Fufluns
-
Numero contenuti
89 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Fufluns
-
a offerta libera...hahahah
-
l'avevo presa per modificarla , poi alla fine ne ho fatte due e questa non l'ho toccata, in pratica ho fatto due Sermon(simili) almeno con lo stesso sistema sul'asse Z, questa stà praticamente sempre ferma
-
150
-
ribasso a 190
-
vendo Ender 5 , inutilizzo,recupero spazio , firmware 2.0 c'è già la controventatura, il progetto è visibile sul mio thingiverse https://www.thingiverse.com/thing:4186839 200 euri , eventualmente ho anche disponibili un estrusore bondtech originale mai usato , comunque presente negli annunci

-
ribasso a 45, quasi meno della metà
-
tiro giu a 50, ancora disponibile
-
Salve, ho da dare via questo bondtech ho ancora la fattura, l ho tirato fuori solo per fare i rilievi, ma non è stato mai usato. Alla fine ho montato un orbiter, pensavo a una 60 ina, ho ancora la fattura, di 3Djake.
-
pasticciando con lo start Gcode M83/M82
Fufluns ha risposto a Fufluns nella discussione Software di slicing, firmware e GCode
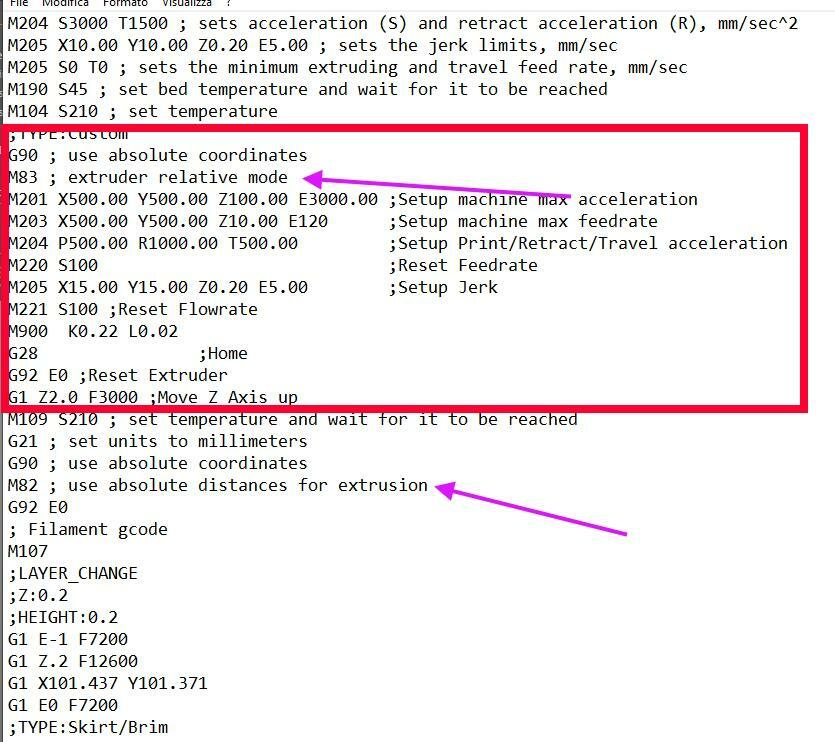
risolto, andare in impostazioni stampanti >generale>spuntare "usa distanze E relative",processando il G code vi darà errore, infatti dice "aggiungere G92 E0 al cambio layer" basta aggiugere il reset al cambio layer, riproccessare e l M82 sparisce e rimane solo M83 -
pasticciando con lo start Gcode M83/M82
Fufluns ha pubblicato una discussione in Software di slicing, firmware e GCode
Salve a tutti, usando Prusa slicer mi sono messo a curiosare nello start g code, in sostanza volevo solo verificare se l' estrusione fosse relativa o assoluta cercando di impostarla a relativa. pur avendo impostato M83,prima della stampa mi inserisce M82, sinceramente la cosa mi lascia perplesso, ho provato con un profilo di un'altra stampante (nel dettaglio ho verificato con una artillery )e non avviene,c'è impostato M83 è quello rimane suppongo dipenda da qualcosa dello slicer che impone M82, ma dove? grazie a tutti oppure ho fatto qualche errore nello start g code
-
posizione di parcheggio M600
Fufluns ha risposto a Fufluns nella discussione Software di slicing, firmware e GCode
contrordine, dunque, ora che ho un più di tempo e "relax" per valutare , semplicemente non era stato caricato il fw del monitor..... e quindi sembra che per il parking rilevi la posizione segnata nel monitor e non quella del Fw ho messo cordinate x0 y0 e va a zero piano, ora mi chiedo è possibile eliminare la dipendenza del parking e dare prevalenza al Fw della scheda? -
posizione di parcheggio M600
Fufluns ha risposto a Fufluns nella discussione Software di slicing, firmware e GCode
proverò a modificare direttamente un gcode nel fine settimana, anche se mi pare strano, che legga le impostazioni dello zero piano ma non il parking -
posizione di parcheggio M600
Fufluns ha risposto a Fufluns nella discussione Software di slicing, firmware e GCode
ovviamente , non se ne parla, parcheggia sempre a X10 Y10, tocca fà qualche altra prova....uffaaaa -
posizione di parcheggio M600
Fufluns ha risposto a Fufluns nella discussione Software di slicing, firmware e GCode
avevo provato anche specificando dallo slicer per esempio M600 G1 X1 Y1, dove variavo x e y ma senza risultato,continuava a andarmi in X10 Y10, momentanemante sto per ricaricare il Fw del monitor con i paramentri modificati , e vediamo se và dove voglio -
posizione di parcheggio M600
Fufluns ha risposto a Fufluns nella discussione Software di slicing, firmware e GCode
si quello.....mannaggiaalloziomelone....ecco do stava sul Fw del monitor #define NOZZLE_PAUSE_X_POSITION (X_MIN_POS + 10.0f) // (mm) (Default: 10.0f) #define NOZZLE_PAUSE_Y_POSITION (Y_MIN_POS + 10.0f) // (mm) (Default: 10.0f) sarebbe più semplice se si sapesse da dove pesca i parametri se dal monitor o dalla scheda, almeno io lo trovo confusionario -
posizione di parcheggio M600
Fufluns ha risposto a Fufluns nella discussione Software di slicing, firmware e GCode
marlin 2.1.2.1, l' unica cosa che mi viene in mente che potrebbe esserci qualche cosa nel Fw del monitor tft35 -
posizione di parcheggio M600
Fufluns ha pubblicato una discussione in Software di slicing, firmware e GCode
Salve ho una curiosità con M600 , ho abilitato il cambio filamento , che lo fa senza problemi , il fatto è che mi si sposta in relativo a X10 Y10,dallo 0 del piano, ovviamente lo vorrei mandare fuori per lo spurgo etc.. ho modificato via Fw la posizione , ho modificato più volte il NOZZLE_PARK_POINT , modificato le coordinate sullo slicer , niente si mette sempre a X10 Y10, e più che altro da dove prende queste coordinate, idee? grazie a tutti per la disponibilità -
M600 prusaslicer
Fufluns ha risposto a Fufluns nella discussione Software di slicing, firmware e GCode
risolto, basta scendere nella sezione G code pesronalizzato -
M600 prusaslicer
Fufluns ha risposto a Fufluns nella discussione Software di slicing, firmware e GCode
aggiornamento curioso, se imposto la mia stampante custom mi compare con M600 "M600 G1 X2 Y2" che ritrovo nel Gcode generato Solo se imposto la ender allora mi compare solo M600 , la domandona è :come lo tolgo G1 X2 Y2, tecnicamente basterebbe copiare i preset della custom in una ender personalizzata, ma non ha molto senso,scartabello nelle varie finestre ma non trovo modo di togliere i comandi. idee?
-
figurati, per verificare le misure a volte può essere utile fare i pezzi in cartone prima di fare il definitivo, così hai i pezzi davanti e vedi se devi aggiungere o togliere qualcosa, insomma ti fai un'idea del'assieme, anche in scala.
-
instabilità temperatura hotend
Fufluns ha risposto a Fufluns nella discussione Problemi generici o di qualità di stampa
signori e signore...la temperatura si ferma quando stacco i finecorsa....indaghiamo -
instabilità temperatura hotend
Fufluns ha risposto a Fufluns nella discussione Problemi generici o di qualità di stampa
stacco la corrente rimetto la corrente, entro nel menu , e lo ritrovo, stessa procedura che uso sull altra macchina, con la stessa scheda -
se ti interessa ho il laser , non ho il materiale che il sintetico lo faccio solo per le dime,ma se non hai proprio urgenza
-
instabilità temperatura hotend
Fufluns ha risposto a Fufluns nella discussione Problemi generici o di qualità di stampa
il video sopra è con il Pid inserito dopo aver fatto apputno il pid, adesso stò riprovando con il pid di default del marlin dopo aver nuovamente riavviato e ricontrollato i valori da monitor, e grosso modo siamo come prima -
instabilità temperatura hotend
Fufluns ha risposto a Fufluns nella discussione Problemi generici o di qualità di stampa
sk3ìr 245.ts per capirci , per alleggerire ho tagliato il video, ma le temperature seguenti rilevate in coppia Bed/ hot end successive sono 15 - 21 -7 -18 - 6