belcarlo
-
Numero contenuti
138 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di belcarlo
-
Riempmento 100% per un certo numero di layers
belcarlo ha risposto a belcarlo nella discussione Software di slicing, firmware e GCode
Coma fai su ideamaker? Grazie -
Riempmento 100% per un certo numero di layers
belcarlo ha pubblicato una discussione in Software di slicing, firmware e GCode
Come fare su Cura 5.1 per avaer il riempimento al 100% per un certo numero di layers? dopo riempimento al 20% grazie -
Ho un Microswiss originale per cui è all metal per il termistore 104GT-2, è quello di serie sulla cr-10/Ender 3?
-
ho il termistore di serie quello da 100K, quale dovrei montare?
-
ho un microswiss standard ma le dimensioni sono proprio 6x20 hai ragione tu ma la cartuccia 50w standard può arrivare a 280-300 C°? se sì allora non la cambio, modifico solo il Marlin
-
ho necessità di stampare materiale a 280-300C°, finora la mia stampante arriva a 260, cosa devo comprare come cartuccia riscaldante? oltre naturalmente ad intervenire sul marlin. Stampante cr-10 standard Questa va bene? https://it.aliexpress.com/item/4001145708192.html?spm=a2g0o.store_pc_groupList.8148356.17.7d4976e6t8XUIL&pdp_npi=2%40dis!EUR!€ 5%2C78!€ 5%2C09!!!!!%4021038ede16741285312601484e6255!10000014889200340!sh

-
Difett bordi stampa
belcarlo ha risposto a belcarlo nella discussione Problemi generici o di qualità di stampa
con il petg non dovrei accendere la ventola di stampa, -
Difett bordi stampa
belcarlo ha pubblicato una discussione in Problemi generici o di qualità di stampa
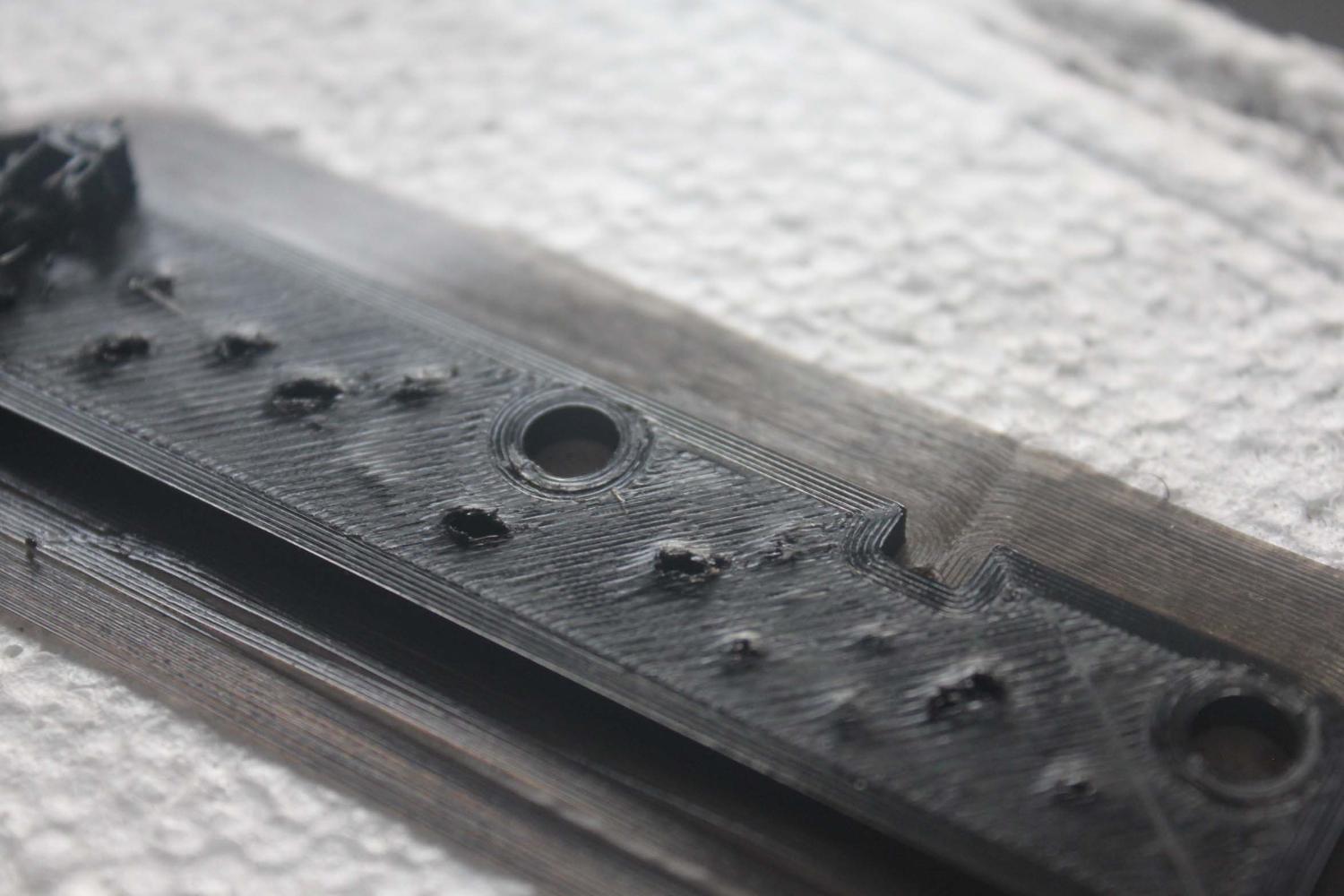
Dopo aver risolto il problema delle bolle sulla superficie, ho riscontrato questo difetto, me lo fa solo con il PETG e non con il PLA Alcini bordi inclinati rimangono frastagliati, con o senza supprti di stampa, anche le pareti che si appoggiano ai supporti sono irregolari Ci sono escrescenze anche sulla parete che è stata stampata verticale Parametri: Hotend(all metal Micro Swiss, nozzle 0.4 PETG SUNLU Temp 240 letto 70 ritrazione 2mm a 45mm/s Altezza strato: 0.12 Larghezza linea: 0.4 Largheza sup/inf: 0.4 spessore strato sup/inf: 0.84 strati superiori: 7 riempimento 20%
-
Stampante o filamento ammalati!! vaiolo?
belcarlo ha risposto a belcarlo nella discussione Problemi generici o di qualità di stampa
Grazie Otto, ho fatto come mi hai consigliato e va molto meglio, ma non è ancora ottimale, ho aperto un altro post per i difetti rimasti -
Stampante o filamento ammalati!! vaiolo?
belcarlo ha risposto a belcarlo nella discussione Problemi generici o di qualità di stampa
grazie per le risposte, ho fatto il test per l'estrusore e ho riscontrato che il parametro presente è corretto, ho impostao 15cm di estrusione ed è stato estruso 15 cm per cui non ho modificato nulla con il parametro M92 E... per i layer superiori ho impostato 7 velocità di stampa 50mm/s -
Stampante o filamento ammalati!! vaiolo?
belcarlo ha risposto a belcarlo nella discussione Problemi generici o di qualità di stampa
Non è mai successo a nessuno una cosa del genere? Ho provato a cercare con Google ma non ho trovato cose interessanti -
Stampante o filamento ammalati!! vaiolo?
belcarlo ha risposto a belcarlo nella discussione Problemi generici o di qualità di stampa
eccole
-
Stampante o filamento ammalati!! vaiolo?
belcarlo ha risposto a belcarlo nella discussione Problemi generici o di qualità di stampa
ho usato parametri standard di Cura: Altezza strato: 0.12 Larghezza linea: 0.4 Largheza sup/inf: 0.4 spessore strato sup/inf: 0.84 strati superiori: 7 riempimento 20% -
Stampante o filamento ammalati!! vaiolo?
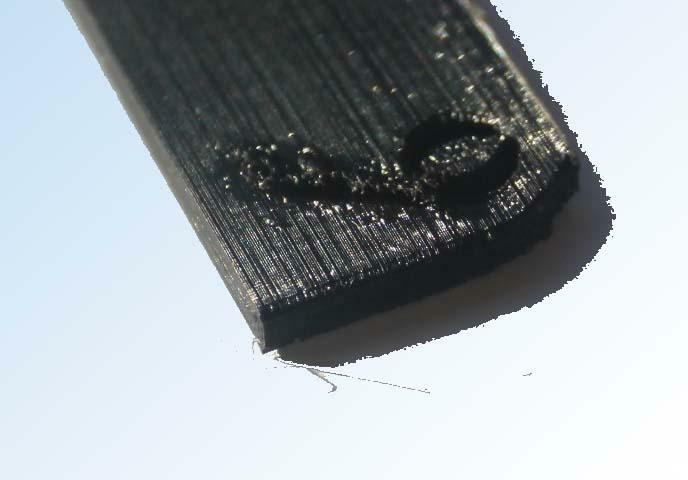
belcarlo ha pubblicato una discussione in Problemi generici o di qualità di stampa
dopo varie stampe normali, con hotend nuovo (all metal Micro Swiss, nozzle 0.4), stamattina mi è uscito questo: Cos'é? Vaiolo? È vero, lo bobina, un PETG SUNLU l'ho aperta 20 giorni fa, l'ho usata fino a martedì e andava bene, oggi non più Temp 240 letto 70 ritrazione 2mm a 45mm/s
-
Policarbonato in fibra di Carbonio
belcarlo ha risposto a belcarlo nella discussione Materiali di stampa
Scusate, ma sul sito di Bambu Lab di nero (che è il colore che devo usare) ho trovato solo questo https://eu.store.bambulab.com/it/products/pa-cf-filament-carbon-fiber-nylon perchè quello che è indicato come PC è solo nero chiaro Come si stampa il nylon tenuto conto che ho una CR-10? -
Policarbonato in fibra di Carbonio
belcarlo ha risposto a belcarlo nella discussione Materiali di stampa
Grazie @killrob hai altre inidcazioni da darmi? temperatutra, ritrazione, ventola, temp pano di stampa? Ho visto un po' in giro ma preferisco i consigli di persone fidate Posso stamparlo con bowden e hotend tradizionale o serve un all metal? -
Un amico mi ha chiesto di realizzargli alcuni pezzi che dovrebbero essere stampati con il filamento in policarbonato in fibra di carbonio. Quale marca ? Vorrei anche sapere da chi ne sa più di me caratteristiche di stampa e ugello da usare Grazie Carlo B.
-
intasamento ugello
belcarlo ha risposto a belcarlo nella discussione Problemi generici o di qualità di stampa
adesso provo a toglierla del tutto e vediamo no, la stampante rimane accesa anche dopo la fine della stampa Se monto un hotend Allmetal risolvo? Se sì quale posso montare? -
intasamento ugello
belcarlo ha pubblicato una discussione in Problemi generici o di qualità di stampa
É da un po' di tempo che soffro di intasamento ugello.sulla mia CR-10 Mi spiego megllio, - ugello da 0.2 nuovo, tutto pulito, - il tubo in ptfe tagliato a 90, - il tipo di filamento è indifferente cioè si intasa sia con PLA (190 - 200°), PLA+(215-230°), Petg (235 - 245°) Se le stampe sono consecutive non ci sono intasamenti ma come si interrompe per un po' di ore o un giono, al riavvio della stampa dopo poco si intasa l'ugello. Non c'è verso di pulire o sturare l'ugello (o almeno io non ne sono capace) Ho provato molti metodi: - scaldare l'ugello molto più del necessario e cercare diinfilare l'ago da 0.2 ma si ferma di fronte ad un tappo insormontabile - smontare l'ugello e scaldarlo sulla fiamma del gas per pulirlo, anche questo non sembra funzionare - cold pull fatto con filamento in nylon (come da 3D help tutorial) É vero che mi basta cambiare l'ugello ma sono stufo di mantenere alti i profitti di Tringlelab, visto che utilizzo i loro ugelli. c'entra per caso la ritrazione finale? era impostata su 2mm, ho provato a portarla a 5mm ma non è cambiato nulla A qualcuno è già successo? Come l'ha risolto? Grazie Carlo B. -
grazie mille Killrob, ci ho provato anch'io a cercare ma ho trovato poco o niente perche con "bearngs 3D printer" mi trovava solo i cuscinetti completi. Lo so il mio inglese non è il massimo Peccato che trianglelab non li abbia, con loro mi sono sempre trovato benissimo
-
Grazie @eddy72, ho dato un occhiata, andrebbero bene, ma la spedizione costa più del materiale 8 pz a 1.30+iva = 12.69 spedizione + iva 13.42
-
Ecco cosa intendo, solo la parte nera perchè il cuscinetto si sfila, ho a disposizione cuscinetti SKF originali (il mio dirimpettaio di casa è un dirigente di SKF) per cui volevo montare la parte di fuori su un SKF (SKF non li ha così).
-
con plastica intendo la parte che ricopre il cuscinetto vero e proprio, nel mio caso è un po' logora credo anch'io che il cuscinetto vero e proprio non abbia problemi ma il rivestimento sì, per questo chiedevo se si trova solo il rivestimento
-
La mia stampante ha già superato abbondantemente in quasi 5 anni di lavoro le 1.400 ore di lavoro. Solo per fare le famose fiches ha lavorato 42 giorni di fila giorno e notte con qualche pausa per far raffreddare i motori. Mi sono accorto che i cuscinetti del carrello dell'asse y sono molto deteriorati nella plastica che scorre nel canale. Premesso che non posso permettermi alcuna spesa extra, tipo cambiare stampante (le ho fatto troppe modifiche mi è più cara di mia moglie), mettere le guide lineari (sic!!), ecc..., ho pensato di cambiare i cuscinetti, ma anche questi da trianglelab sono sempre quasi 50 almeno. Non si trova solo la parte in plastica. magari di Iglidur? Ho cercato ma non ho trovato niente Scusate la meschineria ma qui siamo messi male a soldini ... Nulla pecunia est Grazie Carlo B.
-
Ciao Io non conosco la Octopus ma posso dirti che con la duet le mie stampe sono migliorate tantissimo e la stampante è molto più silenziosa. Pe vedere un esempio delle mie stampe vai nella sezione "Le tue stampe" del forum e cerca il post "Qualcosa di ludico" nelle foto vedi la qualità di stampa