andyrok
-
Numero contenuti
435 -
Iscritto
-
Ultima visita
-
Giorni Vinti
4
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di andyrok
-
Cura se dice che ci vogliono 40 minuti per stampare non sgarra ...forse qualche minuto in più... ma di solito è abbastanza affidabile, almeno secondo le mie stampe....quello che non mi torna sono i tempi di PrusaS... sono più del doppio, almeno con il file che ho provato....non dico che PrusaS sbaglia a determinare i tempi ma è molto più lento... potrebbe anche essere che sono io che non setto bene il programma...boh
-
Ho l’ultima versione uscita oggi di Prusa... calcolare in maniera più precisa ok ma il doppio del tempo..😳😳
-
pongo un quesito.. Ho un sto da stampare progettato da me..... provo PrusaSlicer che mi da 4 ore di tempo per la stampa provo Cura 4 e il tempo di stampa si riduce a 1h e 40 minuti... più o meno stessa configurazione... essendoci molti parametri ho cercato di renderli simili... e comunque non i riesco a spiegare una differenza di tempo cosi grande.. voi avete fatto prove in tal senso? mi sembra troppa differenza
-
Gli aggiornamenti li ha avuti PrusaSlicer non Cura 4.0.....
-
la sto usando da pochi giorni..mi sa che abbandono Cura4.0.... nel giro di pochi giorni ci sono stati due otre aggiornamenti....mi sto trovando molto bene..
-
Problemi stampa... Fili a caso dappertutto
andyrok ha risposto a muquatina nella discussione Problemi generici o di qualità di stampa
Secondo me devi stampare con i supporti.... non mi sembra un oggetto stampabile senza... -
Scusate se mi intrometto, io ho un clone Bondtech da qualche tempo e non ho mai avuto problemi del genere.. poi volevo chiedere se la velocità di estrusione del filmato è reale o solo per provarne il funzionamento? Il mio va mooolto più piano quando stampa .... 😯
-
Ho installato una scheda MKS Robin 32bit, che ha un firmware proprietario e che è basato su Repetier... ma ho provato a mettere,su Cura, la compatibilità RepRap e ho trovato che è meglio.....
-
Allineamento giunzioni a Z ..”angolo più acuto” angolo giunzione “nascosto” velocita parete esterna 30 mm/s velocità parete interna 60 mm/s accelerazione 400 mm/s2 Jerk 8 Uso Cura 4 con gestione Gcode RepRap e probabilmente un po’ di fortuna...😂😂 Devo provare a diminuire ancora il parametro jerk nel firmware della MKS
-
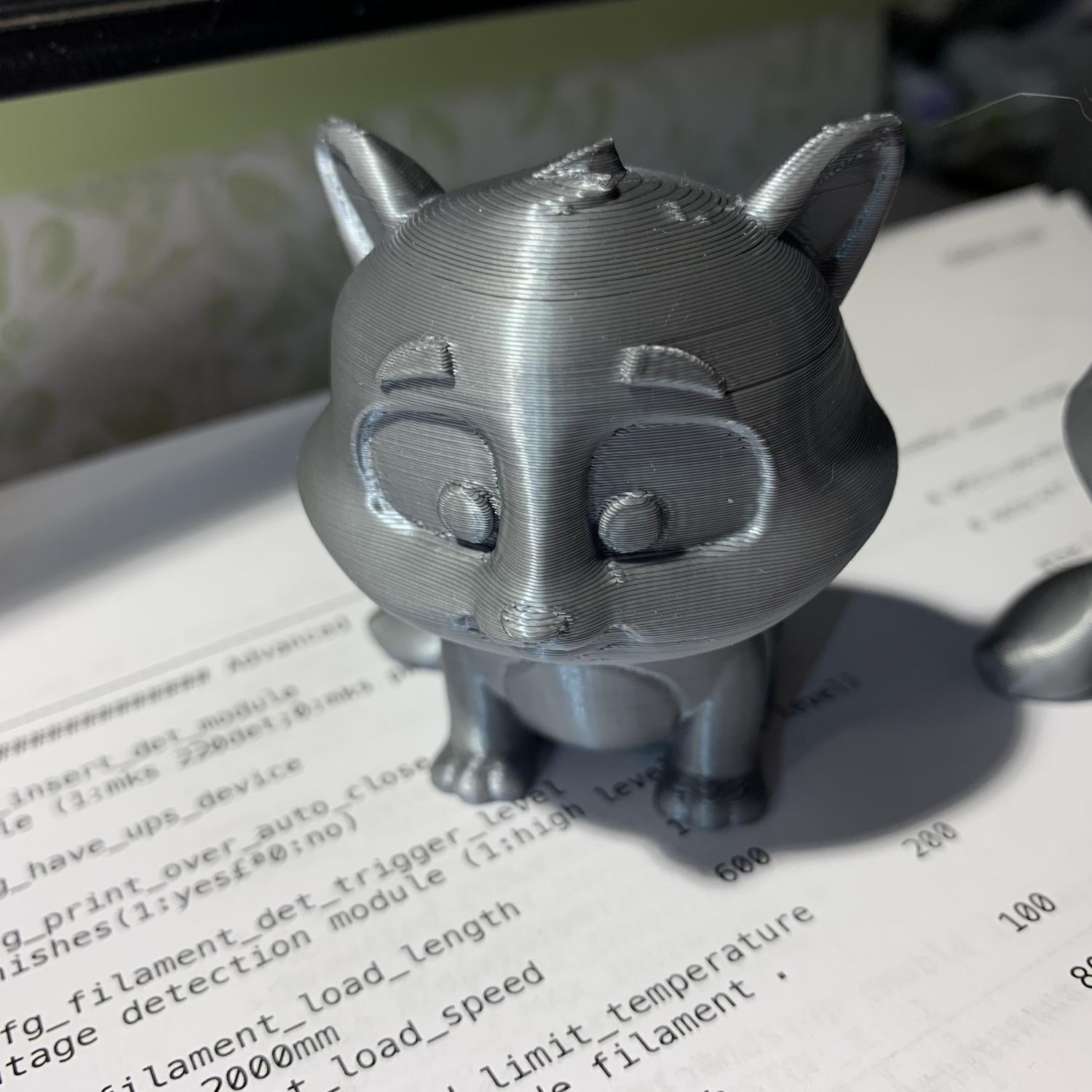
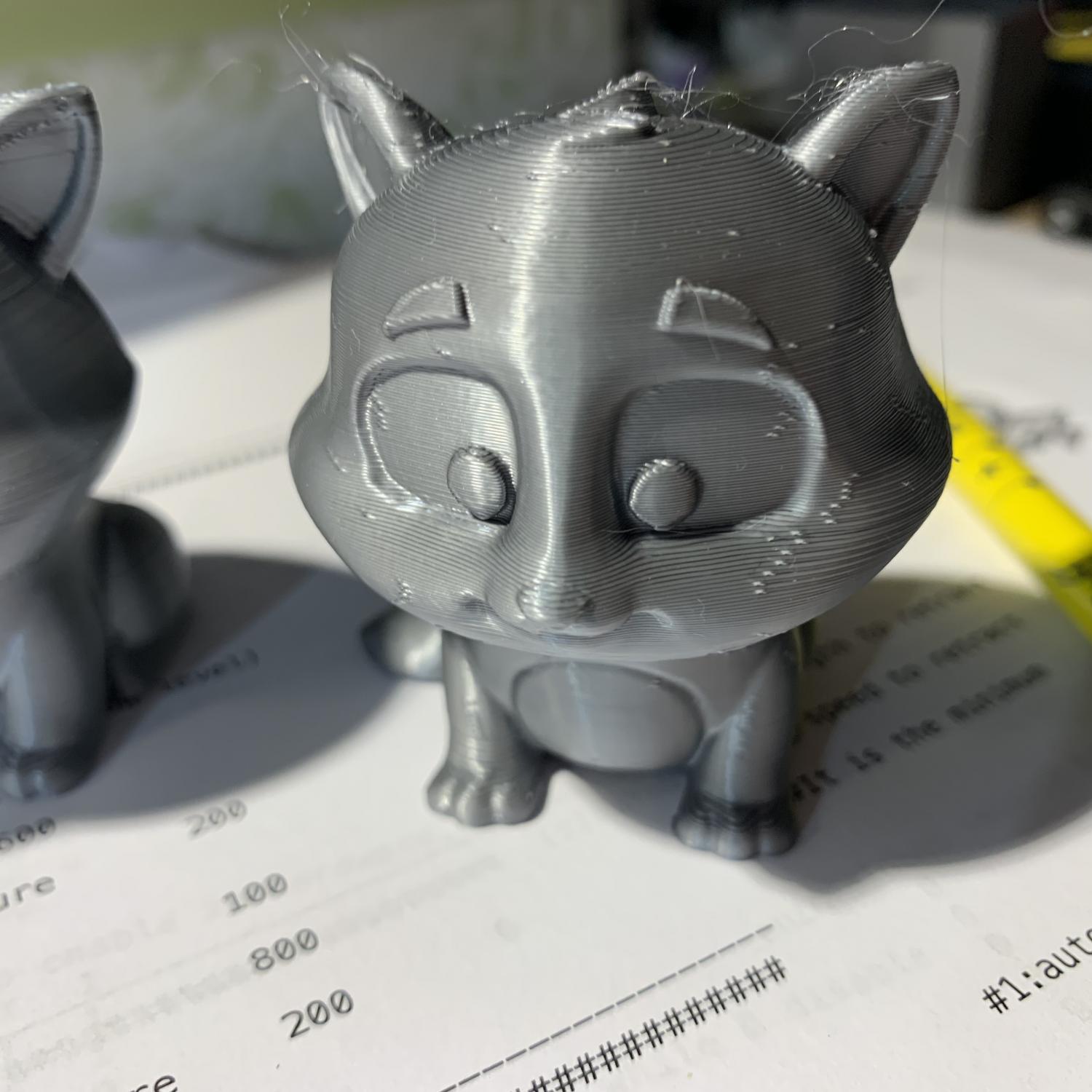
Gattino sono contento..😁😁😁

-
Ci sono piccoli problemi ma a me sembra che sia meglio della scheda 8 bit... cosa ne dite? layer 0,2 width 0,33 nozzle 0,3 195 gradi Pla grigio metallizzato
-
Problemi stampa cilindro sottile - Creality Ender 3
andyrok ha risposto a Andrea Militano nella discussione Problemi generici o di qualità di stampa
Potrebbe anche essere la temperatura dell’hotend non costante....dai un’occhiata e nel caso fai il controllo del PID.... -
Ho cambiato la compatibilità firmware, cmq anche Repetier non mi ha soddisfatto appieno e quindi ho cambiato ancora e ho messo RepRap come compatibilità .. da una prima stampa sembra meglio di Repetier.. nel frattempo ho chiesto a MKS che tipo di compatibilità suggeriscono... vediamo come mi rispondono...
-
Ecco alcune foto.. questa è stata fatta con la scheda precedente... questa con la 32 MKS Robin... inguardabile questa quando ho cambiato da Marlin a Repetier la gestione del Gcode di Cura... ci sono ancora miglioramenti da fare ma comincio ad essere contento...
-
Niente di particolare, mi hanno scritto che il jerk si regola da queste righe del codice, mi hanno spiegato come collegare le ventole, io avevo problemi perché nel layout della scheda davano come Input 12 v le prese per le fan fisse... quindi non le avevo considerate... per il modo Gcode ho solo provato.. e mi è andata bene.. per le stampe intendevo miglioramenti rispetto alle prime con la scheda nuova, ma ad occhio mi sembra migliore di prima anche se devo ancora provare qualcosa da fare un confronto con la 8 bit... 😁😁 Avevo letto che Makerbase non rispondeva velocemente ma nel mio caso dopo due giorni mi hanno risposto.. non ci speravo 😉😉😉
-
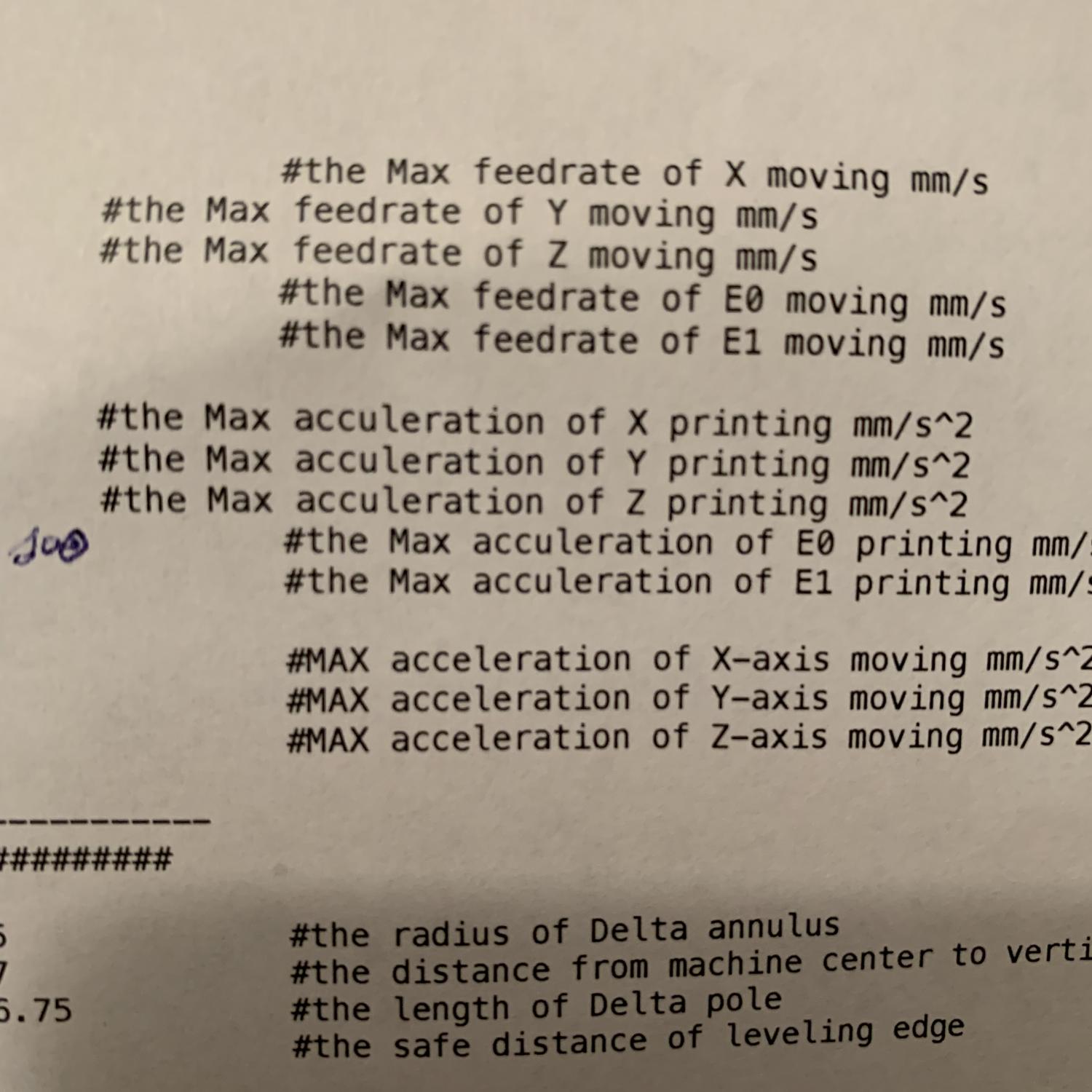
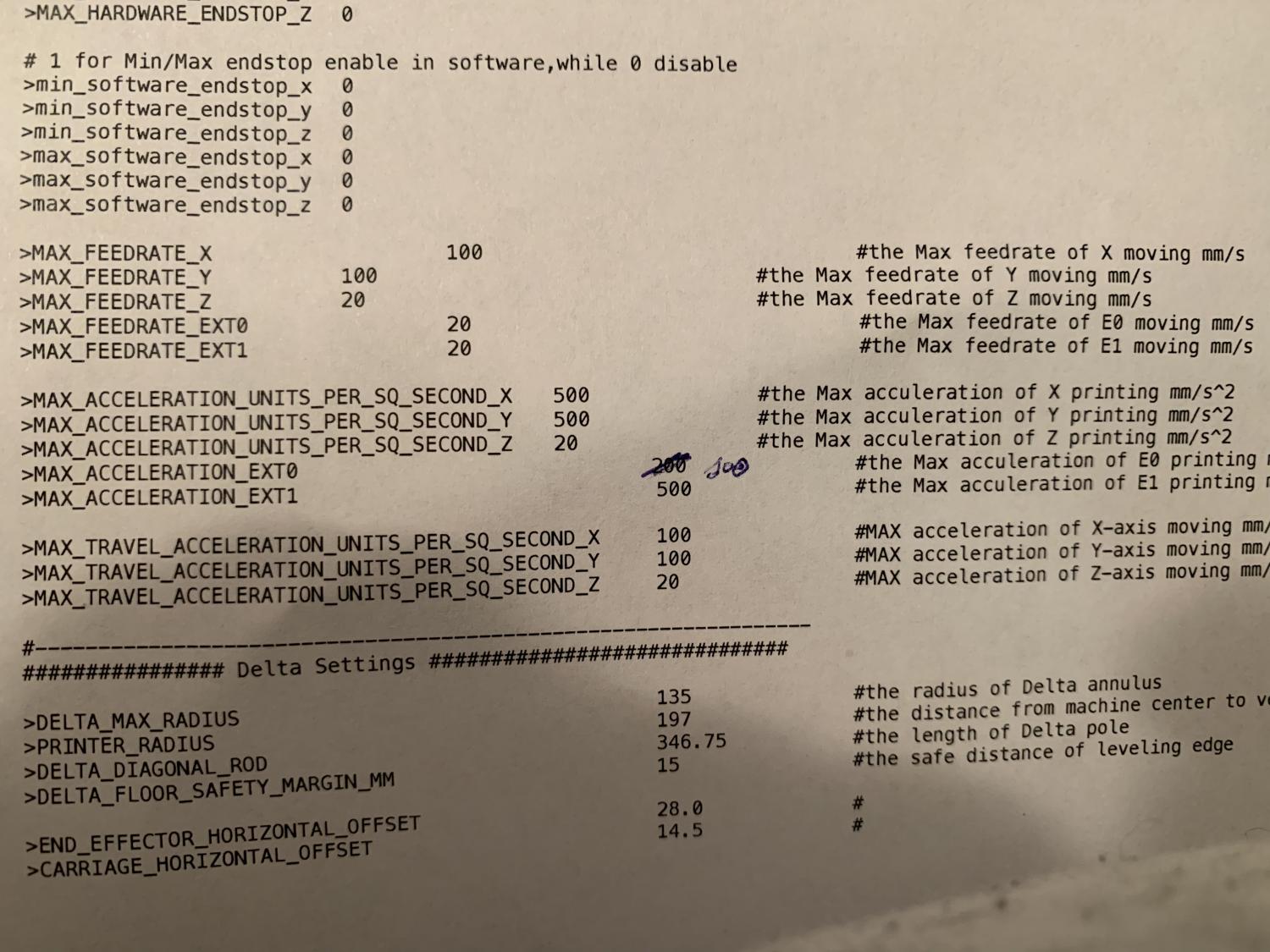
Eccomi.. dopo innumerevoli esperimenti,con l’aiuto dei vostri commenti e... udite udite, con l’aiuto di Makerbase, sono fuori dal tunnel o quasi.. il jerk si regola con i parametri di “acculeration”...”Max acculeration of X,Y...printing mm/s^2” Nella stampa si formavano grossi blob sulla superficie esterna.. dopo due giorni di prove mi è venuto in mente che forse il firmware gestiva il Gcode in maniera diversa dalla scheda precedente.. quindi in Cura ho messo come modo di gestione del Gcode quello di Repetier... ora sto provando una stampa e i blog sono spariti.... nei prossimi giorni posterò delle foto per farvi vedere i miglioramenti...
-
Cosa ne pensate di questo...: Commando for jerk and acceleration are different. Use M205 X0.5 (standard junction deviation for x and y) to set jerk. Or M205 Z to set z junction deviation. You have to play around with these settings. I have switched to 0.025 for x and y which seems reasonable.
-
Mi piacerebbe sapere cosa ne pensa Roberto, che è stato quello che mi ha convinto ad acquistarla.... Ho scaricato Slic3r... e sto facendo prove... non mi trovo tanto bene... E ho anche provato a attivare una stampante da zero con Cura.... vediamo cosa ci salta fuori...😁😁😁 Ci vuole pazienza, anche se è dura vedere che quello che doveva essere un miglioramento si sta rivelando il contrario.. per adesso😉😉 Mi sta venendo voglia di provare ad installare Marlin.... vedremo Secondo voi potrebbero essere questi i valori sostitutivi del jerk?
-
decisamente un gode indigesto.... la stampante non era a Home ed è partita completamente fuori dal bed... riproverò con la stampante a Home.....
-
😂
-
ho scaricato Slic3r Prusa Editionmi chiede che firmware ha la stampante....quale metto?vanno tutti bene?
-
i driver sono TMC 2208 con Vref a 0.85/0.90 tenete presente che ho provato diverse velocità dei vari feedrate e che ho messo a punto l'estrusione.. se do il comando di estrudere 100 mm quelli estrude..... i cubi 20x20x20 che risultano sono precisi al decimo....20,06x20.03x20.08.... #------------------------------------------------------------- ############ Based Settings( Required) ####################### #machine type #0:xyz #1:corexy(x_motor = x+y, y_motor = x-y), #2:corexy(x_motor = x+y, y_motor = y-x), #3:delta >DRIVE_SYSTEM 0 #machine type >cfg_multiple_language 1 #multi-language(enable:1, disable:0) >cfg_language_type 3 #languages setting,this configuration is valid when "cfg_multiple_language" is disabled. #(simplified Chinese:1; traditional Chinese:2; English:3; Russian:4; Spanish:5;French:6;Italian:7). >NUM_EXTRUDER 1 #number of extruder (1:singal£ª2:dual) >HAVE_HEATED_BED 1 #1:enable bed; 0:disable bed >EXT0_TEMPSENSOR_TYPE 1 #1:100k thermistor£ª102: MAX31855 thermocouple >EXT1_TEMPSENSOR_TYPE 1 #1:100k thermistor£ª102: MAX31855 thermocouple >HEATED_BED_SENSOR_TYPE 1 #1:100k thermistor£ª >FEATURE_TWO_XSTEPPER 0 #change E1 singal into X , then dual X is available(enable:1; disable: 0) >FEATURE_TWO_YSTEPPER 0 #change E1 singal into Y , then dual Y is available(enable:1; disable: 0) >FEATURE_TWO_ZSTEPPER 1 #change E1 singal into Z , then dual Z is available(enable:1; disable: 0) #--------------------------------------------------------------- ################# Machine settings ############################ >EXT1_X_OFFSET 0 #E1 offset from the origin of X axis (mm) >EXT1_Y_OFFSET 0 #E1 offset from the origin of Y axis (mm) >INVERT_X_DIR 1 #X motor direction, 1 goes opposite direction; >INVERT_Y_DIR 0 #Y motor direction, 1 goes opposite direction; >INVERT_Z_DIR 1 #Z motor direction, 1 goes opposite direction; >EXT0_INVERSE 0 #E0motor direction, 1 goes opposite direction; >EXT1_INVERSE 0 #E1motor direction, 1 goes opposite direction; >XAXIS_STEPS_PER_MM 80 #X steps per mm >YAXIS_STEPS_PER_MM 80 #Y steps per mm >ZAXIS_STEPS_PER_MM 400 #Z steps per mm >EXT0_STEPS_PER_MM 438 #E0 steps per mm >EXT1_STEPS_PER_MM 100 #E1 steps per mm >X_MAX_LENGTH 180 #the MAX X-axis distance >Y_MAX_LENGTH 180 #the MAX Y-axis distance >Z_MAX_LENGTH 170 #the MAX Z-axis distance >X_MIN_POS 0 #the MIN X-axis distance >Y_MIN_POS 0 #the MIN Y-axis distance >Z_MIN_POS 0 #the MIN Z-axis distance >MIN_EXTRUDER_TEMP 175 #MIN TEMP on Extruder ,play a protective role >MAX_EXTRUDER_TEMP 275 #MAX TEMP on Extruder ,play a protective role >MAX_HEATED_BED_TEMP 150 #MAX TEMP on heated bed £¨play a protective role >HOMING_ORDER 1 #Set direction of endstops when homing; >X_HOME_DIR -1 #Homing direction(-1:MIN£¨1:MAX) >Y_HOME_DIR -1 #Homing direction(-1:MIN£¨1:MAX) >Z_HOME_DIR -1 #Homing direction(-1:MIN£¨1:MAX) >HOMING_FEEDRATE_X 40 #the feedrate on X homing >HOMING_FEEDRATE_Y 40 #the feedrate on Y homing >HOMING_FEEDRATE_Z 15 #the feedrate on Z homing # 1 means endstop always-on,0 is always-off >ENDSTOP_X_MIN_INVERTING 0 >ENDSTOP_Y_MIN_INVERTING 0 >ENDSTOP_Z_MIN_INVERTING 0 >ENDSTOP_X_MAX_INVERTING 0 >ENDSTOP_Y_MAX_INVERTING 0 >ENDSTOP_Z_MAX_INVERTING # 1 for Min/Max endstop enable in hardware,while 0 disable >MIN_HARDWARE_ENDSTOP_X 1 >MIN_HARDWARE_ENDSTOP_Y 1 >MIN_HARDWARE_ENDSTOP_Z 1 >MAX_HARDWARE_ENDSTOP_X 0 >MAX_HARDWARE_ENDSTOP_Y 0 >MAX_HARDWARE_ENDSTOP_Z 0 # 1 for Min/Max endstop enable in software,while 0 disable >min_software_endstop_x 0 >min_software_endstop_y 0 >min_software_endstop_z 0 >max_software_endstop_x 0 >max_software_endstop_y 0 >max_software_endstop_z 0 >MAX_FEEDRATE_X 100 #the Max feedrate of X moving mm/s >MAX_FEEDRATE_Y 100 #the Max feedrate of Y moving mm/s >MAX_FEEDRATE_Z 20 #the Max feedrate of Z moving mm/s >MAX_FEEDRATE_EXT0 20 #the Max feedrate of E0 moving mm/s >MAX_FEEDRATE_EXT1 20 #the Max feedrate of E1 moving mm/s >MAX_ACCELERATION_UNITS_PER_SQ_SECOND_X 500 #the Max acculeration of X printing mm/s^2 >MAX_ACCELERATION_UNITS_PER_SQ_SECOND_Y 500 #the Max acculeration of Y printing mm/s^2 >MAX_ACCELERATION_UNITS_PER_SQ_SECOND_Z 20 #the Max acculeration of Z printing mm/s^2 >MAX_ACCELERATION_EXT0 200 #the Max acculeration of E0 printing mm/s^2 >MAX_ACCELERATION_EXT1 500 #the Max acculeration of E1 printing mm/s^2 >MAX_TRAVEL_ACCELERATION_UNITS_PER_SQ_SECOND_X 100 #MAX acceleration of X-axis moving mm/s^2 >MAX_TRAVEL_ACCELERATION_UNITS_PER_SQ_SECOND_Y 100 #MAX acceleration of Y-axis moving mm/s^2 >MAX_TRAVEL_ACCELERATION_UNITS_PER_SQ_SECOND_Z 20 #MAX acceleration of Z-axis moving mm/s^2 #--------------------------------------------------------------- ################ Delta Settings ############################## >DELTA_MAX_RADIUS 135 #the radius of Delta annulus >PRINTER_RADIUS 197 #the distance from machine center to vertical top >DELTA_DIAGONAL_ROD 346.75 #the length of Delta pole >DELTA_FLOOR_SAFETY_MARGIN_MM 15 #the safe distance of leveling edge >END_EFFECTOR_HORIZONTAL_OFFSET 28.0 # >CARRIAGE_HORIZONTAL_OFFSET 14.5 # >ROD_RADIUS 169 # #------------------------------------------------------------- ################## Advanced Settings############################# >cfg_insert_det_module 0 #Assemble power outage module (1:mks 220det;0:mks pwc) >cfg_have_ups_device 0 # UPS(1:yes;0:no) >cfg_print_over_auto_close 0 # auto-off when print finishes(1:yes£ª0:no) >cfg_filament_det_trigger_level 0 #the level signal of outage detection module (1:high level;0:low level) >cfg_filament_load_length 100 #the lenght to extrude filament (mm),Max:2000mm >cfg_filament_load_speed 800 #the speed to extrude filament(mm/min) >cfg_filament_load_limit_temperature 200 #It is the minimum temperature to extrude filament . >cfg_filament_unload_length 100 #the length to retract filament(mm),Max:2000mm >cfg_filament_unload_speed 800 #the speed to retract filament(mm/min) >cfg_filament_unload_limit_temperature 200 #It is the minimum temperature to retract filament . #------------------------------------------------------------- ################# Bed Leveling ############################# #Leveling mode settings >cfg_leveling_mode 0 #1:auto-leveling; 0:manual leveling ########## Manual Leveling ############# #manual leveling >cfg_point_number 5 #the point number of manual leveling(3,4,5 point available) #the 5 point location of manual leveling >cfg_point1:50,50 >cfg_point2:180,50 >cfg_point3:180,180 >cfg_point4:50,180 >cfg_point5:150,150 ########### Auto Leveling ############## >cfg_auto_leveling_cmd:G28;G32 S2; #the setting of auto-leveling command button >FEATURE_Z_PROBE 0 #0:disable leveling£¨1:enable leveling >BED_LEVELING_METHOD 1 #0:3 points leveling,1:more points leveling,2: 4 points leveling >Z_PROBE_ON_HIGH 1 #Probe signal(0: low level,always on; 1:high level,always off) >Z_PROBE_HEIGHT -0.8 #the height difference between Z-probe and nozzle >Z_PROBE_X1 -90 #coordinateX1 is preset point >Z_PROBE_Y1 -90 #coordinateY1 is preset point >Z_PROBE_X2 90 #coordinateX2 is preset point >Z_PROBE_Y2 -90 #coordinateY2 is preset point >Z_PROBE_X3 -90 #coordinateX3 is preset point >Z_PROBE_Y3 90 #coordinateY3 is preset point >cfg_leveling_z_speed 1500 #the speed of Z moving when manual leveling(mm/min) >cfg_leveling_xy_speed 3000 #the speed of XY moving when manual leveling (mm/min) >BED_LEVELING_GRID_SIZE 5 #leveling interval >Z_PROBE_SPEED 30 #the speed of Z-probe >Z_PROBE_XY_SPEED 100 #the speed of XY #--------------------------------------------------------------- ################# Wireless ##################################### >cfg_wifi_mode:1 #wifi mode(0:sta;1:ap) >cfg_wifi_ap_name:MKS-WIFI #wifi name >cfg_wifi_key_code:makerbase #wifi password >cfg_cloud_enable:1 #0:disable cloud service 1:enable cloud service >cfg_wifi_cloud_host:www.baizhongyun.cn #cloud service adress >cfg_cloud_port:10086 #cloud service port #---------------------------------------------------------------- ############### Special Setup(default) ###################### >STEPPER_HIGH_DELAY 0 #Pulse hold time setting(unit: us) #For inverting stepper enable pins >X_ENABLE_ON 0 >Y_ENABLE_ON 0 >Z_ENABLE_ON 0 >EXT0_ENABLE_ON 0 >EXT1_ENABLE_ON 0 #Type of heat manager for this extruder. #- 0 = Simply switch on/off if temperature is reached. #- 1 = PID Temperature control. #- 3 = Dead-time control. >EXT0_HEAT_MANAGER 1 # >EXT1_HEAT_MANAGER 1 # #the PID setting of extruder >EXT0_PID_INTEGRAL_DRIVE_MAX 230 #the Max value of PID integral saturation >EXT0_PID_INTEGRAL_DRIVE_MIN 40 #the Min value of PID integral saturation >EXT0_PID_P 24 #the setting of P value >EXT0_PID_I 0.88 #the setting of I value >EXT0_PID_D 80 #the setting of D value >EXT1_PID_INTEGRAL_DRIVE_MAX 230 #the Max value of PID integral saturation >EXT1_PID_INTEGRAL_DRIVE_MIN 40 #the Min value of PID integral saturation >EXT1_PID_P 24 #the setting of P value >EXT1_PID_I 0.88 #the setting of I value >EXT1_PID_D 80 #the setting of D value #------------------------------------------------------------- ####### Display Effect(refer to MKS TFT datasheet) ########### #user-defined function1 and 2 >setmenu_func1_display 1 #1:display this button£¨0:no >setmenu_func2_display 0 #1:display this button; 0:not display #each command must be separated by semicolon ";" >setmenu_func1:M84; >setmenu_func2:M81; >moreitem_pic_cnt 0 #the number of "more" button #edit command for 1~7 "More" button #each command must be separated by semicolon ";" #each icon command must be less than 200 bytes >moreitem_button1_cmd:G28 X0;G28 Y0;G28 Z0; >moreitem_button2_cmd:G28 X0;G28 Y0;G28 Z0; >moreitem_button3_cmd:G28 X0;G28 Y0;G28 Z0; >moreitem_button4_cmd:G28 X0;G28 Y0;G28 Z0; >moreitem_button5_cmd:G28 X0;G28 Y0;G28 Z0; >moreitem_button6_cmd:G28 X0;G28 Y0;G28 Z0; >moreitem_button7_cmd:G28 X0;G28 Y0;G28 Z0; #the number of "more" button to dispaly on printing interface >morefunc_cnt:0 #button1~button6 function >morefunc1_cmd:G28; >morefunc2_cmd:G28; >morefunc3_cmd:G28; >morefunc4_cmd:G28; >morefunc5_cmd:G28; >morefunc6_cmd:G28; #---------------------------------------------------------------- ############## Display Customization ####################### >cfg_background_color 0x000000 #the color of screen background >cfg_title_color 0xFFFFFF #the color of title text >cfg_state_background_color 0x000000 #the color of temperature,fan,(etc)background >cfg_state_text_color 0xFFFFFF #the color of temprature,fan,(etc) text >cfg_filename_background_color 0x000000 #the color of file button >cfg_filename_color 0xFFFFFF #the color of file text >cfg_printingstat_word_background_color 0x000000 #the color of background in printing status >cfg_printingstat_word_color 0xFFFFFF #the color of text in printing status >cfg_BUTTON_3D_effects 0 #3D effects setting (disable: 0, enable: 1)
-
Se fossi sotto estruso i perimetri della base non sarebbero visibilmente separati? le linee sono separate solo all’interno dei perimetri... Stasera provo l’stl...
-
Scusa ho sbagliato 0,32... 0.2 è l’altezza del layer.. dici che Slic3r cambia firmware ad ogni stampa.. anche con un sistema chiuso come MKS Robin?
-
Uso Cura 4.0 e sto usando un nozzle 0,3, e 0,2 widh.. sembra che la stampante sia completamente diversa, per adesso in peggio.. purtroppo il sistema chiuso della scheda non permette, almeno a me sembra, di raffinare vari parametri... min alcuni momenti della stampa rallenta in maniera oscena per poi ripartire.. lo fa in particolari sezioni del layer ma ciò peggiora la stampa in maniera vistosa... non riesco a capire come settarla... ci sono diversi movimenti che non sembrano dettati dal Gcode ma dal firmware.. spero di riuscire a migliorare.. ma attualmente ho seri dubbi... 38A087E5-4508-4CCA-97D0-4E9C28E75945.MP4