Marco B.
-
Numero contenuti
151 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
1 Seguace

Obiettivi di Marco B.
")





-
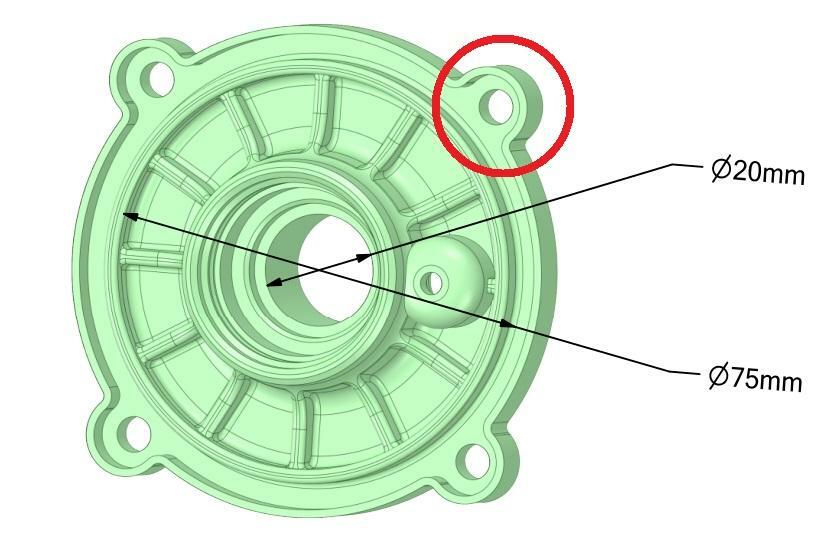
Grazie , come tutte le sperimentazioni oltre i soliti "schemi" è senz'altro interessante. Io da sempre sono per il.... "cogli spunti da esperti ma ragiona con la tua testa e prova a spingerti oltre". Ecco perchè ho provato a stampare le testate di questo cilindro (un prototipo del mio Cliente) con la resina. In passato lo stesso Cliente si è servito di modelli stampati in SLS ma le problematiche sono sempre state la tolleranza (che richiedeva di conseguenza una post lavorazione al tornio e/o fresa) e le superfici poco liscie che non garantiscono la perfetta aderesnza delle guarnizioni di tenuta. Il fatto curioso è che quelle testate che ho stampato con la misera resina sunlu nylon like, hanno retto ad una pressione di collaudo di 32 bar, il punto debole (cerchiato in rosso) è stato in fase di assemblaggio del cilindro quando è stato serrato il bullone di fissaggio. Per portare a termine il collaudo ci si è serviti di una rondella larga per trattenere comunque la testata contro al cilindro. E' evidente che la rigidità/fragilità residua ha fatto crepare il materiale a causa della forza raggiunta dal bullone M6. Probabilmente se avessi eseguito io l'assemblaggio del cilindro, non avrei fatto crepare la testata ma per il montaggio in azienda le cose devono essere a "prova di mulo". La mia ipotesi è stata appunto, se riesco ad avere un materiale che accetta una certa flessione, riesco nel mio intento. Lunedi dovrebbe arrivare la resina Onyx Impact Plus di PHROZEN, il tentativo lo faccio subito. Ciao

-
Ho l'account su 3DJake e di resine nere (colore da richiesta cliente) LIQCREATE c'è questa ma ha uno shore D60 che mi sembra poco https://www.3djake.it/liqcreate/tough-x Quindi ho optato per questa della PHROZEN (speriamo in bene) con SHORE D72 https://www.3djake.it/phrozen/onyx-impact-plus Poi vediamo, la prima costa 167 euro/l, la seconda costa 139 euro/l Considera che per le prove che ho fatto invece ho usato questa della SUNLU https://www.amazon.it/dp/B09RWN496V?ref=ppx_yo2ov_dt_b_product_details&th= Provo ed aggiorno il forum. Ciao
-
Parlo di weerg : fatti realezzare 2 campioni in PA12 (loro hanno le MJF della HP ) scelto il profilo con finitura top, arrivati pezzi con le quote come descritto sopra , li ho chiamati per capire (certo non per criticare) e la risposta e stata quella dei 3 decimi di tolleranza. Il PA12 in sinterizzazione è stata una indicazione del Cliente, sono io che gli ho proposto di provare con la stampa a resina La LIQCREATE ....ok , una prova la faccio I miei committenti sono per lo più piccoli artigiani da 50 pezzi alla volta, come lo sono io , la mia macchina più costosa (FDM) è una da 8000 e rotti euro, quindi non posso certo pensare di competere con i services di stampa con macchine a resina daylight, semplicemente ho da sempre cercato di fare l'eccezione e qualche volta ci sono riuscito. Comunque la prova LIQCREATE la faccio , poi ti aggiorno. Grazie
-
@FoNzY sul fatto che la stampa sls possa essere più economica hai ragione, ho gia fatto fare gli stessi pezzi ad un service di stampa on line molto prestigioso e quotato ma i pezzi prodotti (in PA12) che comunque costano il giusto, richiedono purtroppo una post lavorazione importante, a causa di tolleranze dimensionali dichiarate di +/- 0,3 mm, tolleranza che in certi casi come il mio sono inaccettabili. Per farti un esempio riferendomi alla testata anteriore del cilindro pneumatico il foro dello stelo da 20mm è risultato essere 19,7mm ed ha richiesto una operazione di passaggio al tornio prima con punta e poi con allesatore (e per fortuna che il tornio io ce l'ho in casa). Con la precisione di una resina stabile è bastato un passaggio veloce a mano con allesatore. Per questo motivo mi piacerebbe sapere se con il giusto procedimento e/o la giusta resina (meno rigida e quindi meno fragile) potrei raggiungere i risultati che mi servono. In merito alla resina che ho utilizzato in effetti si tratta di una resina da 46 euro/l (andava fatto un test iniziale), tengo a dire che non avrei problemi a spendere anche il triplo per raggiungere il mio obbiettivo e magari anche ad acquistare una macchina più prestante. A questo punto approfitto per farti una domanda, secondo la tua esperienza una resina con queste caratteristiche esiste ? Perchè quando guardi i dati tecnici sembrano tutte perfette. Grazie comunque.
-
Buon giorno a tutti , ho una buona esperienza di stampa 3D a filamento per il quale ho 5 macchine di diversi formati e di diversi brand, mi sono avvicinato alla stampa a resina nel 2022 per un lavoro commissionato da un Cliente, un piccolo serbatoio dell'olio replicato in 70 pz, per macchina da cucire stampato in resina ABS LIKE trasparente (lavoro che ha avuto esito positivo con piena soddisfazione del Cliente). Ora però mi debbo cimentare con un altra piccola sfida per il quale mi occorrerebbe qualche consiglio da chi abbia già sperimentato/usato le cosiddette resine NYLON LIKE o PA LYKE cioè resine che una volta polimerizzate dovrebbero avere una consistenza simile al nylon (uno SHORE dai 70 agli 80D) , ovvero mantenere una certa elasticità. Il modello che debbo realizzare è una testata di un cilindro pneumatico, ne ho gia realizzate un paio (anteriore e posteriore del cilindro) per campionatura che hanno resistito al collaudo della pressione ma hanno ceduto in corrispondenza del tirante ovvero il bullone che le fissa al cilindro, per spiegarmi meglio queste testate vengono assicurate al cilindro con un fissaggio "a flangia" tramite 4 bulloni M6 che quando vengono serrati fanno crepare il bordo attorno al foro. La domanda che rivolgo a qualche esperto di resine è : io mi sono attenuto ai tempi di esposizione di targa della resina in relazione alla mia stampante (2,6" su ELEGOO MARS 2PRO) ed il pezzo è risultato molto rigido e fragile,è possibile che con tempi inferiori di esposizione il pezzo rimanga maggiormente elastico ? Grazie.
-
Puoi usare questi adattatori (facendo gli aggiustamenti in altezza se necessario) da filetto M10 maschio a M8 femmina. Fai attenzione al passo del filetto , se quelli che ti ho linkato non fossero adatti cerca quelli adatti a te. : https://www.ebay.it/itm/Filettatura-Riduzione-Dadi-Inserisci-M10-Maschio-a-M8-Femmina-10mm-Lungo-pz-5-/404277111216?mkcid=16&mkevt=1&_trksid=p2349624.m46890.l49286&mkrid=724-127637-2357-0
-
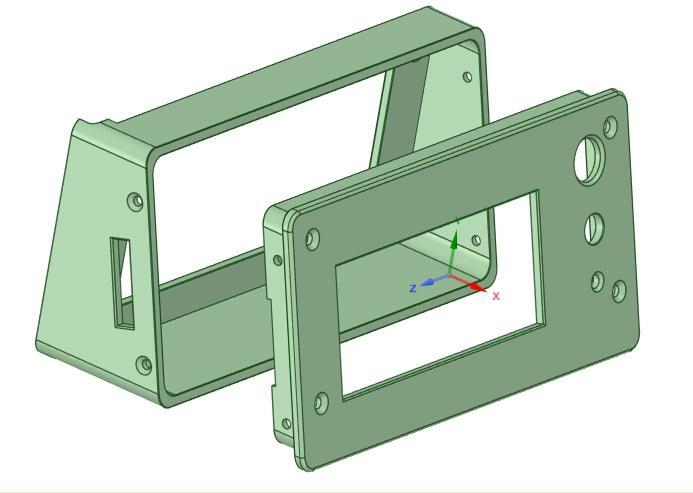
Ho trovato la soluzione ai "disturbi" della mia NG, la causa iniziale é stata il controller display originale che ha smesso di leggere correttamente la Memory card, ne ho poi acquistato uno su Amazon, che ahimè é risultato difettoso e quindi mi ha spiazzato un attimo (la sfiga é sempre in agguato) . La situazione non mi convinceva e ho deciso di acquistatare un'altro display identico al primo e questo ha funzionato perfettamente da subito. Questo display, rispetto all'originale, ha però i connettori orientati perpendicolarmente al PCB anziché paralleli e sporgendo rischierebbero di entrare in collisione con il gruppo di estrusione (stampando modelli di grandi dimensioni). Ho quindi deciso di installare il display nuovo al di fuori del telaio della stampante in un box modellato da me, a sbalzo, fissato agli stessi fori di fissaggio del vecchio display. Questo box per coloro che ne avessero bisogno lo possono trovare in formato STL sul mio thingiverse al seguente indirizzo : https://www.thingiverse.com/thing:6282371/files Sotto la foto del risultato, nella foto manca solo la sistemazione dei cavi, ma avevo bisogno di rimettere in stampa la macchina. Appena potrò farle fare una pausa sistemerò anche quelli. P.S. nel box ho reso più udibile il buzzer lasciandolo visibile dall'esterno ed inoltre ho reso disponibile anche il pulsantino per il reset rapido. Lunga vita quindi (ancora) alla mia Sharebot NG 😉
-
Per la "eventuale" sostituzione della rumba attuale, qualora si rendesse necessaria, la mia scelta é puramente pratica, semplicemente mi trovo ad avere in casa la MKS GEN V 1.4 con tanto di display touch , tutto nuovo mai usato quindi un peccato non usarli. In ogni caso certo una board a 32 bit sarebbe più prestante ma io considero che la mia NG ha lavorato da dio fino ad ora (ma anche adesso collegata al PC), quindi andrà sicuramente bene. A 32 bit, in casa, ho anche una BIGTREETECH GTR 1.0 con tanto di display touch da 7" BIGTREETECH TFT70 V.3.0 , ma questa roba non la spreco sulla NG, é destinata ad un progetto big. In ogni caso grazie a tutti e qualsiasi cosa faccia provvederò a postarla qui.
-
Ciao Leo, i cavi sono innestati correttamente però in effetti la tua osservazione sulla loro sostituzione è giusta, ho cambiato il display controller ma per i cavi ho lasciato gli esistenti perchè quelli in dotazione al nuovo erano corti. Faccio anche questa prova poi ti aggiorno. Per il Raspberri ci ho pensato ma se me la vedo brutta colgo l'occasione per cambiare la scheda alla stampante e dotarla di un bel display touch. Grazie
-
Si se usi la micro sd con l'adattatore l'ho notato anch'io che ci sono problemi di lettura ma le sd che ho usato sono in formato standard, nuove , da 4 GB. Forse è proprio arrivato il momento di fare un upgrade dell'elettronica e se non trovo una soluzione (che mi sia sfuggita) colgo l'occasioine per farlo, anche perchè con le mods meccaniche che l'anno resa una macchina perfetta, non è il caso di buttar via tutto. Comunque grazie @michele79
-
Un saluto a tutti, ho una notizia da darvi (notizia perchè io che sono sempre stato un grande estimatore della NG, per mè è un piccolo lutto 😪) ed un quesito da porvi : la mia NG dopo quasi 7000 ore di stampa (dato preso dal menu del display alla voce statistiche) ha deciso di cominciare ad avere dei blocchi improvvisi ed inspiegabili durante la stampa con il display che si presenta come nella fase di reset cioè nessun carattere....e rimane ferma li. Gli arresti sono random anche per lo stesso pezzo e comunque non sono riconducibili al file (stesso pezzo già stampato in passato). La causa l'ho già trovata, lo smart controller con display non legge più correttamente la SD e a volte non la riconosce neppure. Ho cambiato anche la SD ma nulla, il problema rimane. Ho provato quindi di acquistare un nuovo Smart controller e non trovando l'originale, ho preso questo https://www.amazon.it/dp/B07VQ888J2?psc=1&ref=ppx_yo2ov_dt_b_product_details che mi pare essere identico. Ho montato il nuovo controller ma nonostante mi riconosca la SD , la navigazione tra i file è imprecisa e a volte incompleta (rispetto all'effettivo contenuto) , ho lanciato una stampa ma l'arresto è arrivato inesorabile. La domanda che pongo è secondo voi è possibile che il controller originale avesse delle caratteristiche superiori a quello di AMZ , tipo velocità di lettura SD e/o baud/rate diverso per la comunicazione ? Oppure è possibile che si sia rotta la porta di comunicazione che gestisce il controller sulla RUMBA ? Per ora ho scollegato il contoller con display dalla RUMBA, ho collegato la NG al PC con Repetier host da cui ho lanciato la stampa del file vittima degli arresti random ed è venuto stampato alla perfezione. Al limite posso acquistare un altro controller visto il costo, non sia mai che sia stato sfigato col primo, ma se non risolvo mi vedrò costretto a cambiare la scheda di controllo della stampante. Userò un po la macchina col PC ed appena avrò tempo e voglia elimino il RUMBA e lo sostituisco con una MKS GEN V1.4 che ho in casa dotata di display TUCH da 3,2".
-
a questo link c'è la discussione a cui partecipavi anche tu, Leo mi pare che abbia implementato il Bltouch, io gli avevo anche modificato il supporto della mia ventola per accoglierlo. Qui poi trovi i miei file del supporto modificato e le istruzioni https://www.thingiverse.com/thing:4342665 Se vuoi piu dettagli prova a chiedere a @lan
-
Ciao @Giuapau, non conosco bene klipper, ma so che il vantaggio più importante (e qui semplifico) è che permette di spostare il calcolo dal microcontrollore della scheda della stampante sul processore del raspberry e quindi di poter gestire una mole di parametri molto superiore anche su stampanti con un controller a 8 bit. Un vantaggio importante è ad esempio quello di permettere una miglior gestione della la meccanica della stampante che si traduce in un incremento di qualità sulle parti stampate e magari anche un piccolo incremento in velocità. Alcuni in rete millantano incrementi di velocità di stampa spropositati e difficili da credere soprattutto rapportati a meccaniche fragili. Se secondo me vale la pena mettere mano alla NG ? -la NG è abbastanza solida e credo credo che potrebbe permettersi qualche mm/s in più in velocità senza auto demolirsi, anche se va considerato che a velocità superiori alle attuali sicuramente l'estrusore andrebbe cambiato con uno a flusso più elevato. -per la qualità di stampa dipende da come è messa la tua NG ma ricorda che nessun klipper annullerà problemi meccanici preesisteni. -la mia vecchia NG totalizza oggi 69 giorni e 22 ore in stampa (ovvero 1678 ore di lavoro), partendo dall'upgrade del firmware e con le mods del 2018, + qualche centinaio di ore dal 2016 al 2018, è ancora in forma smagliante e una macchina su cui conto molto per stampe accurate di parti meccaniche. Per me quindi "squadra che vince non si cambia" Buon lavoro e buona sperimentazione.
-
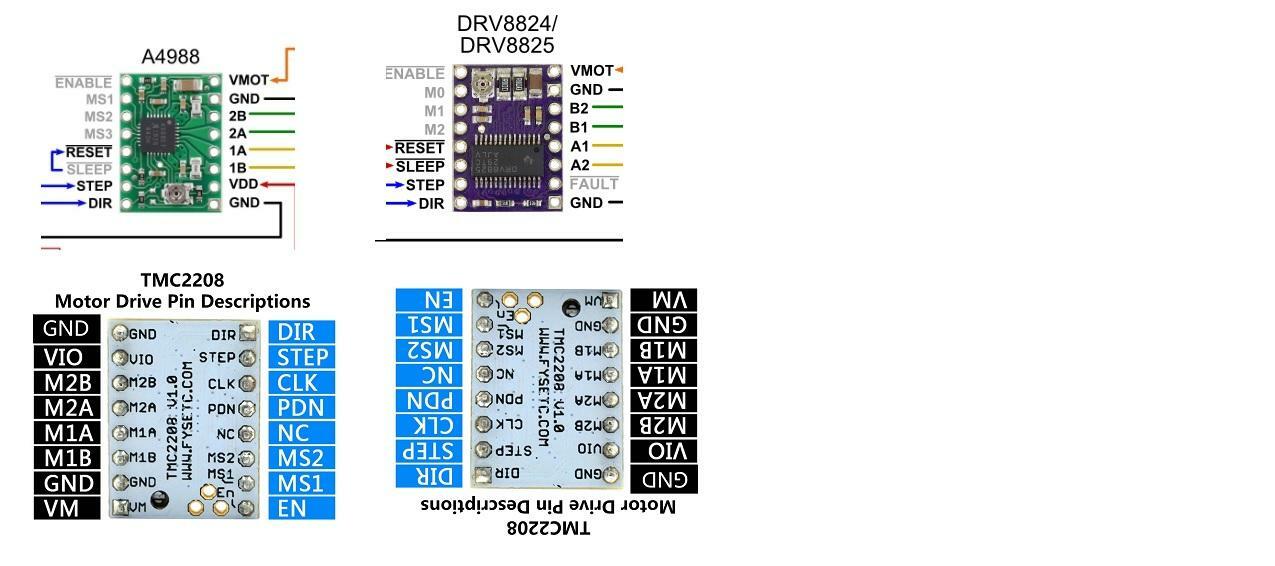
Ma per quello che mi riguarda Leo non ho mai ricercato la silenziosità ma la funzionalità/affidabilità e quando ho cambiato nella NG un paio di driver l'ho fatto solo dove mi serviva una corrente maggiore per motori più potenti, i DRV8825 possono gestire 1,5A/fase in continuo contro 1A degli A4988. Poi se ad un certo punto la macchina funziona perfettamente, ritengo che dannarsi a provare altri driver non valga la pena tanto più che tra 8825 e 4988 i pin corrispondono pari pari (sono intercambiabili/compatibili configurando opportunamente i jumpers sotto di loro e tarando la vref), mentre i TMC2208 hanno i connettori rivolti dal lato del chip e del trimmer per tarare la VREF e quest'ultimo lo si raggiunge attraverso un forellino da 1,5mm (non esattamente comodo). Inoltre i TMC2208 vanno inseriti negli zoccoli in senso rovesciato rispetto agli 8825 e 4988 per far corrispondere i pin sul controller (l'immagine che allego chiarisce il concetto). I TMC2208 gestiscono correnti di 1,4 A, i DRV8825 di 1,5A quindi il vantaggio in termini di potenza non c'è. Concludendo, optare per i TMC2208, come diciamo dalle mie parti ..... "l'è più la fadiga che al gùst" (è più la fatica che il gusto). Dovendo però migliorare piuttosto, penso che opterei per provare i TMC2209 che arrivano a 2A/fase, costano qualche euro in più ma almeno si possono fare la differenza. Ciao Leo Ciao Leo
-
@dodden in questo link trovi ben spiegato i concetti microstepping, coppia motore a diverse impostazioni, ecc https://www.lillia.net/step-microstep-sub-microstep-torque-treccia-bocconcini-la-bufala-servita/ In quest'altro trovi info per tarare la VREF (c'è anche un video che però non ho guardato del tutto) https://www.foxsource.it/guida/calibrazione-vref#:~:text=- DRV8825 %2F LV8729&text=Per trovare la vRef corretta,finale sarà 0%2C68v approssimata. Appena possibile trovo i miei appunti sulla VREF anche se però questa è dipendente (in relazione) alle caratteristiche del motore Ciao