Marco B.
-
Numero contenuti
151 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Marco B.
-
Ciao Damiano l'esperto del firmware per la ng é @lan, chiedi a lui. Io alla mia NG ho fatto solo modifiche hardware. Il firmware originale , se non devi implementare funzioni, va ottimamente, devi anche considerare che se la macchina ha dei problemi meccanici non c'é firmware che possa fare miracoli. La prima cosa che mi viene in mente sono le cinghie che dopo 5 anni di fermo macchina saranno cristallizzate e deformate. Buon lavoro.
-
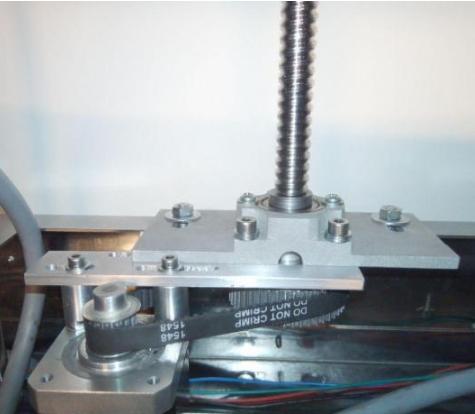
Potresti mostrare qualche immagine , aiuterebbe a capire . Dalla tua descrizione credo di aver capito che i tuoi cerchi abbiano la forma schiacciata come l'immagine che ti allego , se è cosi e i due lati schiacciati risultano rispettivamente uno davanti e l'altro dal lato opposto verso la vite z , allora devi sostituire o tendere le cinghie Y , in particolare quelle lunghe che rimangono ai lati della macchina. La cinghia piccola del motore Y puoi semplicemente tenderla o sostituirla. Se le pulegge del quale non riesci a svitare i grani sono quelle dell'albero che movimenta tutto l'Y è un bel guaio ti rimane da trapanare o la torcia a gas come hai detto tu, in entrambi i casi ciò che si danneggia dovrai sostituirlo. In extremis puoi tranciare l'alberino (che credo sia di 5-6mm) portandoti a banco o in morsa il tutto così da poter scaldare per svitare , poi un alberino rettificato lo trovi a pochi spiccioli in ferramenta. Se ho capito male spiegati. Buon lavoro

-
Alcuni li montano per raggiungere un microstepping fino a 1/32 , io li ho scelti per avere un aumento di corrente per fase sui motori , i DRV8825 possono erogare 2,5A massimi per fase. Io li ho montati solo per l'Y ed estrusore (E0) perché ho sostituito i motori originali con motori che possono lavorare appunto fino a 2,5A/fase. Usarli per arrivare ad 1/32 di passo nella maggior parte dei casi equivale ad un gatto che si morde la coda , se non li usi perché hai bisogno di maggior potenza (per risolvere un problema di perdita di passi ad esempio) , a parere mio , tanto vale tenere gli A4988. Quindi alla tua domanda "Per avere un giovamento con i nuovi driver cosa dovrei modificare?" rispondo dicendo : sostituire i motori che danno problemi
-
No hai fatto tutto in modo corretto
-
Ok , prova a stampare un modello regolare e se lo fa ancora proprio fino a quando non spegni il riscaldatore del piano comincia la ricerca sull'alimentazione
-
@Giuapau per i driver , hai guardato qui ? https://reprap.org/wiki/RUMBA#Microstepping Il discorso del microstepping si puo riassumere così : -il motore stepper per fare un giro ha bisogno di 200 step (impulsi inviati dal driver) -in relazione alla trasmissione meccanica (ma anche alla possibilità di variare le istruzioni nel firmware) applicata tra motore e l'asse da muovere si può decidere di far lavorare il motore ad impulso intero (full stepping) od a porzioni di passo (microstepping) - in full stepping il motore ha la coppia massima ma è rumoroso - in microsteppin ovvero in porzioni di passo il motore è meno rumoroso ma ha comunque una coppia inferiore (soprattutto da 1/16 a salire) , discorso da considerare per l'accuratezza di posizionamento - esempio, supponiamo che con una certa trasmissione meccanica l'asse x si sposti di 1mm con 5 passi interi del motore ; in questa condizione se imposti i jumpers del driver in full stepping , nel firmware dovrai impostare 5 step/mm se invece i jumpers li imposti a 1/16 di passo , nel firmware dovrai impostare 5x16 = 80 step/mm. Ho molto semplificato ma dovrei essere stato chiaro , comunque se hai perplessità chiedi.
-
Si ma proprio in quel punto ? , hai controllato le cinghie x e y , può essere un difetto sull'alimentazione ma prima prova con una forma regolare come ti ho detto
-
Lo conosco , è il mio convogliatore 😁, @Giuapau per capire , tu hai spento il piatto esattamente in corrispondenza della fine della stampa delle due "orecchiette" laterali con i fori di fissaggio ? Per capire se il tuo alimentatore ha problemi a sopportare il carico aggiunto dal riscaldatore del piatto (e qui potrebbe essere anche una banalità come un morsetto svitato e/o falso contatto) dovresti fare una stampa uniforme tipo un cilindro o un cubo in "spiral vase" ed azzerare la temp del piatto a metà stampa. Un difetto che scompare esattamente quando la forma da "disegnare" dagli assi x e y diventa più uniforme mi fa pensare ad un problema su questi assi tipo le cinghie lasche ad esempio.
-
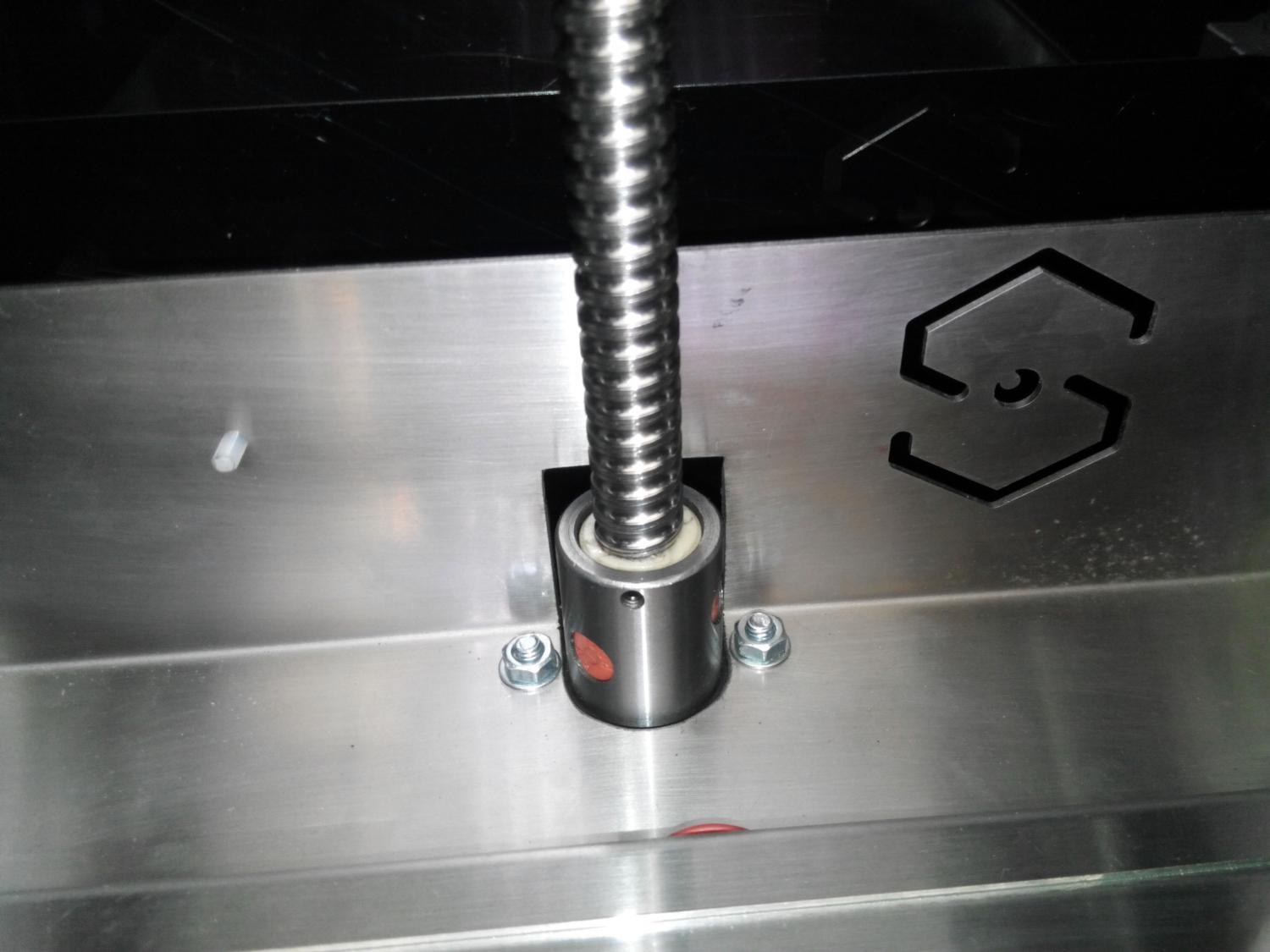
@MinoNel mio caso anche anche qualche mese 🤣 poi ragioni e prendi la decisione drastica , un asse Z degno di questo nome con vite a ricircolo
- 15 risposte
-
- 1
-

-
- wobble
- problema stampa
- (and 3 più)
-
Esatto @Mino, da "mo" lo sto dicendo anche in altri topic, unica cosa tu di certo hai altra stampante perché nella NG la vite Z è già libera in alto ma ha altri problemi che si traducono comunque in questo difetto.
- 15 risposte
-
- 1
-
-
- wobble
- problema stampa
- (and 3 più)
-
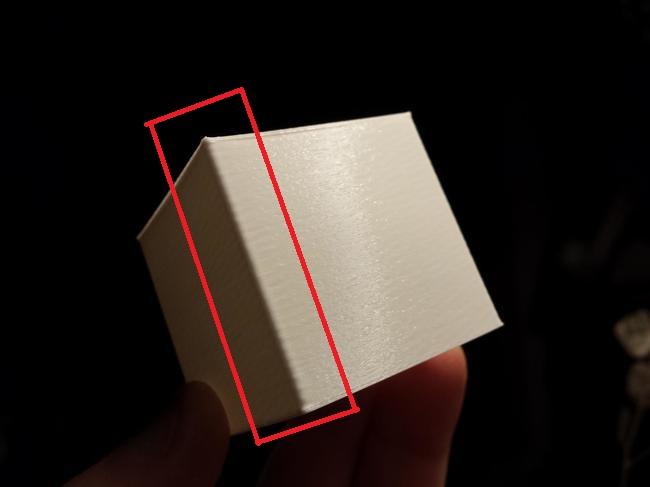
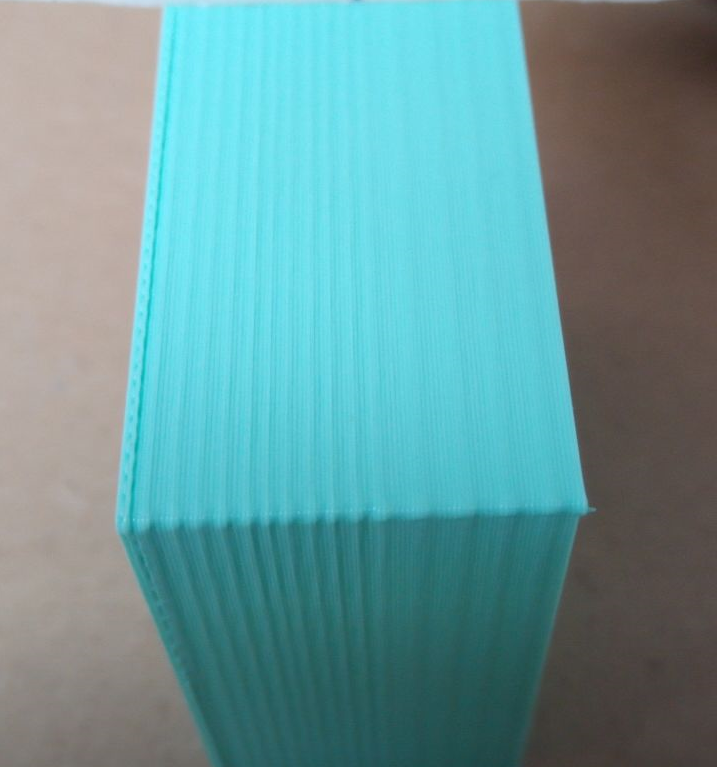
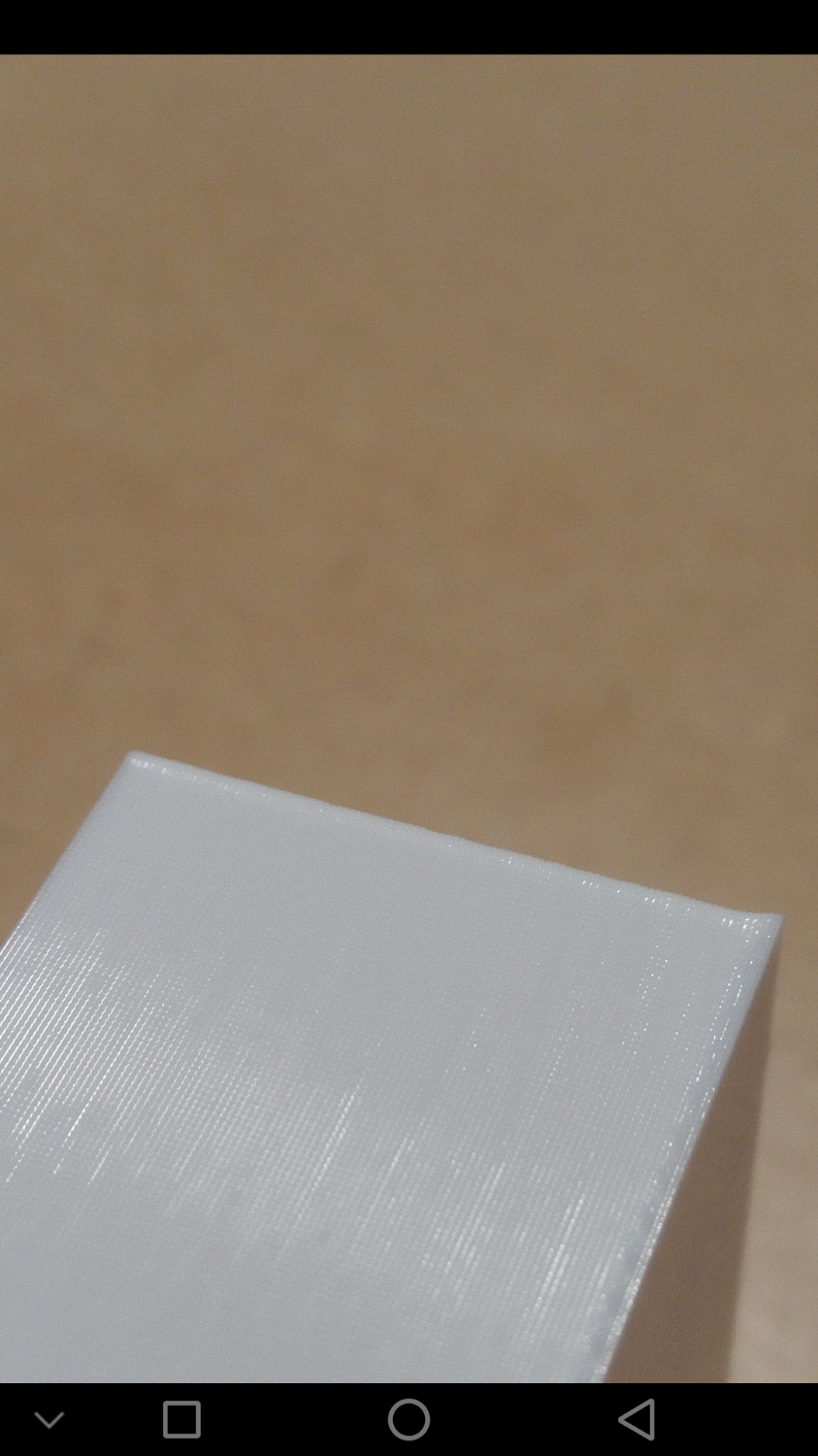
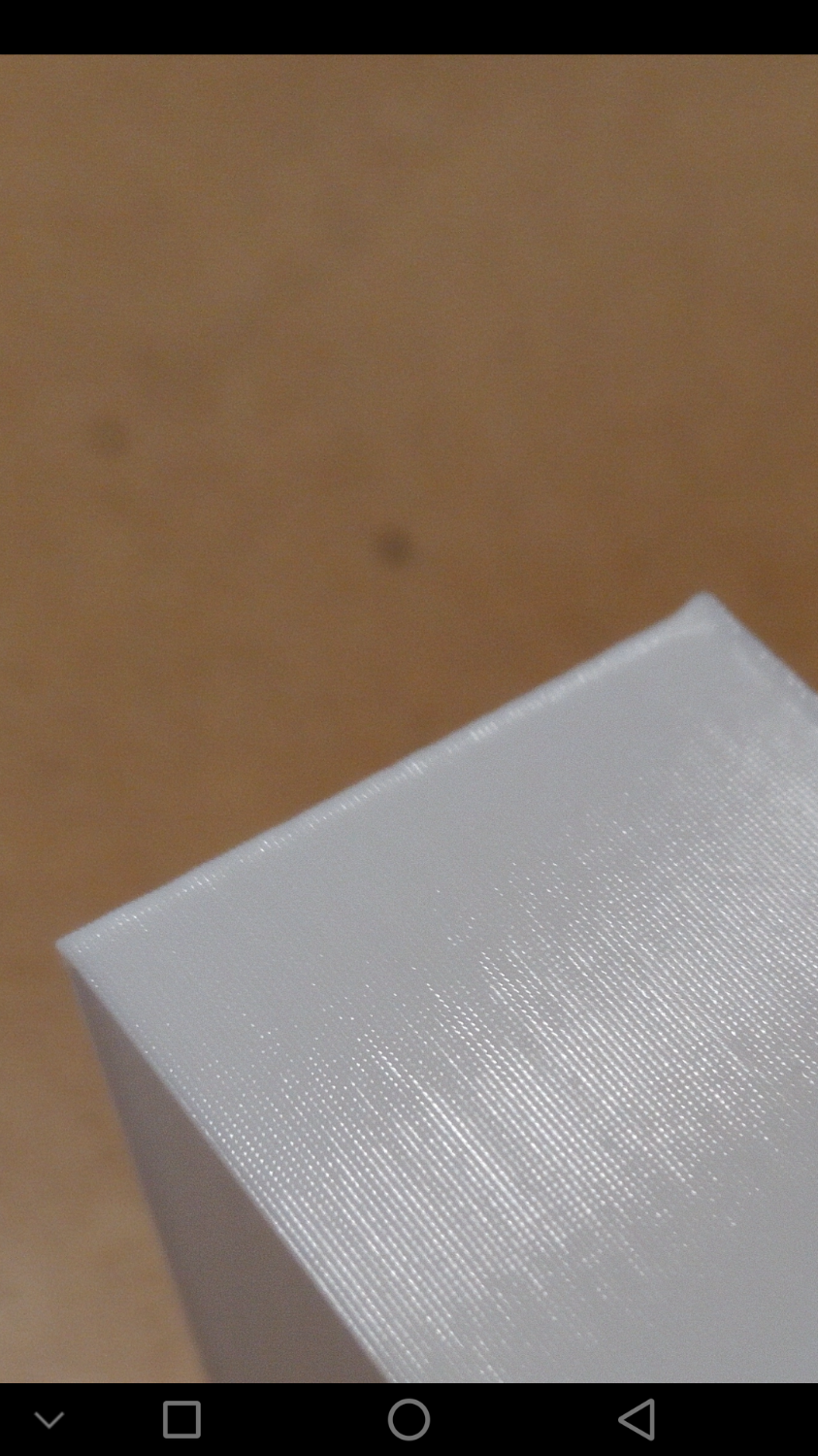
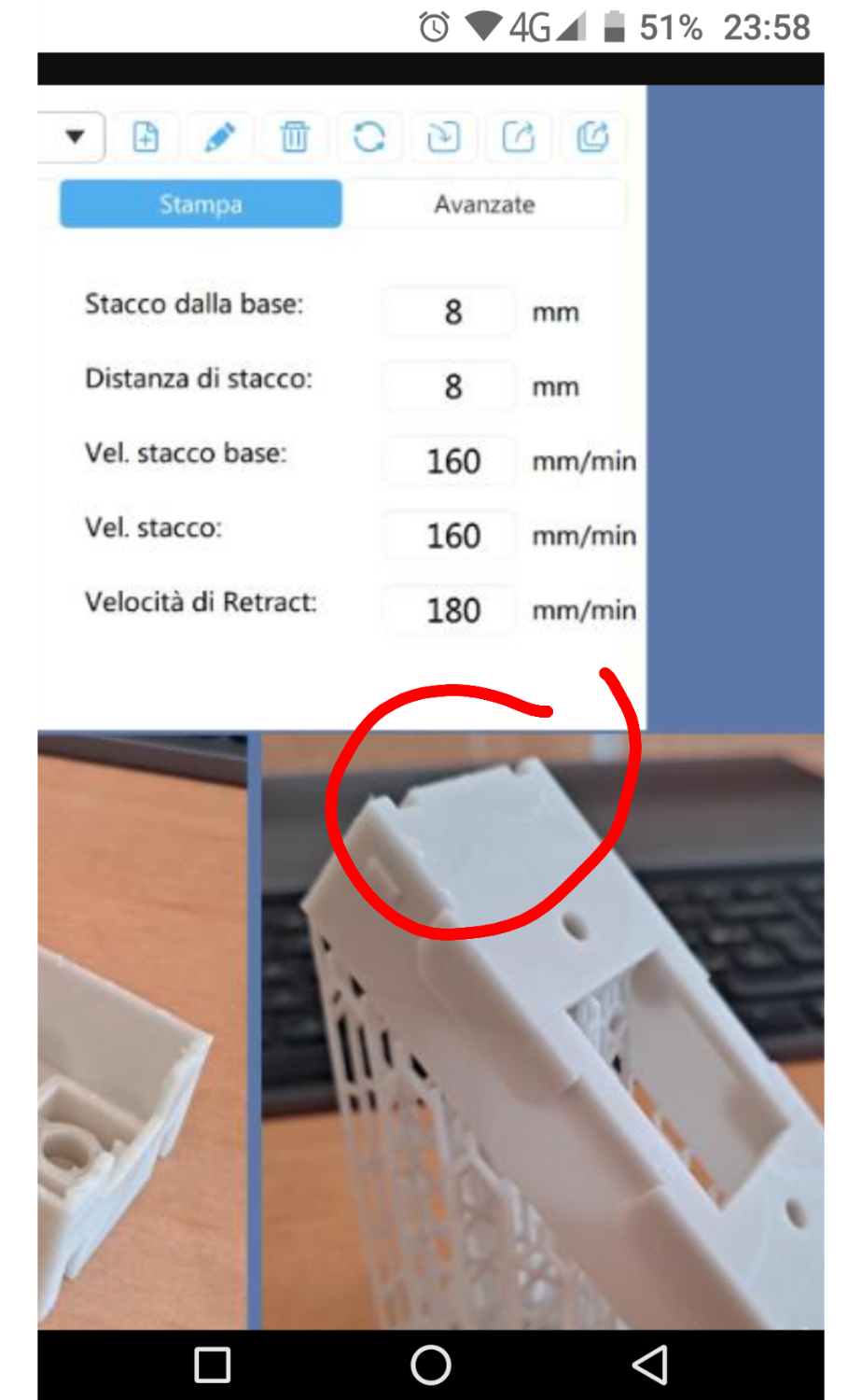
@michele79Non è per polemizzare ma quando si dà un consiglio su come risolvere un problema si deve essere certi di ciò che si dice ed è doveroso mostrare buoni risultati per evitare di far perdere tempo a chi prende sul serio i suggerimenti (lo scopo del forum è quello). Qui il problema non è risolto se si guarda la foto che hai postato sono solo cambiati i parametri di stampa come lo spessore del layer e la velocità rispetto alle altre foto che mettevano più in risalto il difetto, ma il problema, almeno riferendomi a questa foto, ce l'hai ancora. La temperatura del piatto non può fluttuare tanto perché il controllo è di tipo PID (a meno di un guasto sulla tua macchina o del distacco del termistore che ne rileva la temp.). Se poi il termistore fosse staccato o poco aderente avresti il problema non di fluttuazione ma di una temperatura crescente in modo incontrollato con rischio di bruciare il riscaldatore. Parli di accensione del BED , ma di accensione si può parlare solo in merito all'accensione della stampante perché il riscaldatore del BED è controllato in PWM, l'unica temperatura la cui minima fluttuazione ha direttamente conseguenze sul modello è quella dell'estrusore, perché hai voglia a vedere i segni sul modello per la variazione della temperatura del piano di ..... quanto .... facciamo 5°C +/- ? E questa variazione poi dovrebbe agire alzando ed abbassando il piano ? . Chi conosce la macchina sa che il riscaldatore è appiccicato ad una piastra di acciaio INOX di circa 25x20 cm con spessore 1mm , ora è sicuramente possibile che in presenza di riscaldamento magari non del tutto uniforme la piastra tenda ad "incurvarsi", ma una minima variazione su ipotetici 60° impostati non può tradursi in una variazione di altezza significativa ai fini dello spessore del layer , soprattutto alla frequenza di ripetizione del difetto vista sui tuoi cubetti. Questo che ti mostro è lo stesso problema che hai tu , che avevo io e che hanno sicuramente molti dei possessori di questa macchina E questo che segue è come dovresti vedere il tuo cubetto se avessi risolto il problema con lo spigolo del cubetto perfetto In ogni caso chiunque abbia lo stesso problema è libero di provare, come da te suggerito, a rivedere il contatto termico tra termistore e piano riscaldato (comunque non farà male), se il problema non verrà risolto, come probabile, rimarrà ahimè la meccanica (soprattutto dello"Z") da rivedere.
- 15 risposte
-
- 1
-
-
- wobble
- problema stampa
- (and 3 più)
-
@michele79Ma infondo lo Z wobble non è soprattutto un ispessimento restringimento (ovvero variazioni di larghezza di estrusione) del filamento deposto ? Tra i problemi principali che causano il wobble ci sono la meccanica dello Z, la meccanica dell'estrusore, il PID estrusore non regolato (o comunque variazioni di temperatura dell'hotend), vibrazioni in altezza del piano di stampa, ecc Io ho la stessa stampante e il controllo del BED è sempre stato proporzionale ma accettando anche l'ipotesi (sulla tua macchina) di una gestione di tipo on-off dubito fortemente che anche in presenza di una escursione di +/-2 gradi questo possa dilatare il piano (facendone cambiare l'altezza in "Z") alla frequenza con cui si ripete questa "rigatura" , soprattutto in relazione all'inerzia termica della massa in acciaio del piano. Semmai dovesse essere ricercata una correlazione più diretta e plausibile tra l'ON/OFF del BED ( sempre ammesso che la gestione sia di questo tipo) e la variazione della larghezza di estrusione , andrebbe piuttosto individuata in un calo eventuale di tensione nel momento dell'accensione del BED a causa di un possibile difetto dell'alimentatore. Da questa immagine comunque il problema rimane (le "gobbette" visibili nello spigolo a SX) nonostante velocità di stampa e spessore layer cambiati rispetto alle prime foto che hanno lenito il difetto. Nel mio caso ? Stesso problema, anni orsono, sulle stampe ma risolto solo con modifiche meccaniche di cui la principale proprio alla meccanica dell'asse "Z" @Giuapau Il problema più grosso qui è di tipo meccanico allo "Z" , io partirei da li.
-
@fmarco64 non è chiaro cosa intendi per posizionamento in orizzontale quindi ti chiarisco come intendo io , per capirci , puoi provare a stampare la tua vite tenendone l'asse perpendicolare al piano e se la ventilazione sul pezzo è sufficientemente potente, il filetto viene perfetto senza usare supporti. Ciao
-
@fmarco64come vá con Idea Maker ? Per il tuo tappo filettato hai provato a stamparlo senza supporti nel filetto ? Prova e tieni a canna la ventola , probabilmente viene meglio
-
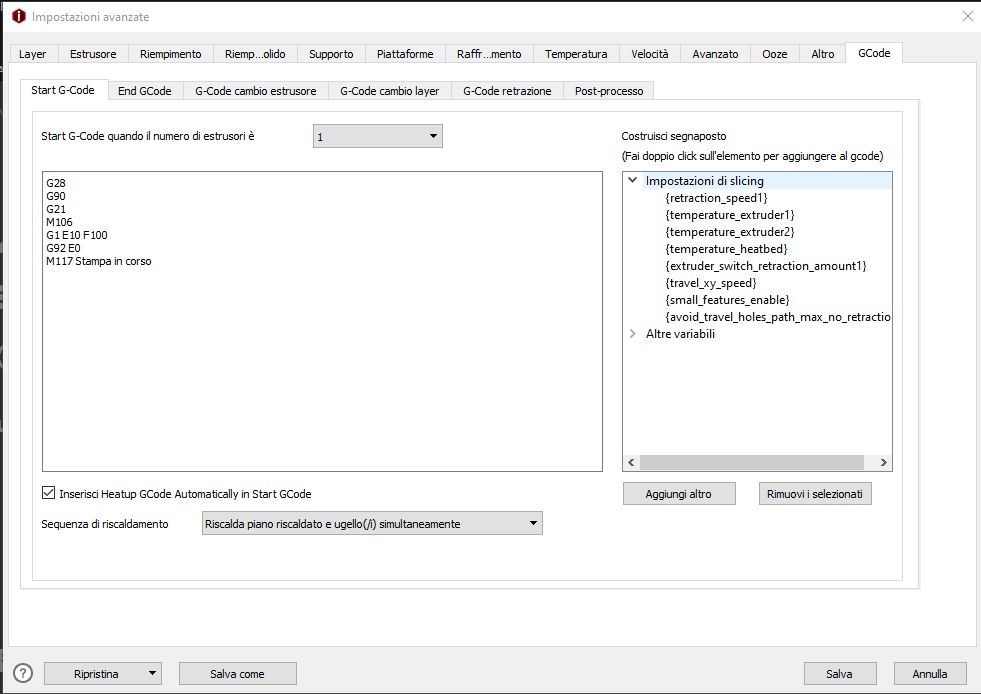
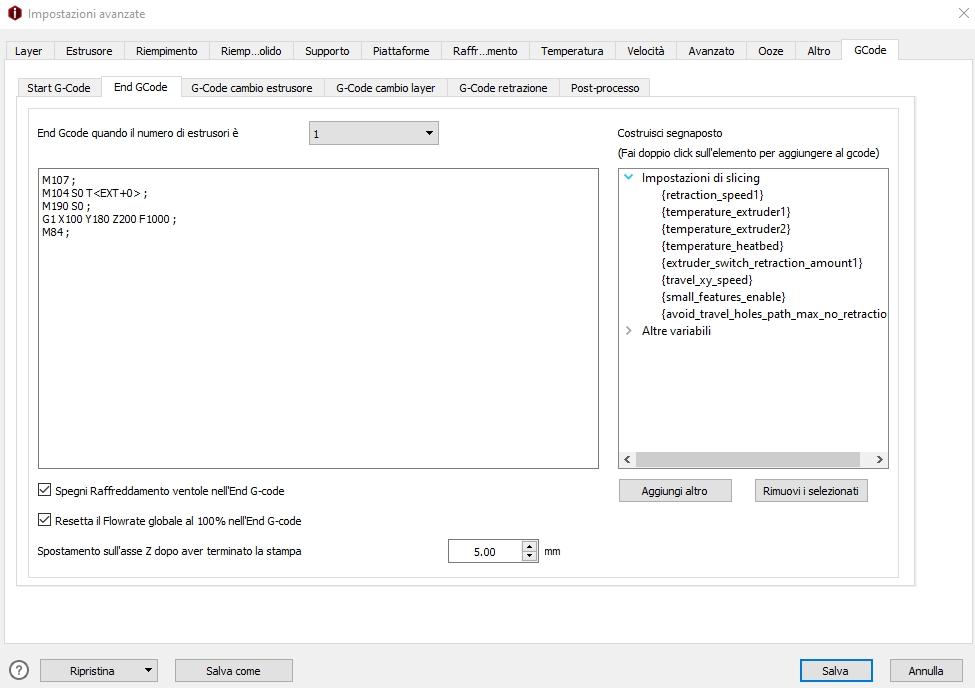
Ciao @fmarco64 non mi risulta sia possibile esportare i profili in formato testo. Per lo strano comportamento del gruppo dell'estrusore , non va bene che faccia così , dipende sicuramente dallo start-gcode , è passato molto tempo da quando ho configurato la NG ed adesso che ci penso mi pare di aver modificato sia lo start che l'end-gcode, prova a fare copia incolla di ciò che segue , cancellando quello che trovi attualmente (oppure confronta e correggi) Start-gcode per NG1 : G28 G90 G21 M106 G1 E10 F100 G92 E0 M117 Stampa in corso End-gcode per NG1: M107 ; M104 S0 T<EXT+0> ; M190 S0 ; G1 X100 Y180 Z200 F1000 ; M84 ; Nelle immagini sotto trovi i tab dove cambiare start ed end che in automatico poi seguiranno il profilo della stampante , vale a dire che se configurerai un profilo per un'altra stampante dovrai preoccuparti di impostarli a seconda delle caratteristiche della stessa. Ps. un'altra caratteristica che trovo sia molto importante di IdeaMaker è la capacità di avvisarti se l'STL che carichi ha degli errori mettendoti a disposizione un potente comando RIPARA. Le stampe che hai "affettato" con IdeaMaker come sono venute? Fammi poi sapere come va. Ciao
-

Anycubic Photon Mono X problem solving
Marco B. ha risposto a Nolimits80 nella discussione Problemi generici o di qualità di stampa
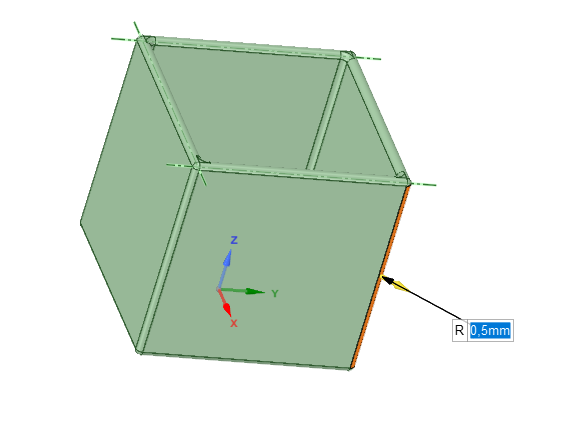
Sicuro che 1,5" di esposizione siano sufficienti ? A me sembrano pochi, il fep poi é ok ? Quel pezzo in foto, a mio parere, andrebbe rovesciato perché così rimane resina liquida nello spigolo chiuso più in basso (vedi foto sotto)
-
Anycubic Photon Mono X problem solving
Marco B. ha risposto a Nolimits80 nella discussione Problemi generici o di qualità di stampa
Se hai posizionato il pezzo parallelo al piano come da foto i sottosquadra verranno sempre brutti , ancora peggio poi se usassi della trasparente,occorre che inclini il pezzo mi sa. -
Anycubic Photon Mono X problem solving
Marco B. ha risposto a Nolimits80 nella discussione Problemi generici o di qualità di stampa
-
Anycubic Photon Mono X problem solving
Marco B. ha risposto a Nolimits80 nella discussione Problemi generici o di qualità di stampa
CUBO PROVA.stl
-
Anycubic Photon Mono X problem solving
Marco B. ha risposto a Nolimits80 nella discussione Problemi generici o di qualità di stampa
Attenzione che la resina con i pigmenti colorati richiede più tempo di esposizione inoltre i tempi dipendono dalla fonte UV (in definitiva dipende da che stampante hai) -
Anycubic Photon Mono X problem solving
Marco B. ha risposto a Nolimits80 nella discussione Problemi generici o di qualità di stampa
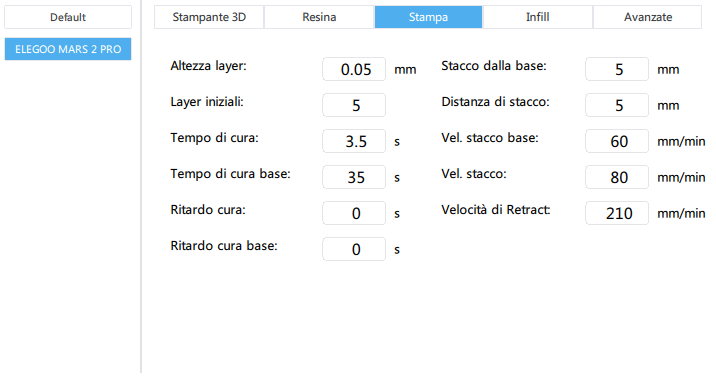
Il paragone tra le tecnologie FDM e Resina non è sul fatto che l'una sia meglio dell'altra, piuttosto che l'una è più adatta dell'altra in relazione a ciò che devi fare. Cosi infatti se devi stampare parti meccaniche funzionali tipo una ruota dentata , è meglio l'FDM mentre se devi fare involucri , modelli per successiva fusione o stampi per colata, è meglio la resina (e qui ho comunque semplificato). Sempre in relazione all'oggetto che devi realizzare, a volte non è nemmeno vero che il costo dello stampa a resina sia più costoso e nel video qui sotto porto un esempio in cui ho riprodotto un ricambio non più commerciale realizzandolo prima in FDM e successivamente in resina. Trattandosi di un pezzo da riprodurre in qualche centinaio di unità ho dovuto "approdare" alla resina proprio per ridurre i costi stando dentro al budget offertomi dal Cliente. Il pezzo in questione è un serbatoio per olio con doppia camera e faccia anteriore in cui deve essere visibile il livello dei due scomparti. Nonostante la piena funzionalità e circa lo stesso tempo di stampa, il modello in FDM richiede 2 ore di post lavorazione oltre all'asportazione dei supporti,tra cui: fabbricazione vetrino, suo meticoloso incollaggio, immersione in liquido turapori/impregnante. Il modello in resina richiede 15 minuti di post lavorazione tra cui (oltre al lavaggio) leggera carteggiata della facciata anteriore e spruzzata di vernicie trasparente per aumentare la trasparenza. La Resina è la ABS LIKE Translucent di Elegoo su stampante ELEGOO MARS 2 Pro, (esposizione: primi layer 35" , layer normali 3") stampato inclinato a 40° circa e comunque a favore del foro filettato M8 esistente sul modello che in questo caso mi funge da foro di sfogo per la resina residua, per terminare 5 minuti di fotocuring dentro al mio vecchio bromografo che usavo per i circuiti stampati. Questa resina è molto stabile dimensionalmente , è soggetta ad un calo intorno al 3% tanto che mi è bastato scalare leggermente il modello direttamente dal cad 3D (nel mio modello infatti è presente un filetto grande con un passo da 1,5mm e H 1mm) che deve essere preciso, sono uno sperimentatore ed ho voluto mettere la resina alla prova lavando alcuni modelli con acetone, diluente nitro, acool denaturato (quello rosso della COOP per capirci) la resina non ha fatto difetti di nessun tipo in nessun caso (ovviamente dovendolo contenere l'ultimo test è stato l'olio). Spero di essere stato utile TRIM_20210208_191450.mp4 TRIM_20210208_191450.mp4 Il modello l'ho posizionato in questo modo con supporti piccoli su Chitubox , sembrerebbe un controsenso piazzare i supporti la proprio dove mi serviva la parte più trasparente e liscia ma è stata una scelta strategica in quanto, tolti i supportini nemmeno tanto penetranti , mi basta una lisciatina con carta del 240 (stando sotto al rubinetto per non respirare la polvere e tenere la carta telata pulita) ed una spruzzata di vernicie trasparente lucida.
-
Se per "al contrario" intendi tenendo come riferimento il trimmer di taratura , si. La vref per gli 8825 andrebbe calcolata con apposita formula ma parti da 0,4v , provi a far lavorare ed eventualmente alzi senza superare gli 0,8v . In teoria comunque andrebbe tenuto conto della corrente nominale del motore. Praticamente chi ha un motore da max 2,5A/fase si considera di farlo lavorare al 70% della sua corrente cioè a 1,75A e la vref è pari alla metà di 1,75v (0,875v). Non è opportuno pompare su un motore tanta più corrente di quella che ammette , ma tenendo d'occhio funzionamento e temperatura del motore si puo spingere un po.
-
Il tuo Leo è uno stato di grazia, magari nella tua si sono sbagliati e l'hanno fatta meglio. Va detto però che anche chi ha una Moglie brutta è convinto di aver sposato miss Italia 🤣 🤣. A parte gli scherzi , senza "gufare" qualche segno di imperfezione sullo z però si vede (la mia ha iniziato così), ma magari usandola poco i problemi usciranno più avanti. La "mano" della foto comunque non è un modello particolarmente stressante per la meccanica della stampante , il perimetro ha linee rotondeggianti e con raggi ampi, inoltre su un oggetto simile non hai nemmeno il vincolo del rispetto delle dimensioni. Diverso sarebbe se stampassi un particolare meccanico con fori , interassi , smussi o peggio filetti e sedi per cuscinetti, ecc. In rete leggi di tutto , ad esempio di chi compensa una sotto-estrusione aumentando il parametro del flusso nello slycing non accorgendosi magari di un problema di trazione del motore , la situazione poi peggiora ma non focalizza mai la causa. In una stampante 3D, il firmware legge il programma (il nostro file GCODE) ed impartisce istruzioni all'hardware ma se l'hardware esegue male.......
-
Non c'é di ché , é un piacere dare una mano. Aggiornami. Ciao