Marco B.
-
Numero contenuti
151 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Marco B.
-
Si , sia l'albero del nema che l'albero lungo dell'y sono di diametro 5mm. Per la pasta , se lo scopo é migliorare la trasmissione termica tra termocoppia e piano , mi pare una buona idea
-
Ecco i link anche se non so se siano ancora validi , eventualmente cercherai prodotti di pari caratteristiche. https://www.amazon.it/gp/product/B071RM71FY/ref=ppx_yo_dt_b_asin_title_o03__o00_s00?ie=UTF8&psc=1 https://www.amazon.it/gp/product/B0728K67NV/ref=ppx_yo_dt_b_asin_title_o02__o00_s00?ie=UTF8&psc=1 https://www.amazon.it/gp/product/B01MTBOT35/ref=ppx_yo_dt_b_asin_title_o02__o00_s00?ie=UTF8&psc=1 Considera che cambiando il rapporto di trasmissione con rapporto 1:3 , dovrai poi cambiare il valore degli step/mm del motore Y nel firmware, moltiplicando il valore attuale per 3. Buon lavoro
-
Davide credo tu ti riferisca a me , a una delle mie modifiche alla meccanica relativa all'asse y appunto , rintraccio il link d'acquisto di AMZ e te lo giro (forse già questa sera) considera però che dovrai sostituire anche la puleggia sul motore perché di un passo diverso e che per farlo ti occorrerà un estrattore
-
Certo che se la si paragona a macchinette esili ed economiche si può certo esaltare la meccanica o sarebbe più corretto dire "la struttura" , questa infatti è robusta (un solido cubo inox). Nel video risalta ed è degno di nota, soprattutto il lavoro sull'estrusore che per chi deve stampare polimeri a temperature elevate è fantastico, sono iscritto da tempo al canale Italy Maker . Dal video parrebbero "proporsi" o proporre agli interessati un'eventuale upgrade e la cosa ci può stare ma in relazione al quanto costa il lavoro ed a che scopo lo si fa, oggi infatti ci sono macchine nuove con prestazioni ottime a prezzi ragionevoli che conviene prendere in considerazione. Chi conosce a fondo la NG sa che ha altri problemi (ovviamente in relazione alle aspettative che si hanno) ed io trovandomi ad averla e piuttosto che lasciarla ferma l'ho rivoluzionata per farla produrre seriamente. Dal punto di vista personale devo ammettere che se non mi fossi intestardito nel voler portare la NG ad un livello professionale ora non avrei le conoscenze che ho, grazie quindi alla NG 🤣🤣
-
Si in effetti un bel lavoro sull'estrusore se si devono usare filamenti che richiedono alte temperature ma la meccanica dello z e dell'y sembrano rimaste originali e cioè fanno pena ........io ne so qualcosa 😁😁
-
Grazie Michele ma nel mio caso, che ho risolto credo 2 anni orsono , si trattava dell'asse Z , in questo topic infatti pubblicavo alcune Delle mie modifiche alla NG. Così modificata infatti é diventata un "mulo" da stampe da 30-40 ore perfette senza alcun problema. Se nel tuo caso noti questo effetto , dovresti provare a prendere una di quelle schedine con MOSFET e pilotare il piatto con quella. Lo scopo sarebbe quello di far transitare le correnti necessarie al piatto al di fuori della scheda madre ( sempre considerando che l'alimentatore non abbia problemi ). Ciao
-
Ciao Mario , hai dato un occhio ai post precedenti di questo topic , forse trovi qualche spunto. In alternativa esponi i problemi che riscontri.
-
Difficile che io riesca a controllare , solo tu puoi controllare dopo la traduzione . Ora mi devo assentare , sarò sul forum piu tardi.
-
Purtroppo faccio un po fatica a capire , con il traduttore di google dovresti tradurre dallo spagnolo all'italiano e la traduzione italiana riconvertirla in spagnolo , in questo modo riesci a renderti conto meglio se i concetti che vuoi esprimere rimangono fedeli. Per il poco che ho capito , hai portato la macchina da qualcuno che ti ha fatto delle sostituzioni non necessarie o che non hanno ottenuto nessun risultato, giusto ? Quando dici che crea strati nell'aria ( o se capisco bene i layer non si attaccano ) anche usando i profili ufficiali di Slice3r, mi viene il sospetto che se sono stati apportati dei cambiamenti hardware, è possibile che i profili non vadano più bene, oppure occorre una profonda calibrazione degli step/mm di tutti gli assi + estrusore. Per ora è tutto quello che posso dire , prova a descrivere meglio e caricare qualche foto , magari riusciamo ad aiutarti.
-
Ci posso riguardare ma lo spazio é davvero esiguo
-
Be , Leo, secondo me hai fatto un lavoro fantastico ! , complimenti davvero.
-
Se hai usato il convogliatore che ho definito "più potente" , puoi provare a strozzare un po' la bocca d'uscita , anche se ho fatto parecchi tentativi (vedi tutti i miei convogliatori) e quello é risultato il migliore. Il motivo é che quelle ventoline non sono potenti da poter concentrare tanto il getto e se strozzi un po' di più, il flusso si ferma.
-
Ciao Leo , io ho il tuo stesso cavo multipolare che ho lasciato nella posizione originale , per le cinghie, nel mio caso sono ancora le originali e siccome non mi hanno dato problemi non le ho sostituite. La differenza sostanziale tra quelle in gomma con tela e quelle in poliuretano con i filii in acciaio è l'elasticità maggiore delle prime rispetto alle seconde. Ci sono pregi/difetti sia nelle une che nelle altre , tutto dipende dall'applicazione. La mia NG è una Dic 2016 e non so se le vostre siano versioni precedenti o successive alla mia. Diciamo che se dovessi progettare una stampante di queste dimensioni preferirei le cinghie più elastiche che mi permettono di arrivare ad un giusto tensionamento non rischiando di aumentare il carico sui motori. E anche vero che l'elasticità non va daccordo con l'accuratezza degli spostamenti, ma su queste dimensioni di stampante per me è un aspetto trascurabile. Le cinghie meno elastiche rendono la macchina più precisa ma è più critico il giusto tensionamento. La stampante big che sto costruendo non avrà certo le cinghie di nessun tipo perchè su assi > di 1m l'elasticità sarebbe un problema. Per il problema dell'oscillazione della temperatura di @Giuapau penso anch'io che si tratti di tarare il PID, tanto più che mi pare che monti ancora la ventola originale che non fa certo vortici d'aria che possano raffreddare l'estrusore. A proposito ........bello il tuo supporto ventola ....ha ha ha ha.
-
Ciao , se può esserti utile , le cinghie Y devono essere ben tese ma non come corde di chitarra , che problemi hai sull'asse y ? Dalla tua foto mi sembra di vedere che le cinghie (al contrario delle mie che sono in gomma telata) siano del tipo in poliuretano, solitamente queste hanno l'anima in sottili filamenti d'acciaio ( puoi verificare in trasparenza usando una luce forte sotto ) , queste non gradiscono l'eccessivo tensionamento , introducendo se molto tese, dapprima un aumento di attrito al movimento ed eventualmente anche spezzandosi.
-
Bene , buon lavoro
-
La ventola raffredda molto si , proprio perchè spesso è necessario solidificare velocemente l'estruso , ma devi proteggere l'hot end dal flusso diretto, se guardi la mia foto vedi che io ho messo un lamierino/carter di protezione (si possono usare anche le cower in silicone che trovi in rete) , infine devi regolare il PID dell'hot end.
-
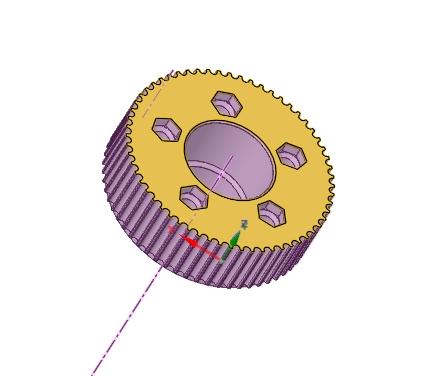
Ok per le molle (penso tu ti riferisca alle molle del cuscinetto di contropressione dell'estrusore), questa è una delle tante regolazioni, io mi riferisco alla calibrazione generale della stampante che passa per l'aggiustamento degli step/mm per tutti gli assi compreso l'estrusore proseguendo con la misurazione della effettiva larghezza di estrusione stampando il classico cubetto ad un perimetro. La perdita di passi in E non è sempre udibile (se lo è è veramente grave) si manifesta con effetti di sottoestrusione costanti od in arere specifiche dello stampato. Per farla breve se la macchina è calibrata e funziona bene lo impari stampando una forma geometrica di dimensioni ben precise ed il risultato che ottieni rispetta non solo l'estetica ma anche le quote (dimensioni effettive) del modello. Se vai sul canale di Help3d troverai interessanti video sulla calibrazione, ed i concetti menzionati sopra. Un esempio di quello che intendo : questa puleggia per cinghia dentata HTD 3M, da 60 denti (dell'imagine sotto) , se la stampi con una macchina non calibrata, anche se il risultato estetico potrebbe essere buono , il passo dei denti non combacerebbe con quello della cinghia. E questo è il risultato che intendo

-
Se dovessi scegliere , direi ( da una ricerca veloce ) questo https://www.amazon.it/Nrpfell-Diametro-Filamento-Bloccato-Stampante/dp/B082SHHYYH/ref=sr_1_3?__mk_it_IT=ÅMÅŽÕÑ&dchild=1&keywords=Sensore+Filamento+Diametro+1%2C75+Mm&qid=1588813122&sr=8-3 che si accorge anche dell'effettivo scorrimento del filo. Leo , per il motore originale dell'estrusore che a te pare forte, devi sapere che non lo è in realtà, è causa di sottoestrusione e per questo motivo è uno dei primi motori che ho cambiato con modello + potente. Poi è vero che chi magari non stampa tanto o comunque non stampa particolari meccanici che devono rispettare certe tolleranze, ricorre ad un aumento del flusso nello slicer, aggiusta un po qua e un po la e la stampa esce accettabile. Quando si vuole avere una ottima percentuale di riuscita del risultato, la macchina deve essere calibrata e lo può essere solo se i motori eseguono in modo costante il loro lavoro. Ecco il motivo per cercare di non introdurre attriti anche lievi ma evitabili. Prova comunque quello meccanico che semplifica anche il cablaggio
-
Ecco il mio supporto ventola modificato per accogliere il sensore BlTouch. Guardati questo https://www.thingiverse.com/thing:4342665 Per non limitare l'area di stampa , considerando le quote del disegno (anche quelle non ben menzionate del connettore ad esempio), questo è l'unico spazio in cui infilare il sensore senza andare a sbattere contro qualcosa (tipo il C.S. del display) ai limiti esterni dell'area stampabile. Condizioni rispettate: -mantenimento area stampa -maggior vicinanza all'estrusore (che consente di mantenere + distanti i punti di test e quindi maggior accuratezza nel livellamento) -asola di regolazione fine con staffa dedicata Compromessi : -cambio orientamento ventola che ora pesca aria + calda vicino al motore dell'estrusore (ma non dovrebbe essere un problema spero) -taglio di una delle "orecchie" della flangia di fissaggio del BlTouch che andrà fissato con una sola vite (ma forse anche questo non sarà un problema,) - incognita residua del connettore del BlTouch che spero non vada a sfregare contro la barra rettificata a lui vicina , ma questo me lo dovrai dire tu poi vedremo come fare Considerazioni : -un possibile posizionamento del sensore potrebbe essere di fronte al gruppo di estrusione come avevo pensato all'inizio immaginandolo di dimensioni inferiori (al posto della vecchia ventola) ma visto l'ingombro si sarebbe costretti a limitare l'asse Y (nei profili di stampada o nel firmware) dagli attuali 200 a 190 max 195 mm, motivo una potenziale collisione con i flat cable del display. Tuttavia è vero anche che il fissaggio di quest'ultimo si potrebbe modificare portando tutto il blocco più all'esterno della macchina di almeno 8mm semplicemente accorciando le torrette filettate su cui è montato -ultimo possibile posizionamento potrebbe essere a fianco del motore dell'estrusore dal lato SX (guardando la macchina di fronte), qui ci sarebbe maggior spazio di manovra ma la distanza dall'estrusore sarebbe tale da limitare l'area testabile sul piano in senso Y. Quindi stampati il nuovo supporto, la staffa per il sensore, monta la ventola girata come da suggerimenti nelle foto allegate al progetto, il convogliatore che già ti sei stampato continua ad andare bene, usa viti autofilettanti che non sporgano tanto oltre lo spessore del materiale ( le punte eccedenti possono sbattere da qualche parte) ed infine fammi sapere se ho calcolato correttamente tutti gli ingombri.
-
Funziona proprio per questi casi , magari se hai molta vibrazione prendi un frenafiletti forte. Mi raccomando sgrassa bene dove metti il prodotto.
-
La 603 va bene (la trovi su amazon) ma se vuoi spendere meno puoi anche usare quella di questo link , è un frena filetti medio ma va bene uguale e costa 7 euri e rotti al posto di 19,90 , ecco il link AMZ https://www.amazon.it/febi-26709-FEBI-Netti-Verde/dp/B006DHXYHK/ref=sr_1_4?__mk_it_IT=ÅMÅŽÕÑ&dchild=1&keywords=frenafiletti&qid=1588699026&sr=8-4 Io a volte uso anche quella idraulica la 542 se ho finito l'altra , per una applicazione non da alte prestazioni va bene qualsiasi prodotto che in assenza di ossigeno si espanda (questo fanno la maggior parte di questi prodotti)
-
Se il cuscinetto è buono, non si riesce a fargli l'incavo sul tornio, tuttalpiù si puo riuscire con un mini disco abrasivo, ma in ogni caso non ti servirebbe l'incavo nel cuscinetto visto che l'anello di fermo (nel blocco in alluminio) è nella sede del blocco in alluminio. Un cuscinetto lungo al posto di quello corto, esce dal blocco anche oltre la sede dell'anello di fermo (seeger) , ecco perchè serve la loctite bloccante per cuscinetti necessaria a tenerlo in sede perchè il fermo non ci sta più. Sgrassa bene sede e cuscinetto (parte esterna) quando metti la loctite. Mi raccomando mentre il prodotto si rapprende (catalizza) è importante che tu tenga infilata la barra rettificata , allo scopo di tenere perfettamente allineato il tutto. A causa di tolleranze del blocco in alluminio , potresti trovarti il cuscinetto corto e quello lungo non perfettamente in asse se non usi la barra !!! ( attento anche che non ti vada qualche goccia di prodotto all'interno dei cuscinetti )
-
Chiedi pure, se mi fai avere le quote bel bltouch modifico il supporto
-
Leo , sei un grande, grazie , io comunque per ora aspetto che tu mi dica " ho provato il firmware con le mie configurazioni ed implementazioni e va da dio" , perchè la mia NG la sto usando proficuamente e non vorrei rischiare di incartarmi in cose che un imbranato di programmazione come me si pentirebbe di aver fatto ( se tu hai bruciato il tuo muletto , figurati io cosa potrei combinare ). Una mia "legge sacra" che applico a tutto ciò che faccio (lavoro e non) è che se non riesco a raggiungere il mio intento, quantomeno non devo far danni o peggiorare la situazione. Ha Ha Ha ha
-
Bravo , ottimo , per il "SALDA FILAMENTO" dopo averlo stampato fammi sapere e posta qualche foto , come hai visto io l'ho fatto in metallo ma se si fa attenzione con la punta del saldatore , dovrebbe funzionare . Fammi sapere anche se tutte le quote combinano (l'ho modellato al volo) e se secondo te occorre migliorare qualcosa. Se occorre lo correggo. Ciao