invernomuto
-
Numero contenuti
2.370 -
Iscritto
-
Ultima visita
-
Giorni Vinti
52
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di invernomuto
-

Anycubic Predator, stampante delta - Problemi con la mainboard
invernomuto ha risposto a Henrique Gabriel nella discussione Hardware e componenti
Hai già verificato che sia la scheda e non il termistore del bed? Hai provato, ad esempio, a scambiare i cavi del termistore del bed con quello dell'hotend e capire se la lettura errata continua a dartela sul bed a schermo (e in questo caso è la scheda) oppure si sposta su quella dell'hotend (e in questo caso è il termistore)? Ad ogni modo non conosco quel modello di scheda. -
Anycubic Predator, stampante delta - Problemi con la mainboard
invernomuto ha risposto a Henrique Gabriel nella discussione Hardware e componenti
Se posti una foto vedo se è simile alla mia trigorilla della Anycubic Linear plus (8 bit) che non uso e giace in un cassetto. Per le predator però pensavo fosse una 32bit. -
Lucida le tue stampe....
invernomuto ha risposto a Killrob nella discussione Notizie sulla stampa 3D
Mai provato solventi, ma farei attenzione perché a quanto mi dice chi ne fa uso basta veramente poco (almeno per ABS e acetone) per mangiarti i dettagli. Nel video del gufetto si vede molto bene, è bello lucido, ma qualche dettaglio se ne è andato. Comunque, alternative a basso costo: Principio analogo (credo), per acetone e ABS (NB notare i caveat sulla sicurezza per favore) : https://www.thingiverse.com/thing:4614635 Costo 20€, c'è il BOM Questo è secondo me geniale e prima o poi me lo faccio, meno pasticci con i solventi, si tratta solo di trovare la grana giusta e capire i tempi di passata: https://www.thingiverse.com/thing:4076827 -
Installazione binari al posto di ruote ed eccentrici
invernomuto ha risposto a MaxP4 nella discussione Hardware e componenti
E' un ricambio Creality, ovviamente preso dalla Cina. Non credo usino pezzi diversi fra ricambi e roba per assemblare una stampante, una Ender 3 costa 150 euro, non monta certo ruote da 5 euro l'una. Quelle che hai linkato sono ruote di qualità, nessuna stampante cinese entry level le usa. -
Dipende qual è lo scopo. Che deve gestire questo router? Se lo scopo, banalmente, è avere tutte le case della stanza coperte, meglio lavorare su altro (es access point o reti mesh), piuttosto che spendere vagonate di soldi inutili sul router.
-
collegamento mosfet con scheda skr 1.3
invernomuto ha risposto a Shini3D nella discussione Hardware e componenti
Il l'ho collegata allo stesso modo: il mosfet riceve la corrente dall'alimentatore e sempre dal mosfet alimenti la scheda madre, dove c'è scritto BED sul Mosfet colleghi il rosso e il nero del bed. Il cavetto in dotazione con il mosfet con il connettore bianco va collegato al morsetto della scheda madre dove in precedenza facevi arrivare il rosso ed il nero del bed. -
Installazione binari al posto di ruote ed eccentrici
invernomuto ha risposto a MaxP4 nella discussione Hardware e componenti
E' esattamente il mio punto di vista. Avessimo delle frese o altri macchinari "pesanti", sicuramente meglio le MGN, per stampanti è, come dicono gli inglesi, un po' "overkill", almeno per le cartesiane classiche economiche tipo i modelli che vediamo qui dentro. Non so se ho ben inteso, però roba creality (piastra con fori per hotend, 3 ruote per bloccarla ad un profilo 2020, distanziatori, ruote ed eccentrici) costa 7 euro. MGN12 + rotaia stai sui 18-20 euro. Ovviamente il confronto è Cina vs Cina, sulla qualità della movimentazione a ruote non mi esprimo perché non la conosco, però vale quanto detto da @Killrob, la Ender stampa molto bene da quanto ho visto. -
Installazione binari al posto di ruote ed eccentrici
invernomuto ha risposto a MaxP4 nella discussione Hardware e componenti
Intendiamoci, le MGN12H sono superiori in tutto alle ruote in gomma. Reggono carichi maggiori, se arrivi ad una quadra (anche con quelle cinesi) i movimenti sono precisi e perfetti, perché il carrello può muoversi solo nella direzione della rotaia, non ci sono torsioni o altro come su una barra rotonda, l'usura è zero, devi solo ricordarti di lubrificarle ogni tanto. Però, rispetto alle ruote costano 10 volte tanto e per la stampa 3D forse sono grasso che cola, almeno per stampanti piccoline. La movimentazione a ruote è open source (trovi adattatori praticamente per tutto), le ruote costano pochissimo, quando si usurano o si ovalizzano le cambi, in generale a chi si consumano troppo spesso è perché ha assemblato male la macchina (es, eccentrici troppo stretti). Una ender 3 ben configurata, con le ruote, ti stampa in maniera eccellente, spendere 2/3 della macchina in guide MGN12 per avere qualità di stampa simile, boh! -
Installazione binari al posto di ruote ed eccentrici
invernomuto ha risposto a MaxP4 nella discussione Hardware e componenti
Qui provano ad affrontare la questione. Sicuramente sono superiori alle rotelle, ma vale la pena? -
Installazione binari al posto di ruote ed eccentrici
invernomuto ha risposto a MaxP4 nella discussione Hardware e componenti
Intervengo io con la mia esperienza, non è solo una questione di olio, è che alcune sono proprio un terno al lotto, specie se si prendono su venditori di aliexpress non proprio conosciuti. Ho preso un kit da un negozio su Aliexpress, MGN12H per convertire una stampante con classiche barre lisce e cuscinetti (tipo Anycubic I3). Spesa 80 euro circa dalla Cina per 5 guide lineari e 7 carrelli MGN12H. Arrivato il pacco (dopo 2 mesi!), le guide si presentano abbastanza male, una sembra usata (e probabilmente lo è!), la qualità è molto variabile a seconda del pezzo. Per dire, una guida ha tracce di ossidazione, un carrello è molto sporco ed ha una vite diversa per tenerlo assieme. Una guida da 350mm è messa molto male, è letteralmente inchiodata, lo stesso carrello che scorre discretamente su una guida sforza parecchio su quella. Mi metto di buona lena e le sistemo alla meglio, ma devo ricomprare quella da 350mm (altri 20 euro), perché non ne vale la pena. Arrivato il ricambio, sono poi riuscito a trovare la combinazione guida / carrelli che permette uno scorrimento valido. Di recente ho risolto un problema che mi affliggeva da tempo e legato ad un carrello che aveva un piccolo gioco e che mi causava artefatti nella stampa. Post questa (orribile) esperienza, ho preso altre 5 guide per altro progetto da venditore (aliexpress) più affidabile: la situazione è migliore, ma non aspettarti guide perfette. @MaxP4 In generale: 1) vanno assolutamente pulite, e poi ingrassate, in maniera molto approfondita. Se possibile evita di smontare i carrelli, rischi di piegare il filo metallico che tiene le sfere e peggiori la situazione 2) alcuni venditori sono meglio di altri: per la BLV Cube ho preso 5 guide da 400mm e 5 carrelli MGN12H da CNA Mechanical Parts Store (una 70ina di euro). Non sono delle Hiwin ma sono decenti e ben confezionate. Anche qui qualche guida ha qualche problema in più rispetto ad altre (impuntamenti), ma sicuramente ho avuto meno problemi della prima volta. Per fortuna nessuna ha giochi (vedi punto dopo). Ovviamente, non c'è garanzia che la qualità rimanga questa, dalle discussioni sulla BLV Cube le migliori sono le loro anodizzate nere. 3) le guide/carrelli che presentano giochi (il carrello ha un piccolo gioco, anche minimo, o laterale o verticale) sono irrecuperabili, puoi al limite provare a cambiare le sfere del carrello per vedere se riesci ad eliminarli. Se ci sono giochi NON puoi usarle per la stampa 3D, avresti artefatti nella stampa 4) le guide che presentano zone di attrito o che non fanno scorrere bene il carrello si possono sistemare con lubrificazione tanto olio di gomito, muovendo su e giù il carrello finché non si assesta, oppure, nei casi più ostici, con carta vetrata finissima, pulendo e lubrificando ad ogni passata e facendo assolutamente attenzione a non rimuovere troppo materiale, sennò vai al punto 3. PS Le Hiwin NON ha rivenditori ufficiali su Aliexpress, quindi evita di buttare soldi su dei cloni, in EU costano un rene, valuta tu, non so quanto abbia senso. PPS Su amazon costano un 33-35% in più rispetto alla stessa guida in Cina. Ovviamente hai l'enorme vantaggio del reso Amazon se ti becchi guide farlocche e non rischi dazi / dogana. -
Consiglio anche io le Gates, costano ma li valgono tutti i soldi.
-
Non ho una Ender quindi non posso provare sulla sua scheda, quindi attendi qualche altra risposta per avere la certezza che tutto funzioni. Io ho usato quell'adattatore sulla mainboard originale Anet A8 (classica Arduino ATMega) e non avevo particolari tempi di attesa né dovevo accendere o spegnere, funzionava tutto molto bene.
-
Riempimento stampe ed Infill
invernomuto ha risposto a Junior73 nella discussione Problemi generici o di qualità di stampa
Alcuni programmi (ad esempio meshmixer, gratuito) ti consentono di svuotare e fare un "foro" al modello (es in una parte non visibile, tipo per la piramide il lato a contatto con il piano) e ti permettono di avere il pezzo forato a parte, per stamparlo e poi incollarlo in un momento successivo al pezzo principale. Se la geometria del pezzo lo consente, puoi stampare il pezzo forato sul fondo, lo riempi di materiale a tua scelta per l'infill e poi incolli il pezzo usato per forare. Ovviamente, come ti dicevo, occorre capire se la geometria del pezzo "regge" e permette di stampare con una FDM dei pezzi completamente cavi, senza infill (per una stampante a resina nella vaschetta è relativamente "facile", per una FDM è più complesso tenuto conto della gravita e della meccanica di stampa). -
Anet ET4 pro, spostamento griglia di autolivellamento
invernomuto ha risposto a Franchetto nella discussione Software di slicing, firmware e GCode
Dunque, questo serve per spostare la sonda lontano o vicino al bordo. Non fa però quello che chiedi, ovvero traslare la griglia verso sinistra. // Most probes should stay away from the edges of the bed, but // with NOZZLE_AS_PROBE this can be negative for a wider probing area. #define PROBING_MARGIN 20 I casi dovrebbero essere due, o hai il centro del piatto non corretto oppure hai gli offset sbagliati per la sonda. Quando stampi il nozzle è perfettamente al centro del piatto? Se sposti il nozzle alle coordinate X = dim piatto/2 e Y = dim piatto/2 e poi metti Z = 0, è perfettamente al centro (prendi del nastro di carta e disegna due diagonali dagli angoli del piatto, il nozzle deve atterrare esattamente nel punto in cui le diagonali si intersecano. Se il nozzle è centrato e la sonda quando fai l'home no è un problema di offset. -
Parametri migliori per TPU
invernomuto ha risposto a invernomuto nella discussione Materiali di stampa
Grazie a tutti, sto continuando con le prove, qualche oggetto, molto semplice, sono riuscito a stamparlo. Ho inteso che mi devo scordare i supporti, o, almeno, io non sono riuscito a gestirli. Velocità vanno molto basse, cosa che mi avete confermato pure voi con i vostri interventi. La retrazione ho provato a metterla molto bassa (1mm, 20mm/s) e non ho avuto intoppi al momento. Provo anche a tenere la ventola spenta, finora l'ho tenuta 50-100% per vedere come va. Tenderei ad escludere problemi di filamento perché la bobina è appena stata aperta. -
Linear Advance e velocita' di stampa
invernomuto ha risposto a ironman977 nella discussione Problemi generici o di qualità di stampa
Scusate, ma il linear advance (o, meglio, il parametro K) va settato ad ogni materiale oppure è indipendente, per PLA, TPU, PETG, ecc? -
Parametri migliori per TPU
invernomuto ha risposto a invernomuto nella discussione Materiali di stampa
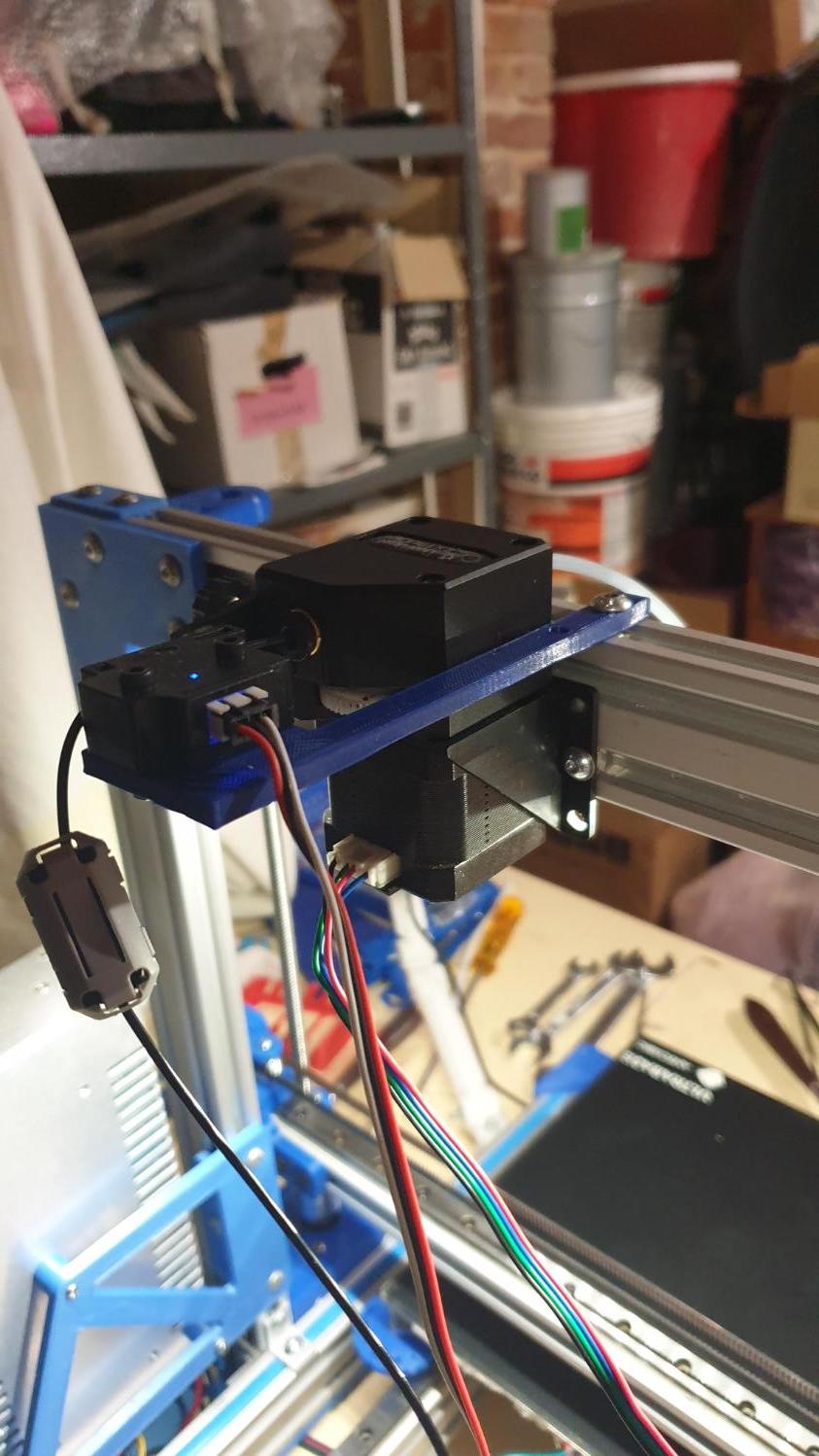
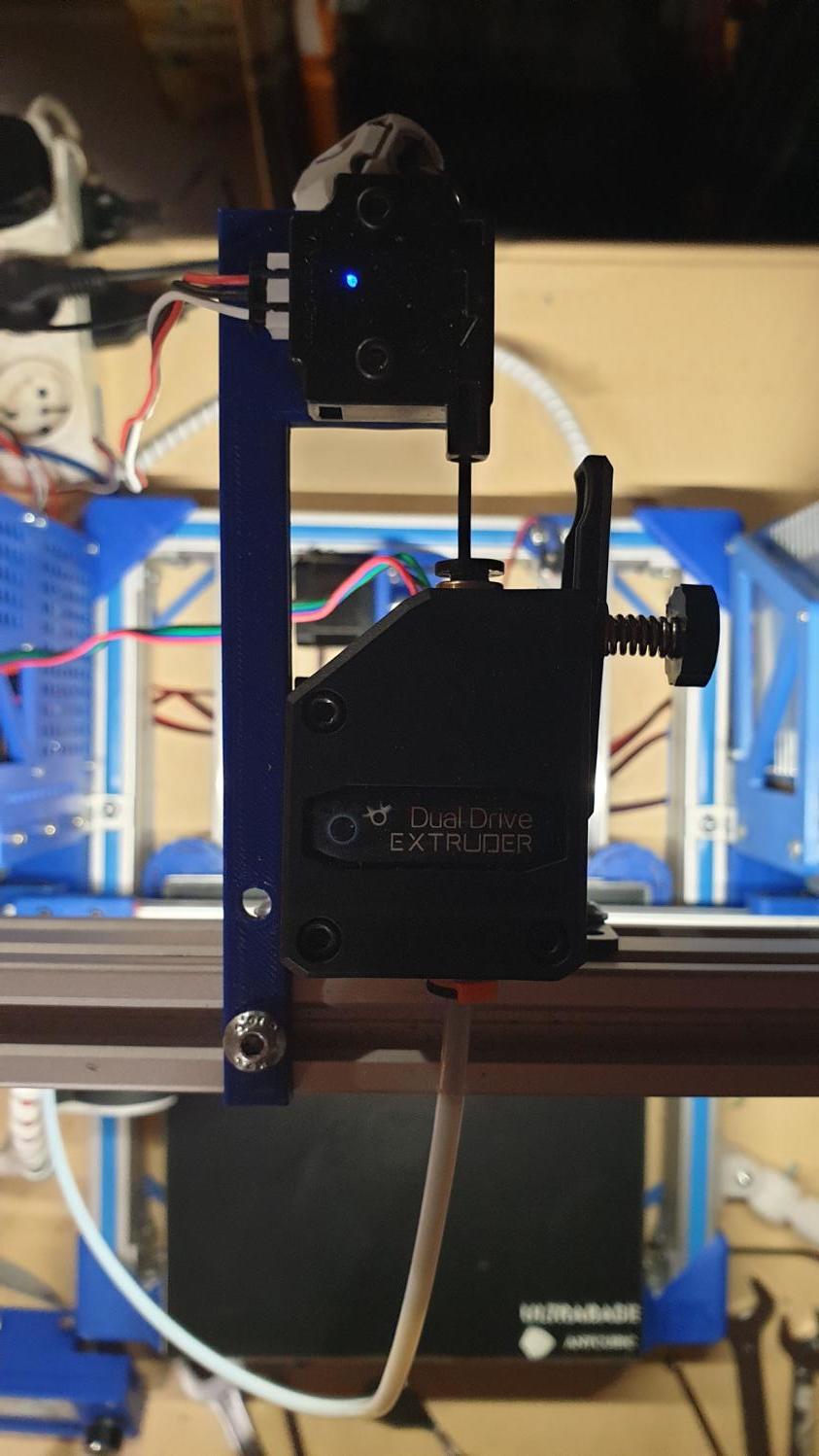
Ciao, grazie della risposta. E' un classico BMG (perdona i cavi volanti ma è un setup ancora provvisorio): Il filamento è TPU Anycubic, questo (ma nero): https://www.amazon.it/gp/product/B07PJKDS4S/ref=ppx_yo_dt_b_asin_title_o06_s00?ie=UTF8&psc=1 Dunque, impostando 240 gradi e 60 di piatto sono riuscito a portare a termine la stampa, però andando a velocità ridicole (20-25mm/s). Problemi: impossibile rimuovere i supporti e fa troppi fili, oltre ad avere delle fragilità in alcuni punti. La ventola va accesa?
-
Buongiorno, qualcuno mi da qualche dritta per stampare TPU su una stampante "stile Ender 3" con 400mm circa di bowden (ed estrusore clone BMG). E' la prima volta che provo a stampare questo materiale e ho già avuto due intoppi, mi fa bene il primo strato, specie le superfici orizzontali, poi estrude male, mi si creano problemi quasi sempre all'altezza degli ingranaggi spingifilo (il filo si piega e si incastra tutto). Il filo è molto morbido, qualche dritta per temperature / settaggi per riuscire almeno a stampare qualche pezzo piccolino e semplice? Ho disabilitato la ritrazione d abbassato la velocità di stampa a 30mm/sec.
-
[solved][CURA] Temperatura iniziale di stampa più alta
invernomuto ha risposto a NicolaP nella discussione Software di slicing, firmware e GCode
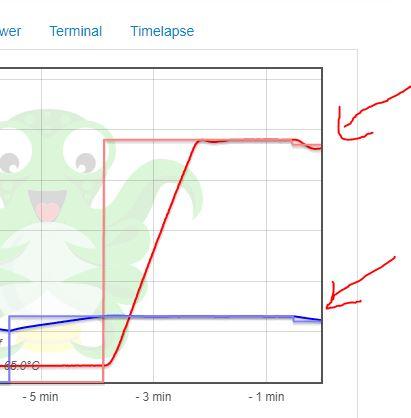
Confermo quanto scritto da @Killrob, ho appena provato ora, 240 estrusore e 65 piatto per layer iniziale da far scendere a 235 e 60 post primo layer. Funziona perfettamente. Versione Cura: 4.8.0
-
Piatto collegato alla 220
invernomuto ha risposto a Bananafell3r nella discussione Hardware e componenti
Teoricamente non serve, ma è una protezione in più. Devi fare in modo che nel (remoto) caso in cui il silicone si rovini e un cavo della 220V arrivi a toccare la stampante ti stacchi il salvavita subito invece del "ti stacchi il salvavita quando tocchi tu la stampante". -
righe su pareti lisce (simile wobble) su Sharebot NG (risolto)
invernomuto ha risposto a michele79 nella discussione Sharebot
Molto utile, grazie A me il tuo sa più di problema meccanico su qualche asse. -
Box per dronino RC
invernomuto ha risposto a invernomuto nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
il whoop è un 75mm brushless, telaio, motori ed elettronica sono di un Mobula7. L'STL lo trovi qui: https://www.thingiverse.com/thing:3362944 -
Piatto collegato alla 220
invernomuto ha risposto a Bananafell3r nella discussione Hardware e componenti
Io l'ho visto incollato sotto il piatto, che tanto non viene più usato perché usi la 220V. Non sono molto ferrato sull'argomento ma va considerata anche una messa a terra perché se per qualche ragione hai una dispersione rischi di portartela sul telaio, con tutti i problemi di sicurezza del caso. -
Box per dronino RC
invernomuto ha pubblicato una discussione in Le tue stampe - Album fotografico dei migliori modelli 3D
Dopo essere riuscito a risolvere un problema molto fastidioso e subdolo della mia stampante (un carrello MGN12H aveva un leggero gioco sulla guida) ho stampato qualche pezzo "impegnativo": una scatolino con coperchio per un mio dronino RC (NB nella foto è smontato con solo telaio e motori). 8 ore di stampa a 0,3mm di layer, PLA vecchio che fa qualche filo e che non sono riuscito ad eliminare del tutto giocando sulla ritrazione, risultato comunque molto soddisfacente. Di per se il pezzo non è nulla di che, ma volevo condividere con voi la gioia per aver risolto il problema, che mi affliggeva da mesi ed era evidente soprattutto su pezzi come questi, dove ci sono pareti verticali lisce.
-
Stampante filo o resina
invernomuto ha risposto a gennaio21 nella discussione La mia prima stampante 3D
Premesso che con la resina non stampo moltissimo e non sono affatto un esperto, per me la ragione è che, semplicemente, con la resina hai dettagli che con il filo sono irraggiungibili. Per cui se stampi pezzi meccanici semplici vai di stampanti a filo, se stampi miniature, action figures dettagliate, o, in generale, pezzi che richiedono molto dettaglio, vai di resina. Per intenderci, ho appena finito di stampare un contenitore, circa una ottantina di mm, con angoli stondati e interni con scomparti, totale circa 8 ore di stampa. Non ci ho pensato minimamente di farla in resina, molto più pratica una FDM, perché è un pezzo molto semplice, è una scatola con una scritta sul coperchio. In resina sarebbe peraltro meno resistente. La FDM, almeno al momento, è più versatile, hai materiali molto diversi da usare restando su prezzi "da hobbisti" (da TPU, gommosi, a materiali più tecnici e resistenti, tipo nylon, ASA, ecc). Messa a punto forse resina, non ci sono assemblaggi da fare, accendi, livelli il piano e stampi. E' meno personalizzabile rispetto ad una FDM, non hai tante calibrazioni da fare. Le macchine sono abbastanza semplici, c'è una scheda di controllo, un LCD che indurisce la resina nella vaschetta strato per strato e un sistema di movimento per far sollevare il piatto. Meccanicamente una FDM è sicuramente più complessa e richiede più messa a punto, almeno iniziale. Per la resina devi comunque prevedere sostituzioni del FEP e pulizia periodica dalla resina (ed è rognosa), oltre a sostituzione dell'LCD dopo un tot (anche se le ultime con LCD monocromatico hanno quasi eliminato il problema). Come post produzione delle stampe vince invece a mani basse la FDM, per le resine fra lavaggi, cura UV dei pezzi, pulizia, odori, ecc è un gran casino. Le FDM stampi, stacchi il pezzo dal piatto e lo usi, al limite carteggi se vuoi limare le imperfezioni. Leggermente di più quelle a resine ma siamo ormai lì, una entry level se non hai bisogno di schermi grossi sta sotto i 300 euro, una FDM sui 150-200. Forse è più economica una con filo, ma siamo lì credo, almeno per le resine "economiche". Per la resina devi calcolare i solventi (se non usi le lavabili in acqua) Sicuramente resina, ma sono proprio stampanti che fanno cose diverse, come ti ho scritto sopra. Filo. La resina peraltro se non la dipingi all'esposizione con gli UV degrada. La resina è dura ma fragile, almeno per quelle economiche che uso io. Esistono ABS like ma mai provate.