ale90
-
Numero contenuti
53 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di ale90
-
problemi calibrazione input shaping marlin su kingroon KP5L
ale90 ha risposto a ale90 nella discussione Problemi generici o di qualità di stampa
la scheda è questa https://kingroon.com/collections/kingroon-3d-printer-mainboard-and-stepper-motor-driver/products/kingroon-kp5l-series-3d-printer-mainboard con i TMC2225 cercando sembra che reggano 1.4A e 2A di picco i driver sono integrati non su modulo quindi non ho i potenziometri della Vref -
problemi calibrazione input shaping marlin su kingroon KP5L
ale90 ha risposto a ale90 nella discussione Problemi generici o di qualità di stampa
diciamo che già che passo al piatto magnetico mi piacerebbe poterlo staccare per staccare facilmente i pezzi attualmente aspetto che il vetro si raffredda o vado di spatola come un criminale la questione doppio motore potrebbe essere una soluzione forse è meglio un motore più potente solo che andrebbe fatto un firmware apposta cambiando i dati del motore Y ma sopprattutto quanto più potente non so quali monta (non c'è nessun dato sui motori) e quanti A regge la scheda stavo guardando dei video su yt fortunatamente in italiano che spiegano come programmare il firmware devo solo capire se c'è modo di caricare un firmware già compilato che da alcune prove non è male e partire da quello per variare i parametri per quanto riguarda il mettere un piatto più piccolo sfruttando il fatto che molte stampe sono piccole e ci stanno dentro boh non mi ispira * https://kingroon.com/products/nema-17-stepper-motor-3d-printer-motor ho guardato e indica motori da 1A quindi andrebbero trovati da 1.5 o 2A sempre che la scheda lo supporta -
problemi calibrazione input shaping marlin su kingroon KP5L
ale90 ha risposto a ale90 nella discussione Problemi generici o di qualità di stampa
come ha detto @eaman qua bloccato solo ai lati quando scalda dilata e si imbarca io ho anche l'isolante incollato sotto al piatto per cui andare a cercare di mettere delle calamite sotto non è semplice e poi ho fatto delle prove con delle calamite sotto nei quattro punti delle viti che non c'è l'isolante e sembra non avere tanta attrazione andrebbero prese delle calamite da 1mm e sul lato sopra fatte tutte delle fresate per incollarle ho visto su aliexpress il piatto PEI direttamente della kingroon che ha un lato liscio e uno ruvido questo che ho preso e doppia faccia ruvida sarebbe da capire la differenza di peso della parte magnetica -
problemi calibrazione input shaping marlin su kingroon KP5L
ale90 ha risposto a ale90 nella discussione Problemi generici o di qualità di stampa
@eaman prendendo come riferimento i pesi dell'altro tuo post tu hai una ender 3 se non sbaglio il piatto di stampa è 235x235 io per semplificare ho calcolato 24x24 il piatto in PEI arrivato pesa correttamente stando in proporzione dei CM2 invece la base magnetica dovrebbe pesare 350 grammi e non 430 quindi dovrei avere un alleggerimento totale di 280 grammi non di 200 mi sai indicare quale hai preso per la tua stampante così cerco di capire se fanno anche la misura della mia io monto 310x320 che è la misura che ho trovato attualmente su amazon (poi come utile di stampa è 300x300) difatti alcuni prodotti sono 310x310 (perderei 5mm davanti e dietro) al momento non l'ho ancora montata sto valutando il reso in alternativa stavo pensando, dovendo fare i 4 fori dove passano le viti pesare i 4 dischetti da 8/10mm di diametro che vado a togliere e capire se facendo altri fori sparsi per tutta la base magnetica vado a recuperare peso senza perdere aderenza magnetica ho provado a mettere sotto la base di alluminio dei magneti al neodimio abbastanza forti che ho in casa ma non trattengono abbastanza il piatto -
problemi calibrazione input shaping marlin su kingroon KP5L
ale90 ha risposto a ale90 nella discussione Problemi generici o di qualità di stampa
il peso della base riscaldante in alluminio da 3mm pesa 820grammi quindi con il vetro muove la bellezza di 1770 grammi che scendono a 1570 con la base magnetica e il PEI non so che fare hahahahaahh sicuramente 200 grammi sono un miglioramento ma me ne aspettavo almeno 300 400 -
problemi calibrazione input shaping marlin su kingroon KP5L
ale90 ha risposto a ale90 nella discussione Problemi generici o di qualità di stampa
arrivato il piatto magnetico 750 grammi di peso base più piatto 320 il piatto 430 la base il vetro pesa 950 recupero 200 grammi sarebbe da riuscire a alleggerire la base magnetica di almeno 100 /150 grammi -
problemi calibrazione input shaping marlin su kingroon KP5L
ale90 ha risposto a ale90 nella discussione Problemi generici o di qualità di stampa
😅 ho cercato alla veloce e quella pagina mi è sfuggita va beh domani arriva da amazon il piatto in PEI vediamo di quanto riduco il peso -
problemi calibrazione input shaping marlin su kingroon KP5L
ale90 ha risposto a ale90 nella discussione Problemi generici o di qualità di stampa
appunto mi servirebbe quel file con tutti i parametri della mia stampante per passare a klipper devo cercare meglio online per capire se c'è qualcuno che l'ha creato -
problemi calibrazione input shaping marlin su kingroon KP5L
ale90 ha risposto a ale90 nella discussione Problemi generici o di qualità di stampa
oltretutto guardavo dei filmati per il BTT pad7 e indicano questo sito https://github.com/Klipper3d/klipper/tree/master/config per cercare i file per klipper che ovviamente per la KP5L non esistono se devo impazzire a compilarmi tutto il file evito proprio di iniziare cerco di migliorare questa finche si riesce poi so che devo passare a un altra stampante più performante -
problemi calibrazione input shaping marlin su kingroon KP5L
ale90 ha risposto a ale90 nella discussione Problemi generici o di qualità di stampa
la ventola è quella di serie mi pare di aver impostato un raffreddamento al 70% (devo alzarlo ancora aumentando la velocità??) io sto stampando PETG della sunlu a 240° e 70°di piatto io di solito ho sempre stampato a 60/80mm con jerk a 12mm e accellerazioni a 1300/1500 diciamo che mi piacerebbe arrivare a 120/150mm con jerk se possibile alzarlo a 15mm e accellerazioni mi basterebbe già arrivare a 3000 -
problemi calibrazione input shaping marlin su kingroon KP5L
ale90 ha risposto a ale90 nella discussione Problemi generici o di qualità di stampa
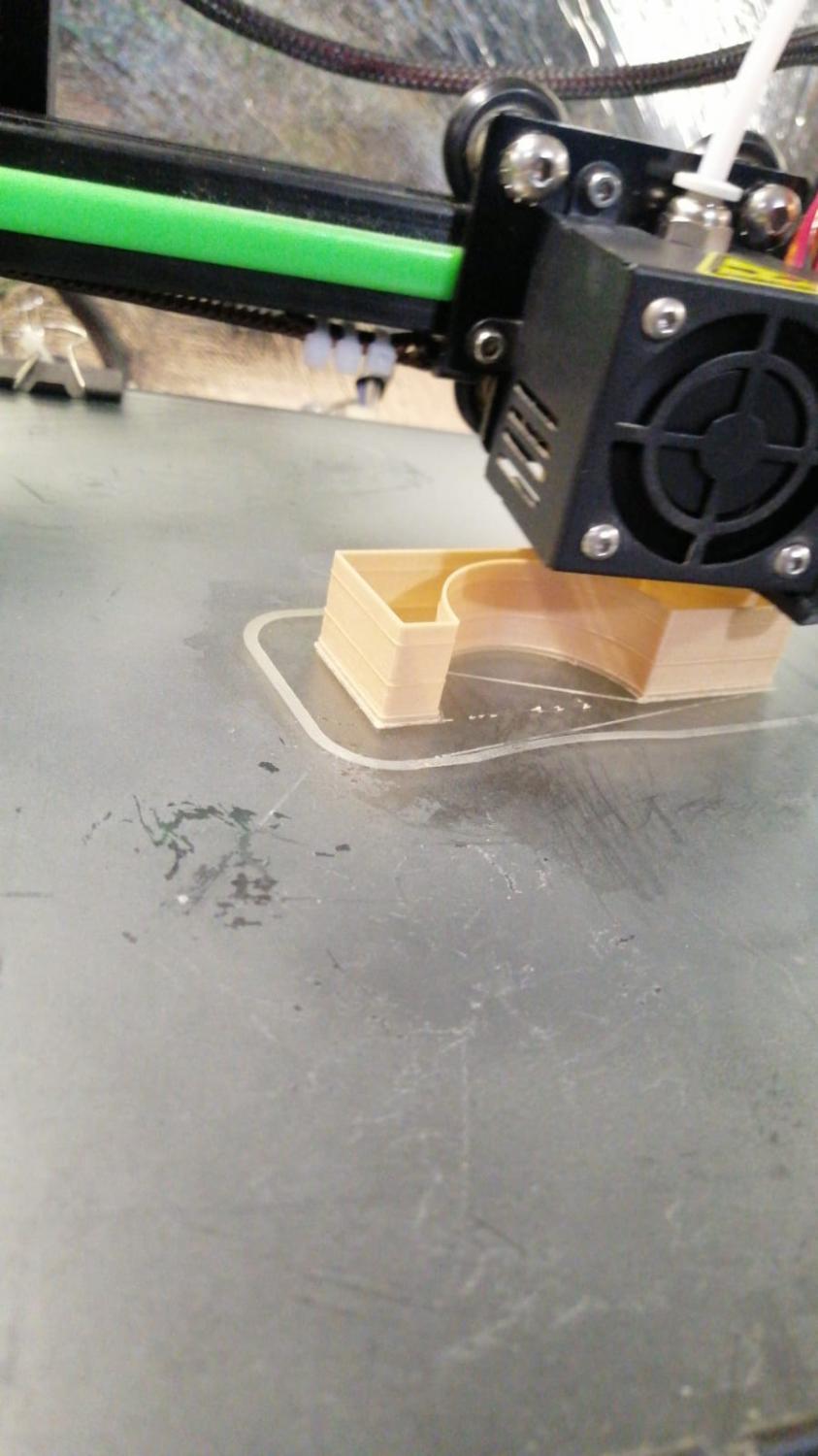
più che non fidarmi dello slicer a sto punto non mi fido del marlin che ho trovato oltretutto la L del test sul lato X è ruvida come ci fosse una vibrazione e l'asse X è quello dell'estrusore sicuramente sulle velocità l'asse Y perde passi sicuramente per il peso vediamo con il PEI che arriva domani che se ben ho capito non mi servirà più usare lo spay dimafix che uso sul vetro -
problemi calibrazione input shaping marlin su kingroon KP5L
ale90 ha risposto a ale90 nella discussione Problemi generici o di qualità di stampa
allora non sapevo del BTT pad 7 che sembra essere molto aperto come sistema più avanti magari ci faccio un pensiero parli di 384grammi magnetico + PEI e 525grammi vetro 141grammi recuperati ma ci sono problemi nel fissare solo il PEI senza la base magnetica il mio piatto è 310x320 4mm e pesa 958grammi su amazon ho visto un piatto che andrebbe bene, ma nella descrizione c'è peso articolo 880grammi sarebbe da capire se è il peso finale compreso di imballaggio o del solo prodotto io comunque l'ho ordinato recuperassi solo 200 grammi complessivi sarebbe un bel miglioramento dovessi fare una spesa valuterei una Creality K1 Max pi che d'altro per il volume di stampa che ogni tanto mi capita di fare o pezzi grossi o tanti assieme lanciati la notte per averli pronti il giorno dopo senza dover rilanciare tante stampe vorrei anche capire se sbaglio io a fare il file gcode per testare l'IS -
problemi calibrazione input shaping marlin su kingroon KP5L
ale90 ha risposto a ale90 nella discussione Problemi generici o di qualità di stampa
ho letto l'articolo la mia stampante ha il piatto il vetro li parli del piatto magnetico in PEI che dovrebbe pesare meno appena riesco lo ordinerò (quanto peso si potrà recuperare???) per usare un pc per far girare klipper considerando di doverlo tenere acceso a sto punto valuterei un sonic pad che credo sia più semplice di un raspberry ma a quel punto prenderei una stampante già con klipper e non dovrei smanettarci -
problemi calibrazione input shaping marlin su kingroon KP5L
ale90 ha risposto a ale90 nella discussione Problemi generici o di qualità di stampa
allora la prima versione che ho trovato e provato è quella su github con 16 punti di livellamento manuale ottima aderenza al piatto (non so il motivo ma pur avendo il vetro c'è un paio di decimi di tolleranza che con il livellamento di serie a 5 punti avevo dei problemi su pezzi grossi) i parametri che hanno preimpostato di IS sono X 24.2 Y 28.3 ho provato un paio di stampe e uscivano ruvide su questa versione i test per i valori di IS non mi hanno mostrato segni ma le stampe agli stessi parametri sono fallite ora sto riprovando su una versione trovata su Thingiverse che ha un livellamento manuale di 9 punti i parametri sono X 38 Y 42 decisamente più alti della versione di github ha anche questi 2 valori indicati che non so cosa siano J.D. 0.013 (questo a display lo vedo e me lo fa modificare) L.A. 0.22 le cinghie secondo me vanno bene eventualmente più avanti le cambio tanto dovrei averne ancora avanzata da un cambio di un altra stampante che poi ho regalato ad un amico klipper sarebbe bello ma anche cercando non trovo nessuno che dichiara dei valori e installarlo io usando un raspberry non mi va al limite ci andrebbe un Creality sonic pad, ma onestamente per il costo che ha avrebbe senso usarlo per più stampanti contemporaneamente (mi pare ne supporta 4) a sto punto più avanti budget permettendo prenderei qualcosa coreXY con già klipper ma ora vorrei capire come velocizzare un po questa stampante visto che se stampo lentamente le stampe escono pure bene -
problemi calibrazione input shaping marlin su kingroon KP5L
ale90 ha risposto a ale90 nella discussione Problemi generici o di qualità di stampa
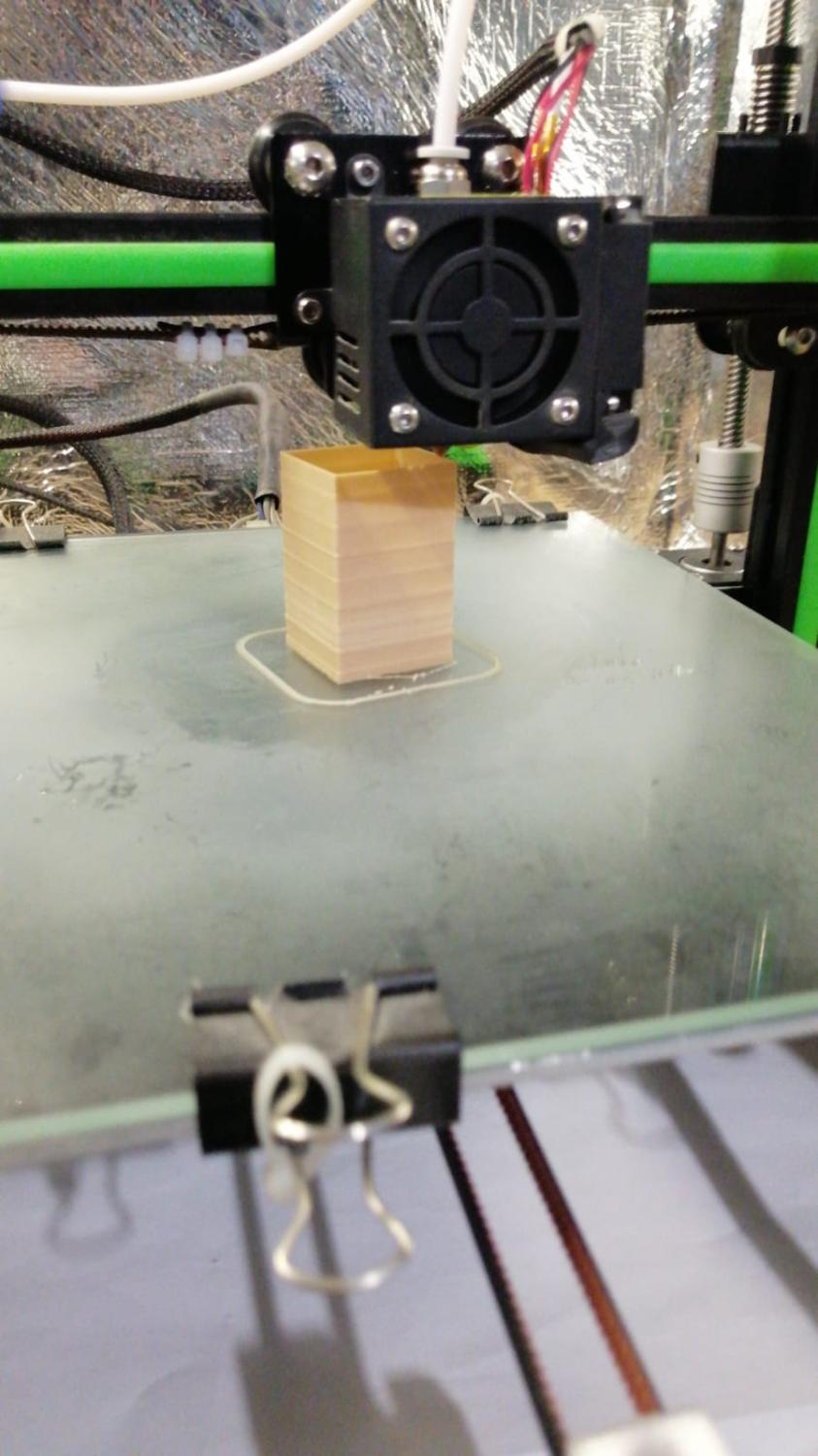
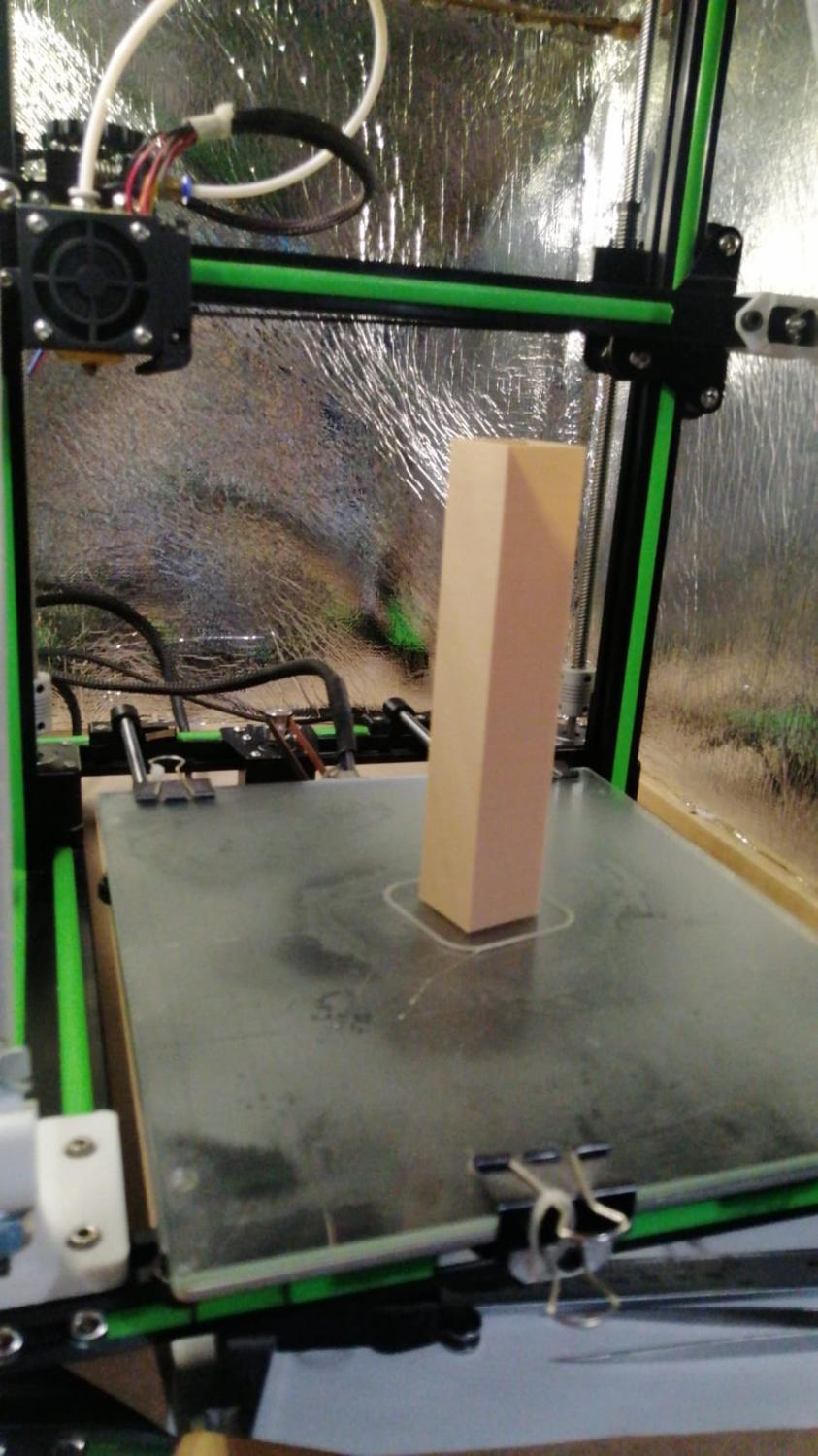
allora ricontrollando su CURA avevo a 10s il tempo minimo di stampa ho messo i parametri identici su entrambi i programmi CURA 50 min PRUSASLICER 25 min con PRUSASLICER la cosa assurda è che a quelle velocità la torre test la stampa decente senza le onde di disturbo che dovrebbe fare per trovare le frequenze di risonanza tengo gli stessi parametri e stampo un file perde passi già dai primi strati come estrusore ho montato un CHC v6 con ugello 3vie e il test non ha punti dove manca filamento -
problemi calibrazione input shaping marlin su kingroon KP5L
ale90 ha pubblicato una discussione in Problemi generici o di qualità di stampa
salve è qualche giorno che sto impazzendo, con il firmware originale avevo dei problemi di livellamento piatto allora ho cercato un firmware marlin con 3d-touch per autolivellare il piatto nessuno di quelli provati sono riuscito a farlo funzionare il 3d-touch ma ne ho trovato uno con livellamento su 16 punti in manuale che devo dire mi fa aderire bene i pezzi al piatto (per cui il 3d-touch torna nella scatola) questo firmware ha anche l'INPUT SHAPING, ma ho provato a stampare varie torri per capire la frequenza di risonanza ma niente non funziona lato stampante ho messo 200mm velocità massima stampa 5000 accellerazione e 15mm jerk per cui la stampante non dovrebbe dare limitazioni Con CURA mettendo 140mm di velocità accellerazioni a 4000 e jerk a 15 mi stampa la torre in 60 minuti se provo a mettere 150mm mi da errore e non mi calcola il gcode con PRUSASLICER 150mm di velocità accellerazioni a 4000 e jerk a 15 la stampa in 25 minuti in entrambi i casi il lato X esce ruvido e quello Y liscio in nessun punto dell'altezza della torre si notano le vibrazioni su CURA ho inserito lo script nella cartella indicata e su PRUSASLICER ho inserito la stringa di codice nella pagina indicata sbaglio io qualcosa ????' che altre prove posso fare -
problema stampa su asse Z anet e10
ale90 ha risposto a ale90 nella discussione Problemi generici o di qualità di stampa
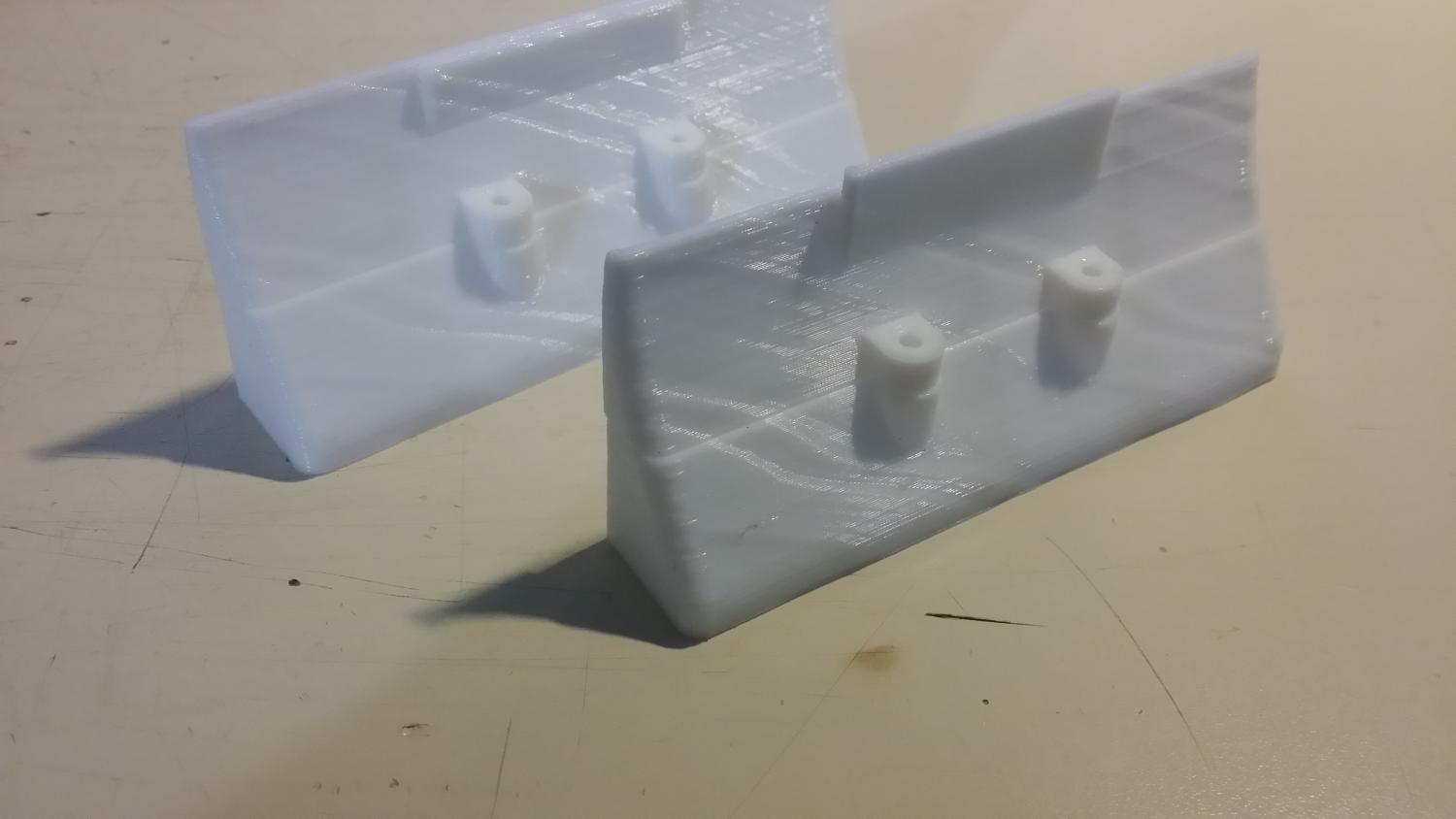
foto del difetto dopo le varie sostituzioni prima era molto peggio stampa ok stampata lentissima (2 ore di stampa per un 30x30x150 solo 1 perimetro) stessa stampa fatta più veloce esce dinuovo il difetto riesce a stampare bene molto lentamente ma ho sempre stampato più velocemente senza problemi
-
problema stampa su asse Z anet e10
ale90 ha pubblicato una discussione in Problemi generici o di qualità di stampa
ho una anet e 10 che sull'asse Z ogni 3 o 4mm sembra perdere dei passi e fa una doppia estrusione ravvicinati di spessore stampo a 0.2 di spessore attualmente ho su un ugello 0.6 con del pla sunlu wood per cercare di risolvere il problema ho sostituito le cinghie degli assi X e Y sostituito i cuscinetti LM8UU barre asse Y montato gli anti backlash sulle barre filettate dell'asse Z e le ho capovolte (la parte alta ora è sotto visto che non ho mai fatto stampe alte la parte sopra sicuramente non ha usura) ho appena lanciato una stampa beh il risultato è che il difetto ora è ogni 6 o 8mm soluzioni ????? (mi manca da cambiare i cuscinetti "che ho anche già comprato"su cui scorre sui profilati di alluminio ) -
salve ha poi risolto ho quella stampante ferma da parecchio con l'integrato dell'estrusore bruciato e vorrei fare il cambio scheda per darla ad un amico che proverà a fare qualche stampa per provare una 3d
-
anet e10 perde passi su Y con vetro
ale90 ha risposto a ale90 nella discussione Problemi generici o di qualità di stampa
la perdita dei passi con il vetro da 3mm non c'è più ho anche regolato i vari parametri di accellerazione jerk ora ho un altro problema sull'asse X quello con i cuscinetti/pulegge si sono consumati/rovinati e su quell'asse le stampe presentano delle imperfezioni non li riesco a trovare per l'anet E10 ci sono solo per la CR10 e hanno dimensioni differenti -
anet e10 perde passi su Y con vetro
ale90 ha risposto a ale90 nella discussione Problemi generici o di qualità di stampa
in allegato una foto con 2 problemi la perdita di passi che per il momento spero di aver risolto abbassando il jerk e l'accellerazione poi appena riesco a tagliare un vetro da 3mm provo a rialzarli l'altro problema sono quelle linee in diagonale ho controllato il file e dovrebbe stamparlo perfettamente liscio https://www.thingiverse.com/thing:3463099/files
-
anet e10 perde passi su Y con vetro
ale90 ha risposto a ale90 nella discussione Problemi generici o di qualità di stampa
era il primo vetro che avevo sotto mano da 4mm non ho nulla se dici che 3mm di vetro classico è resistente a sufficienza dovrei averne degli scarti e posso tagliarlo di misura senza problemi sicuramente controllo su CURA i valori di accellerazione e li riduco un po per ottenere stampe migliori ho anche installato i tl smoother su X Y e estrusore su Z no xche ho 2 motori e ho preso il kit da 4 tl smoother (quindi ne ho 1 avanzato) e dicono che su Z muovendosi di 1 o 2 decimi per volta non serve -
anet e10 perde passi su Y con vetro
ale90 ha pubblicato una discussione in Problemi generici o di qualità di stampa
salve ho un problema con la stampante 3d senza il vetro stampo regolarmente a 60/80 mm secondo e 150/180 di spostamento ora ho messo un vetro normale da 5mm di recupero che avevo in casa. quelli commerciali in borosilicato sono da 4mm sull'asse Y quello del carrello del piatto di stampa perde dei passi e non sempre stampando a 60mm secondo e 100mm di spostamento tende a non farlo più ma ogni tanto perde ancora dei passi sicuramente la causa è il peso del vetro ma ci sono delle soluzioni per risolvere la perdita passi e poter alzare dinuovo il valore di spostamento -
delta ezt 3d l'estrusore gira solo in retrazione
ale90 ha risposto a ale90 nella discussione Problemi generici o di qualità di stampa
l'integrato è stato sostituito ieri e il motore dell'estrusore funziona perfettamente il mio amico si è guadagnato questa stampante gratis -
delta ezt 3d l'estrusore gira solo in retrazione
ale90 ha risposto a ale90 nella discussione Problemi generici o di qualità di stampa
intanto ho ordinato una ANET E10 ero propenso di più per la cr10 (poi ho visto che sarebbe stato meglio la cr10s con i 2 motori sull'asse Z) e il costo era eccessivo intanto che aspetto l'amico che rientra dalle ferie poi assieme cambiamo l'integrato con la stazione saldante ad aria avevo pensato di invertire la rotazione dell'estrusore e invertire i cavi al motore io uso CURA come programma c'è un comando che mi permetta di invertire la rotazione dell'estrusore in modo da poter stampare anche senza retrazione