blulaserstar
-
Numero contenuti
62 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Visite recenti

Obiettivi di blulaserstar
")
Newbie (1/14)
5
Reputazione Forum
-
Righe verticali sfasate
blulaserstar ha risposto a blulaserstar nella discussione Problemi generici o di qualità di stampa
si si è un filo bianco sharebot nuovo! la sfasatura, intendo che le linee non sembrano tutte perfettamente allineate verticalmente, è pieno di sbavature, mi sembra una stampa pessima -
TOP Layer Disastroso, sbaglio impostazioni?
blulaserstar ha risposto a blulaserstar nella discussione Problemi generici o di qualità di stampa
Io non ho mai stampato a 0.08 o 0.04, sempre lasciate le impostazioni high dei profili sharebot in sl1c3r che come default ha 1mm -
TOP Layer Disastroso, sbaglio impostazioni?
blulaserstar ha risposto a blulaserstar nella discussione Problemi generici o di qualità di stampa
Per sapere come fare, intendi, portarlo in temperatura (tipo sui 230) e poi spingere un po giù il filo? Passare lo scovolino? O la corda di chitarra? Oppure fare il cambio filo, fargli prendere un abs, e poi fargli riprendere un pla? Io al momento ho solo PLA e gli ho fatto fare un paio di volte il cambio filo, ma malgrado una partenza migliore all'inizio poi.... riscontro il medesimo problema, e non sto nemmeno insistendo tanto con le impostazioni, perché con le impostazioni di default high dello sl1c3r ho sempre ottenuto ottime stampe. -
TOP Layer Disastroso, sbaglio impostazioni?
blulaserstar ha risposto a blulaserstar nella discussione Problemi generici o di qualità di stampa
Guarda, mi hanno dato un estrusore tutto metallico, niente tubo all'interno. Avvalorando la mia tesi che fosse un po problematico quel componente, anche se il secondo che ho ordinato e che non era disponibile al momento, mi è arrivato con il tubo all'interno, allora ho chiesto lumi e mi hanno detto che dopo varie prove sono ritornati alla soluzione originaria in quanto sembri essere la migliore! mah Comunque ironia della sorte, la soluzione è durata ben poco, la stampante, ha stampato bene per una decina di pezzi ed ora presenta il medesimo problema. Dicono che è un problema di cristallizzazione del PLA all'interno del tubo. Io stampo a 230 il primo layer e 215 quelli dopo. Non so proprio più che pensare, forse le temperature non sono così corrette, a display sia della stampante che da pc, vedo che è abbastanza stabile, le oscillazioni sulla temperatura non sono così alte, ogni tanto scende di qualche grado 3 o 4 al massimo ma poi torna subito in temperatura, non credo sia un gravissimo problema l'ha sempre fatto. La cosa che mi perplime è che, dopo un po di cambio filo, inizia a stampare bene e poi.... torna fare l'estrusione di filo "magro" e quindi una stampa schifosa! -
Righe verticali sfasate
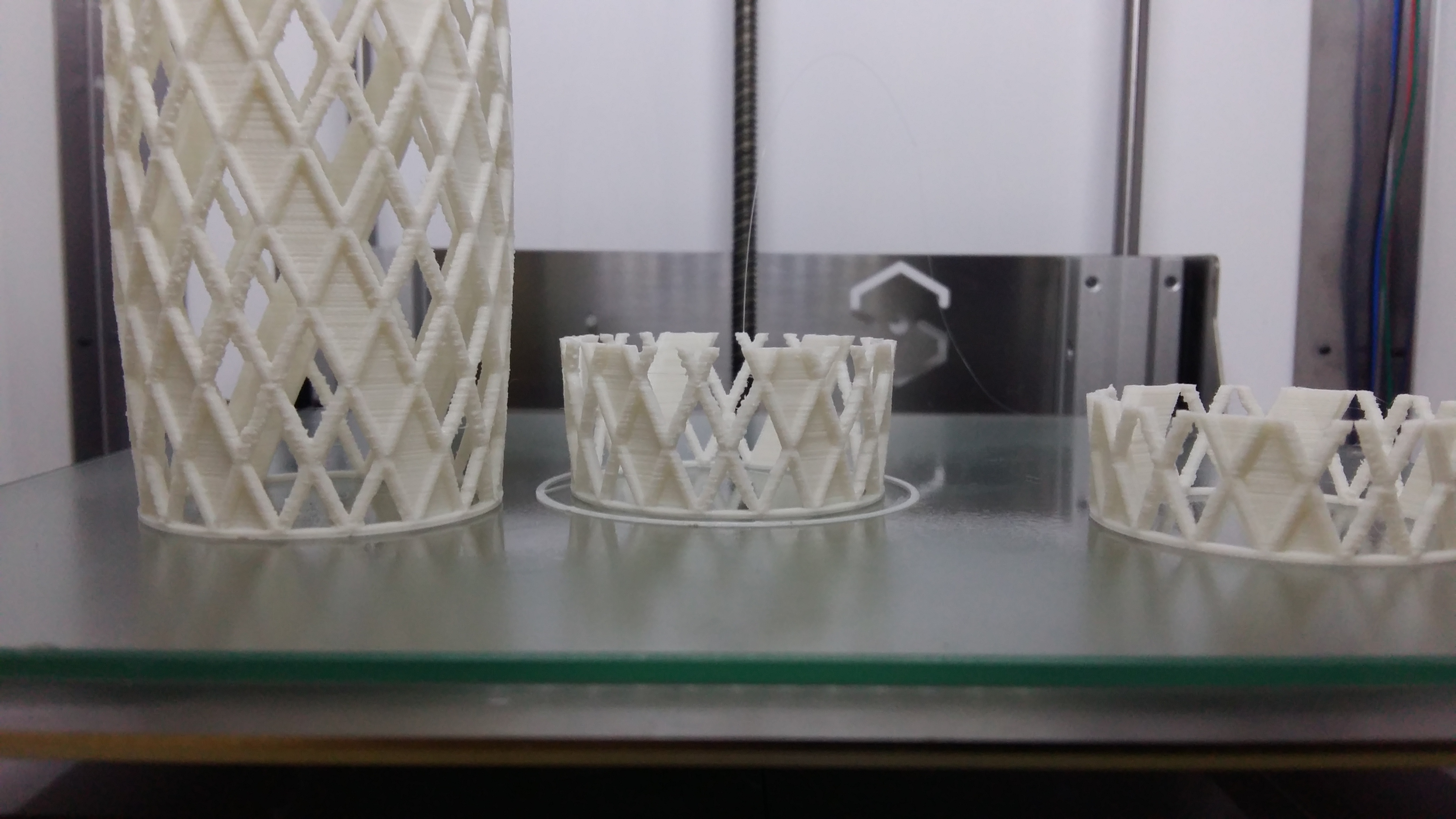
blulaserstar ha pubblicato una discussione in Problemi generici o di qualità di stampa
Salve, come da titolo ho un problema di sfasatura nella stampa. Nell'immagine da sinistra verso destra ho impostato su sl1c3r (con profilo HIGH sharebot) il parametro: Minimum travel after retraction come segue: 1mm (Default) 2 mm e 0,5mm ma non mi sembra cambiato molto. L'ugello è nuovo e devo dire che le altre cose le stampa perfettamente, sono queste righe che mi fanno tribolare. Voi quale parametro modifichereste?
-
TOP Layer Disastroso, sbaglio impostazioni?
blulaserstar ha risposto a blulaserstar nella discussione Problemi generici o di qualità di stampa
Ragazzi ho cambiato l'ugello. ed ora la stampa è tornata al top, anche con le impostazioni high dello sl1c3r con i profili sharebot. -
TOP Layer Disastroso, sbaglio impostazioni?
blulaserstar ha risposto a blulaserstar nella discussione Problemi generici o di qualità di stampa
è proprio da cambiare! L'ho pulito benissimo, con gli scovolini sharebot ma niente, il problema temo che sia nel tubicino di teflon che ormai è sfatto, a suon di spingi tira molla, ed infatti quando mi fa questo problema (ora sempre) trovo sempre nel tubicino come una "bolla" un grumo di plastica. Domani comprerò l'hotend nuovo e poi vi faccio sapere! Grazie mille per l'aiuto. Ps. Ma quel tubicino sapete mica se è venduto singolarmente? perchè mi sembra un punto cedevole e magari in futuro vorrei cambiare solo quello -
TOP Layer Disastroso, sbaglio impostazioni?
blulaserstar ha risposto a blulaserstar nella discussione Problemi generici o di qualità di stampa
però dopo attente analisi inizio a sospettare problemi all'hotend -
TOP Layer Disastroso, sbaglio impostazioni?
blulaserstar ha risposto a blulaserstar nella discussione Problemi generici o di qualità di stampa
Ok ho provato a mettere il flow ad 1.1 ma... sembra quasi peggiorato. Ho messo una foto del prima e dopo. Nel secondo tentativo ho impostato un honey da 20% perché tanto date le dimensioni era sufficientemente denso, ma già quando faceva l'honey ho osservato che era disastroso, mentre con il medesimo filo prima aveva fatto una stampa migliore come potete osservare. Il diametro del filo, sembra stabile, più o meno sempre sulla,1,75. Sono un po affranto nel vederla stampare così
-
TOP Layer Disastroso, sbaglio impostazioni?
blulaserstar ha risposto a blulaserstar nella discussione Problemi generici o di qualità di stampa
ciao, sto usando il PLA Sharebot, perché devo dire che mi ci trovo molto bene. io ho provato a guardare un po nell'advanced ma non saprei come e quali parametri correggere per vedere di riuscire a migliorare questa cosa.
-
TOP Layer Disastroso, sbaglio impostazioni?
blulaserstar ha pubblicato una discussione in Problemi generici o di qualità di stampa
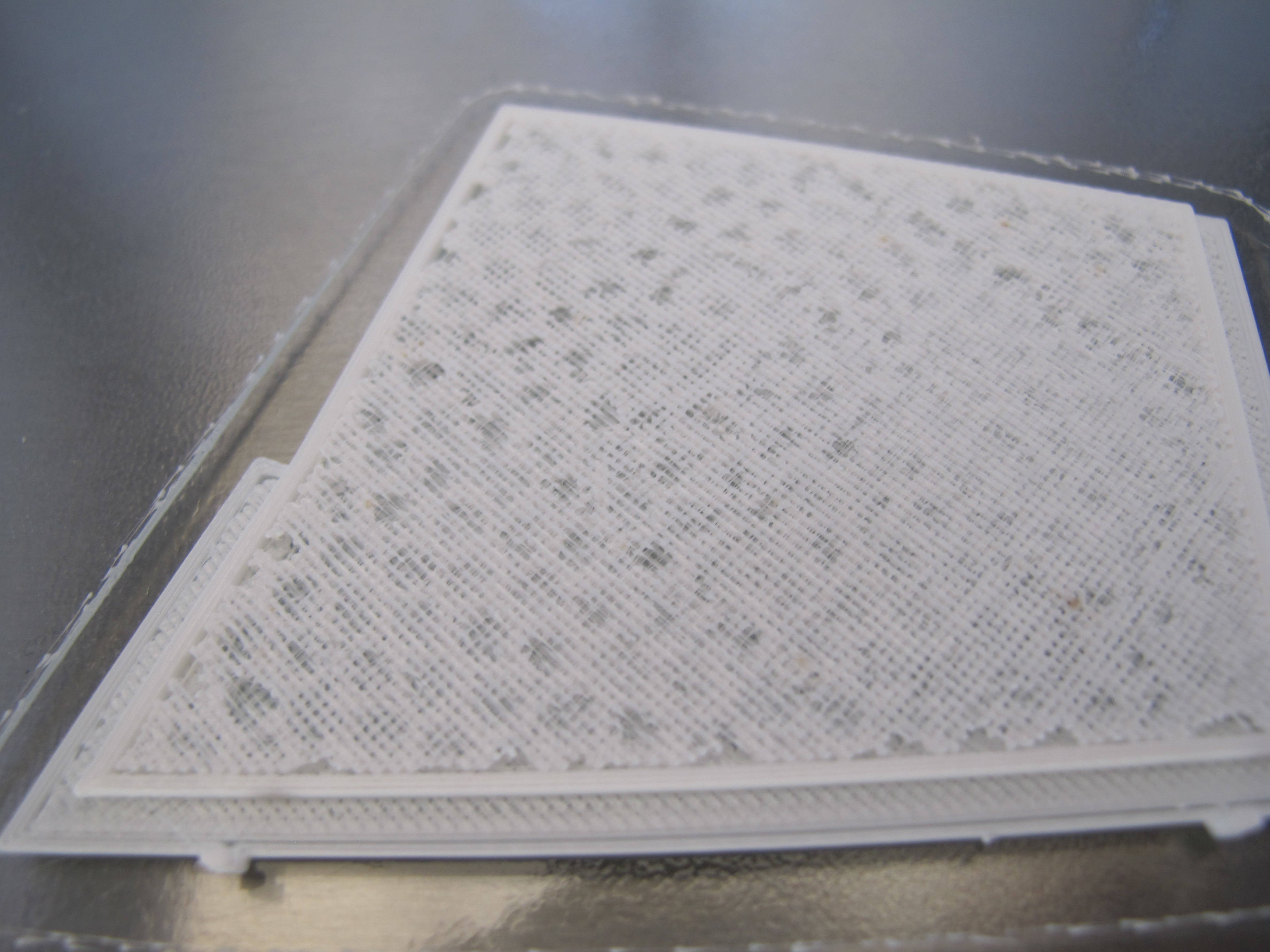
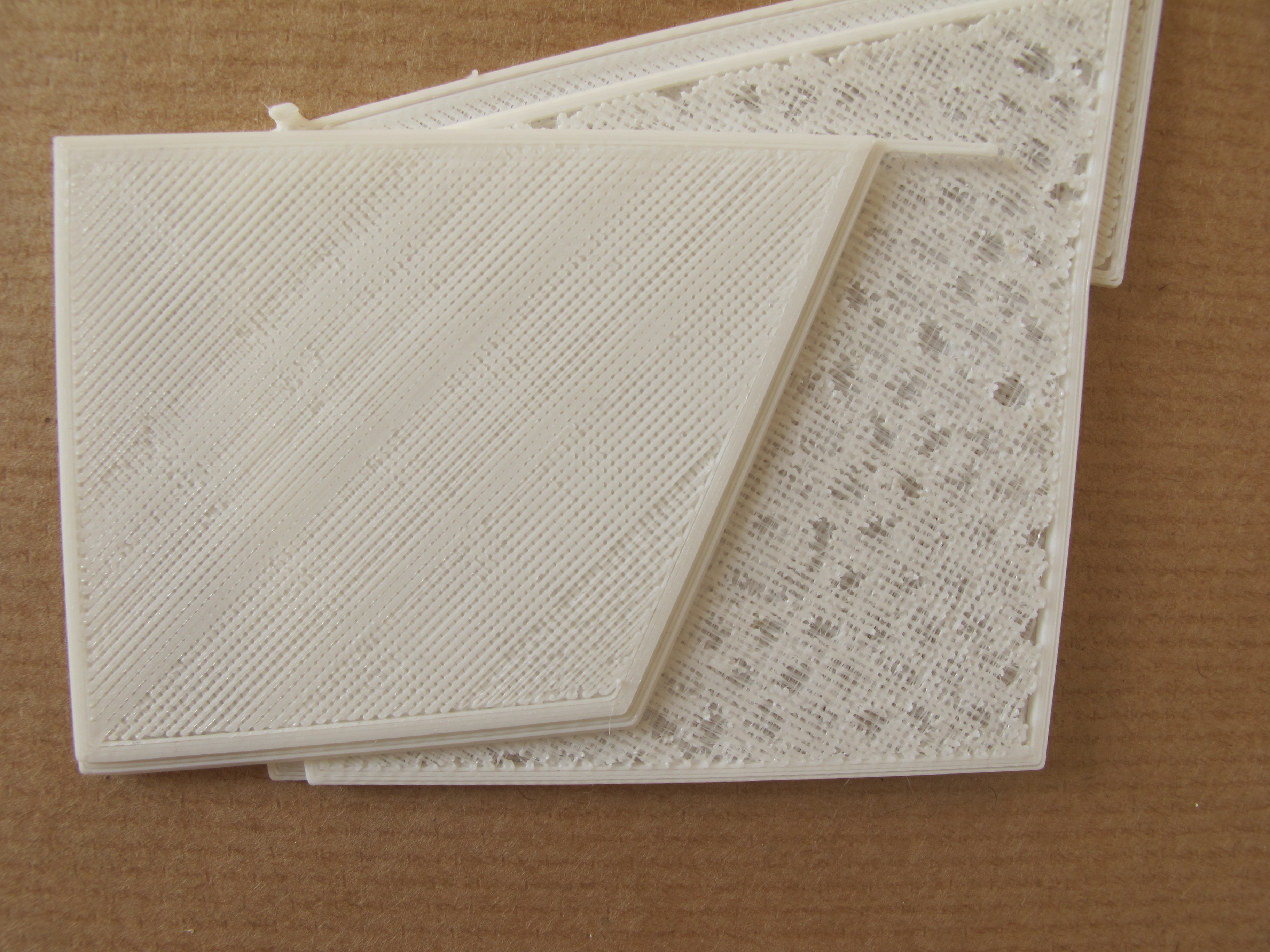
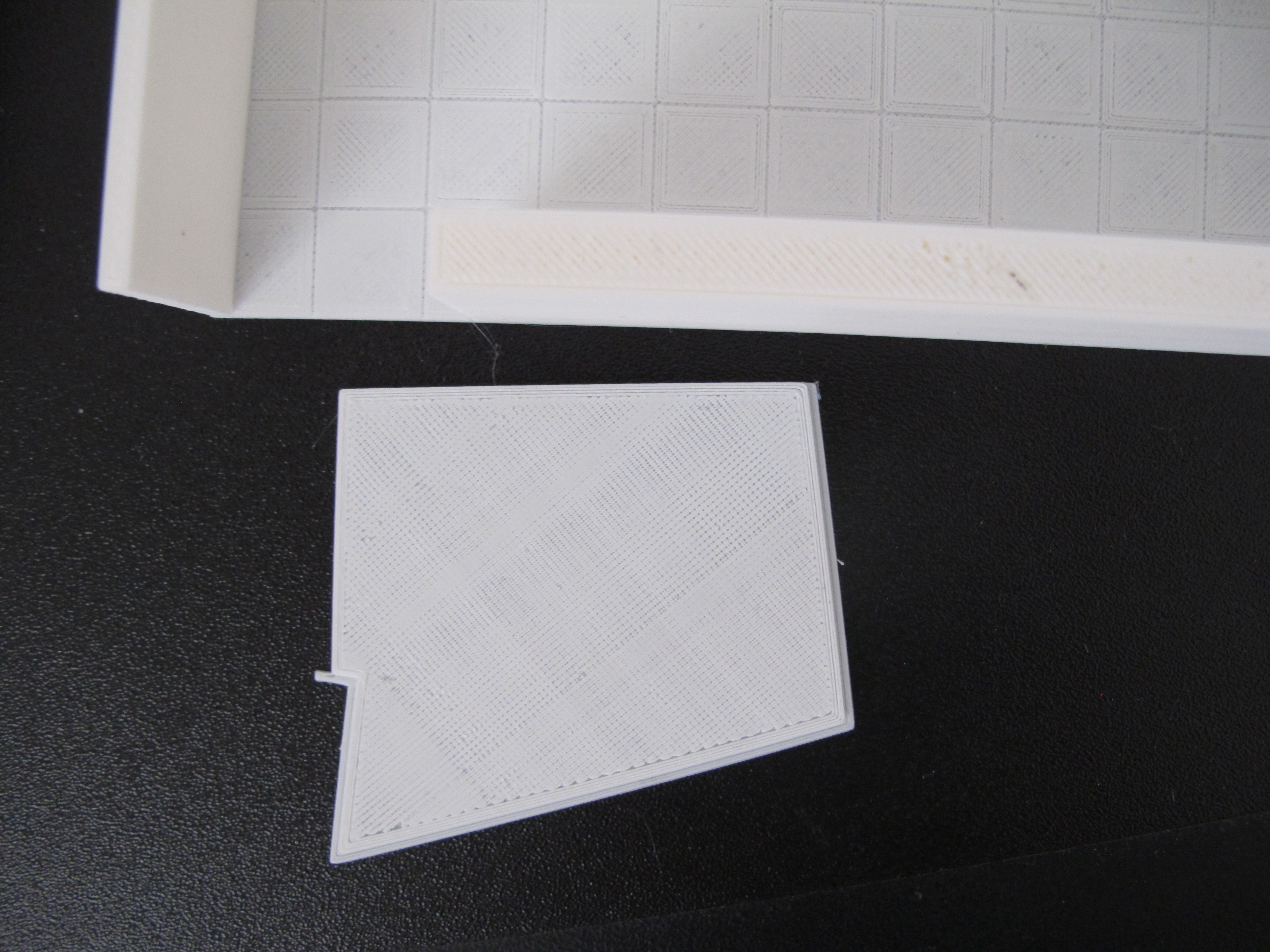
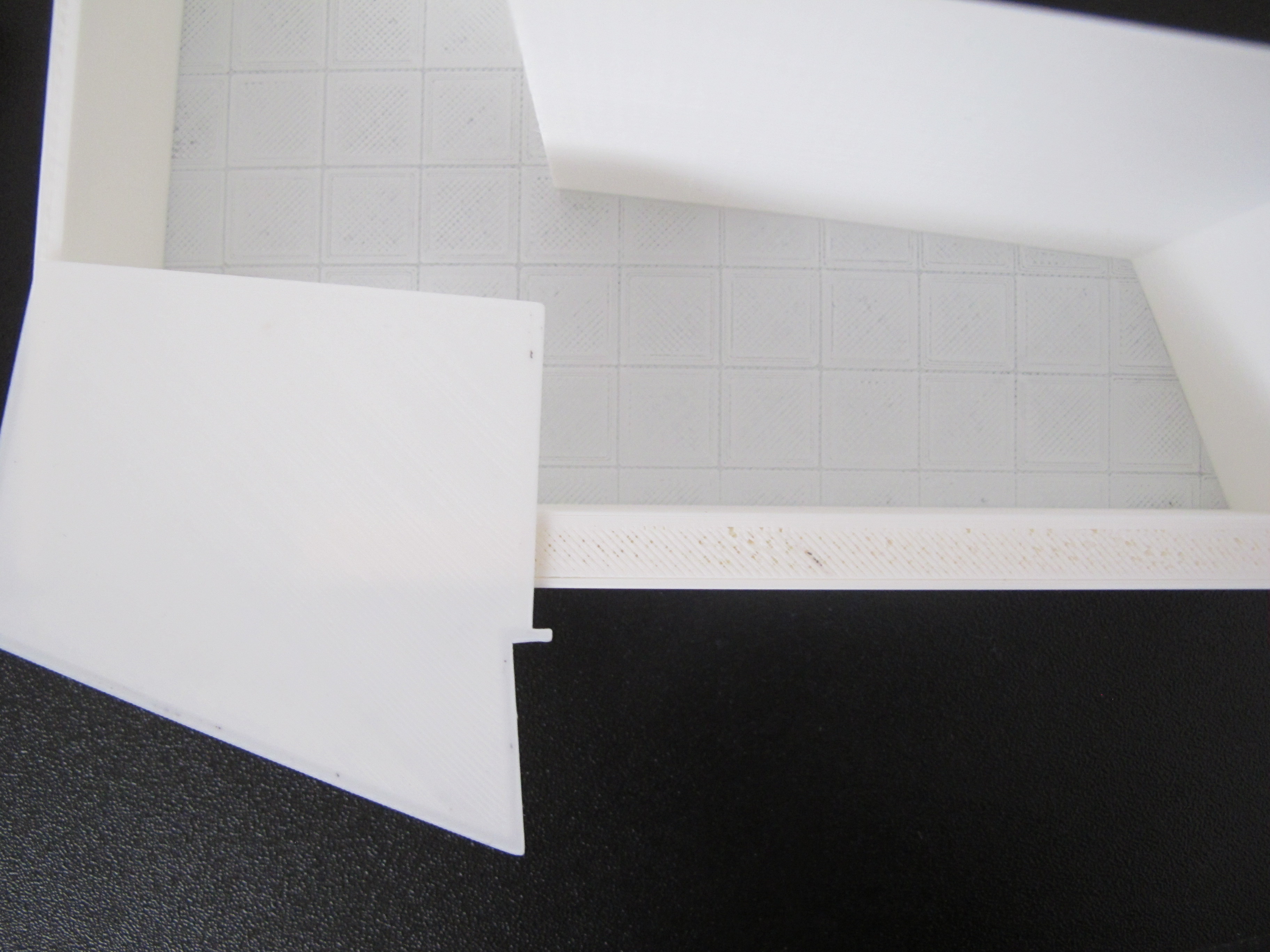
Come da titolo, mi ritrovo a fare degli oggetti che presentano un top layer pessimo. Come potete ben vedere nelle foto, indipendentemente dal riempimento, la tettoia ha un rectilinear 100% ed un top layer da 6, la casetta con in pavimento ed il muro hanno un honey da 50% che è già una bella densità per il tipo di oggetto ed un top layer di 4 come da default per la stampa ad alta qualità del profilo sharebot, la parte piatta finale fa sempre... diciamo pure schifo. Però la parte inferiore, ho girato la tettoia nella foto due, è perfetta, liscia e riempita uniformemente. Sto sbagliando qualche cosa?
-
Abberrazioni Sl1c3r, da dove nascono?
blulaserstar ha risposto a blulaserstar nella discussione Software di slicing, firmware e GCode
Ciao, grazie mille per l'offerta ma ho scoperto il problema e ne condivido anche l'informazione: naked angle, che su rhinoceros c'è la funziona di verifica della loro presenza e correzione. Una volta corretti e sistemati la stampa è andata a buon fine perfetta. Spero questa informazione possa tornare utile. -
Abberrazioni Sl1c3r, da dove nascono?
blulaserstar ha pubblicato una discussione in Software di slicing, firmware e GCode
Salve, ho un problema, genero un oggetto su rhino, perfetto, tutto ok, tutto corretto sicuro al 100%. Genero l'STL, cura mi dice che è perfetto, sl1c3r mi crea degli strani buchi. Non è la prima volta che mi capita, voi avete idea del motivo per il quale ogni tanto fa così?
-
Stampa non centrata NG
blulaserstar ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
Grazie mille davvero! Ora stampa al centro ps mi scuso per il doppio post! -
Stampa non centrata NG
blulaserstar ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
buongiorno, anche io ho il medesimo problema della stampa non centrata nel piatto, ma spostata verso il display. Su sl1c3r ho ritrovato i parametri originali, 215 195, che ho cambiato con quelli da voi indicati, ma il problema permane, anzi con i nuovi parametri è peggiorato.