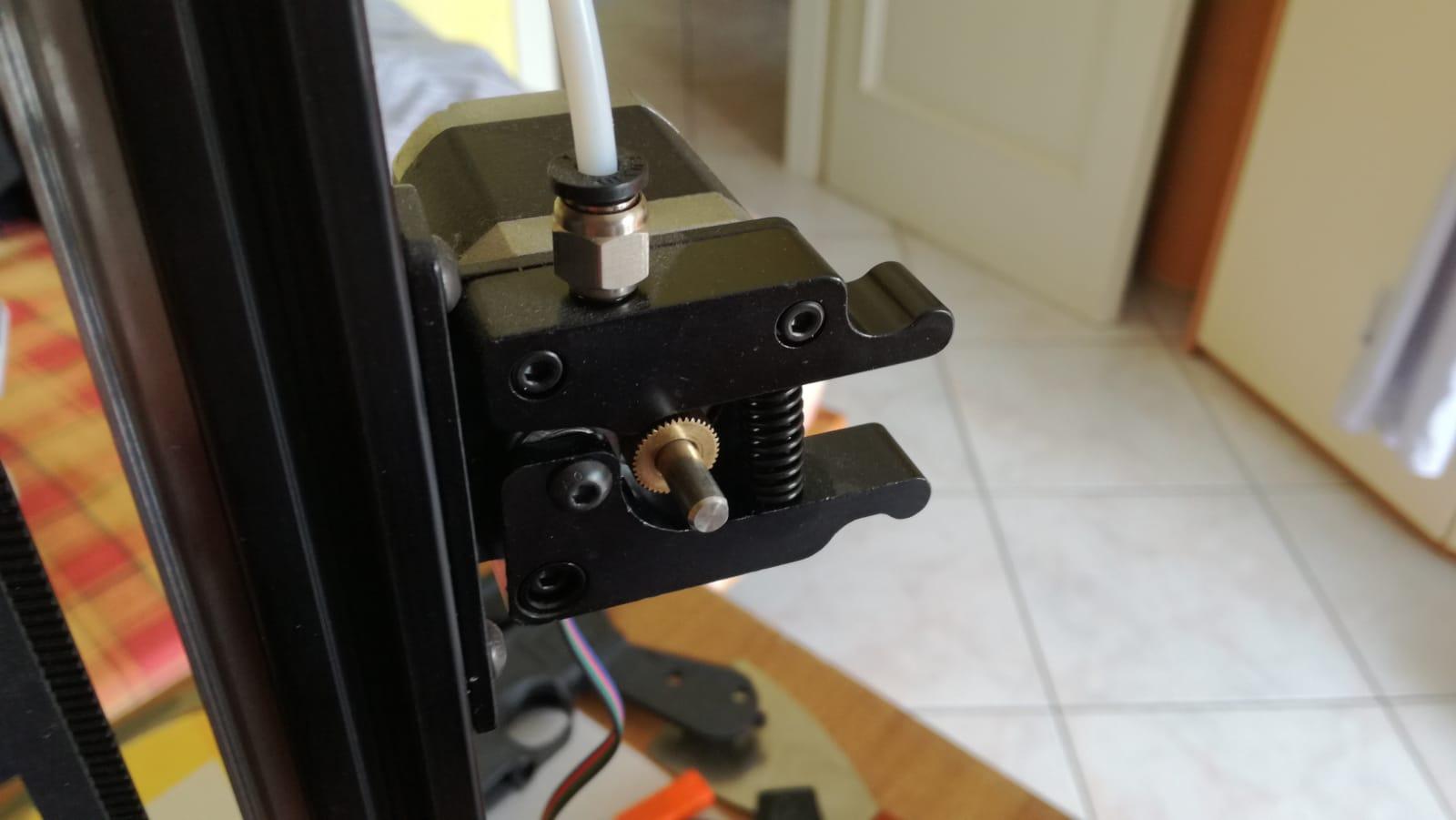
Si si anche a 200 esce bene. Allego le due foto.
-
Estrusore perde il filo
Parserk ha risposto a Parserk nella discussione Problemi generici o di qualità di stampa
@Kite79Ho fatto le prove che mi hai suggerito con repetier host. Non è il filo che slitta sulla ruota dentata, ma il contrario (sicuramente intendevi questo). Ho alzato anche la temperatura fino a 220 gradi (tipicamente stampavo fra i 190 e i 200), ma il filo esce bene, quindi escluderei l'hot end. -
Estrusore perde il filo
Parserk ha risposto a Parserk nella discussione Problemi generici o di qualità di stampa
Niente da fare. Ho pulito l'ingranaggio, sebbene non ritengo fosse necessario, ma in ogni caso il problema è rimasto. Possibile che ci sia qualche cinghia da stringere? Nella fattispecie quella del motore Z? Vi spiego il ragionamento: ho come l'impressione che l'hot end scenda da solo durante la stampa. Se così fosse e devo verificarlo bene, il filamento potrebbe non uscire e costringere l'estrusore a "forzare" l'uscita. E' un ragionamento così malsano? -
Estrusore perde il filo
Parserk ha risposto a Parserk nella discussione Problemi generici o di qualità di stampa
Ok domani con la luce del giorno vedo se è il caso di pulire l'ingranaggio o meno... Ma per informazione... Qual è questo ingranaggio concavo? -
Estrusore perde il filo
Parserk ha risposto a Parserk nella discussione Problemi generici o di qualità di stampa
Ho fatto qualche prova, ma non ho risolto granchè confrontando i gcode. Il problema persiste. Idee? -
Estrusore perde il filo
Parserk ha risposto a Parserk nella discussione Problemi generici o di qualità di stampa
Hai ragione Alep, scusami. La stampante è una delta plus della anycubic. Stampo con pla da 1,75 (sempre anycubic) e uso cura 3.2.1. Quando dico che con i vecchi modelli il problema non si presenta, intendo dire che usando i gcode generati qualche mese fa con cura 15.04.6 il problema non si verifica e la stampa avviene normalmente. La stampante ha circa 4 mesi (comprata a fine gennaio). Spero di non aver dimenticato nulla stavolta. -
Estrusore perde il filo
Parserk ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buonasera ragazzi come da titolo vi chiedo di darmi una mano per un problema che la mia stampante sta avendo già da qualche giorno. Qualunque tipo di stampa io faccia l'estrusore continua a "scattare" e a non tirare il filo dalla bobina. Pensavo fosse un errore di impostazione o magari l'hotend troppo vicino al piatto... Ma niente. Il problema si ripresenta nonostante le varie prove e misurazioni. Ho notato che con i vecchi modelli, però, il problema non si presenta. Possibile che sbagli qualche impostazione nello slicer? Attendo la vostra buona parola e grazie! -
Qualità di stampa da migliorare
Parserk ha risposto a Parserk nella discussione Nuove idee e progetti
Niente, ho rimisurato la distanza dal piatto, ma ancora una volta la stampa è qualitativamente pessima sulla parte inferiore. Non so come sistemarla... -
Qualità di stampa da migliorare
Parserk ha risposto a Parserk nella discussione Nuove idee e progetti
Ok faccio le prove con la distanza dal piatto. Forse è il caso di rifare una misurazione. E' da un pò che non ne faccio. Magari risolvo il problema in maniera molto più semplice di quanto avessi sospettato. Vi tengo informati -
Qualità di stampa da migliorare
Parserk ha risposto a Parserk nella discussione Nuove idee e progetti
Ok, apporto una modifica al modello così da stampare solo una parte di esso e provo... Non ha senso continuare a stampare l'intera parete se non rende come voglio io! -
Qualità di stampa da migliorare
Parserk ha risposto a Parserk nella discussione Nuove idee e progetti
Due. Non so se siano sufficienti o meno. -
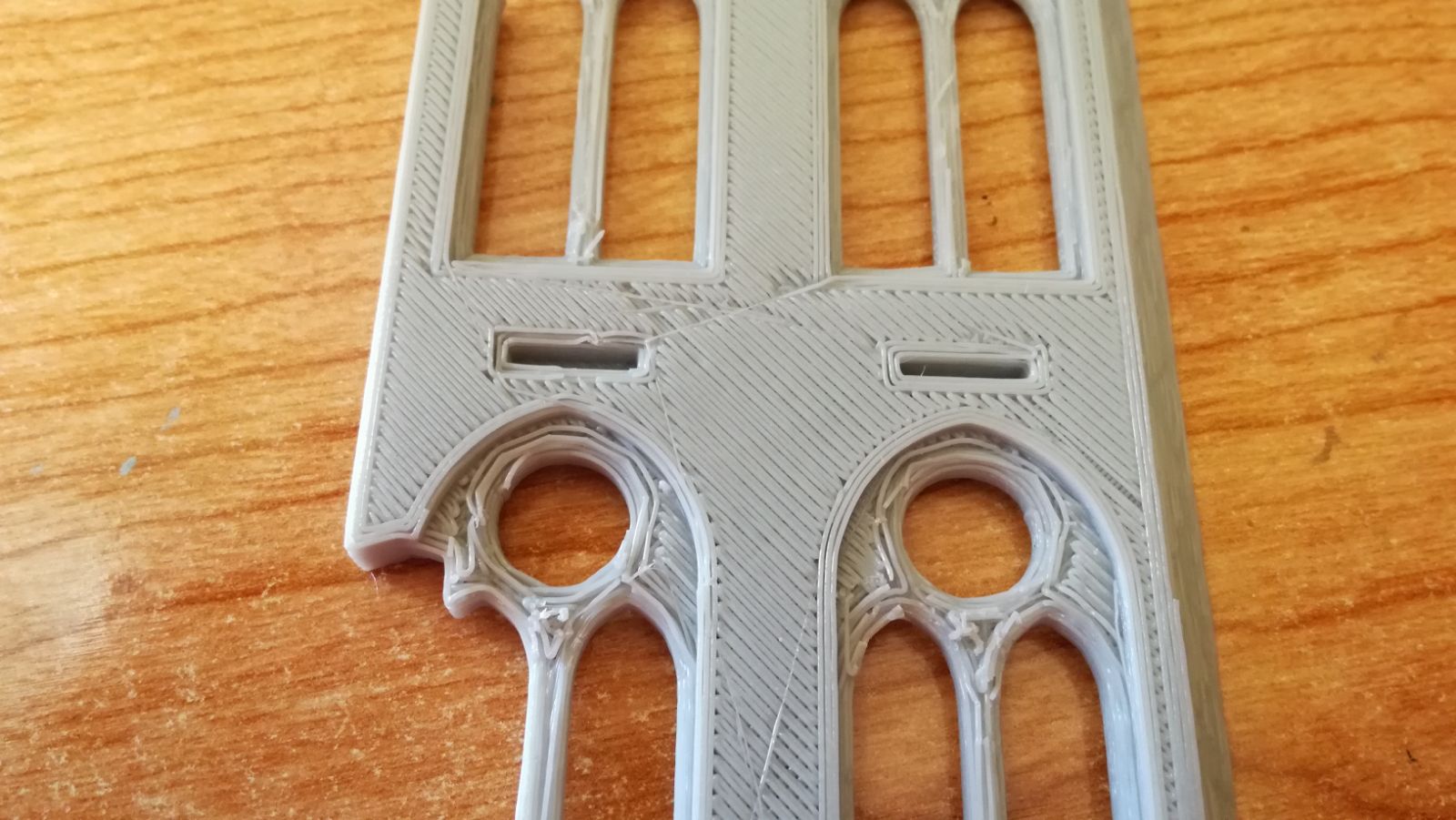
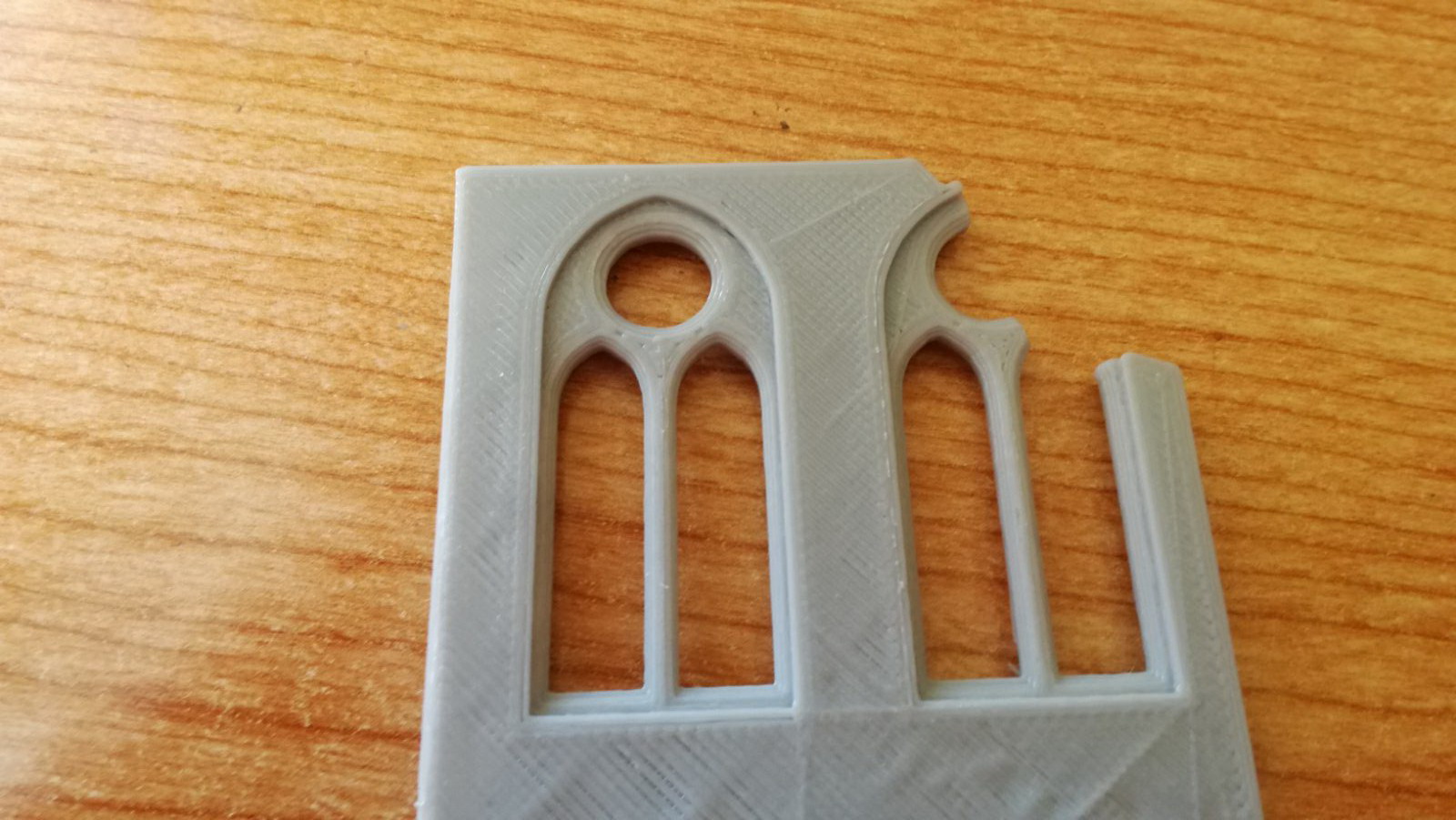
Buonasera stampatori! Ho da sottoporvi un quesito: devo migliorare la stampa di un oggetto che ho modellato in 3D. E' la facciata di un edificio che andrebbe usato per wargame. Il problema è che la parte a contatto con il piatto di stampa è venuto qualitativamente PESSIMO. La parte superiore è tutto sommato gradevole. Come faccio a migliorare la parte a contatto con il piatto? Dove sbaglio?