agi62
-
Numero contenuti
187 -
Iscritto
-
Ultima visita
Obiettivi di agi62
")





-
Se il piatto si muove bene senza intoppi allora forse lo fai andare troppo velocemente negli spostamenti? Hai cambiato qualche impostazione nello slicer? Hai cambiato slicer? Hai aggiornato lo slicer?
-
 Ho una Creality 40x40 e faccio la verifica del piatto solo quando cambio l'ugello, quando hai fatto pratica ci metti un attimo però non avendo fretta ho velocità e spostamenti normali.
Ho una Creality 40x40 e faccio la verifica del piatto solo quando cambio l'ugello, quando hai fatto pratica ci metti un attimo però non avendo fretta ho velocità e spostamenti normali. -
Problema stampa a aspirale, spada Nazgul
agi62 ha risposto a Ghost-P nella discussione Problemi generici o di qualità di stampa
Mi viene in mente la flessione della spada che nel movimento crea quella spirale, forse provare a stampare il pezzo di spada separatamente in orizzontale e incollarla. In post produzione forse stuccarla bene e levigarla sperando di non romperla. -
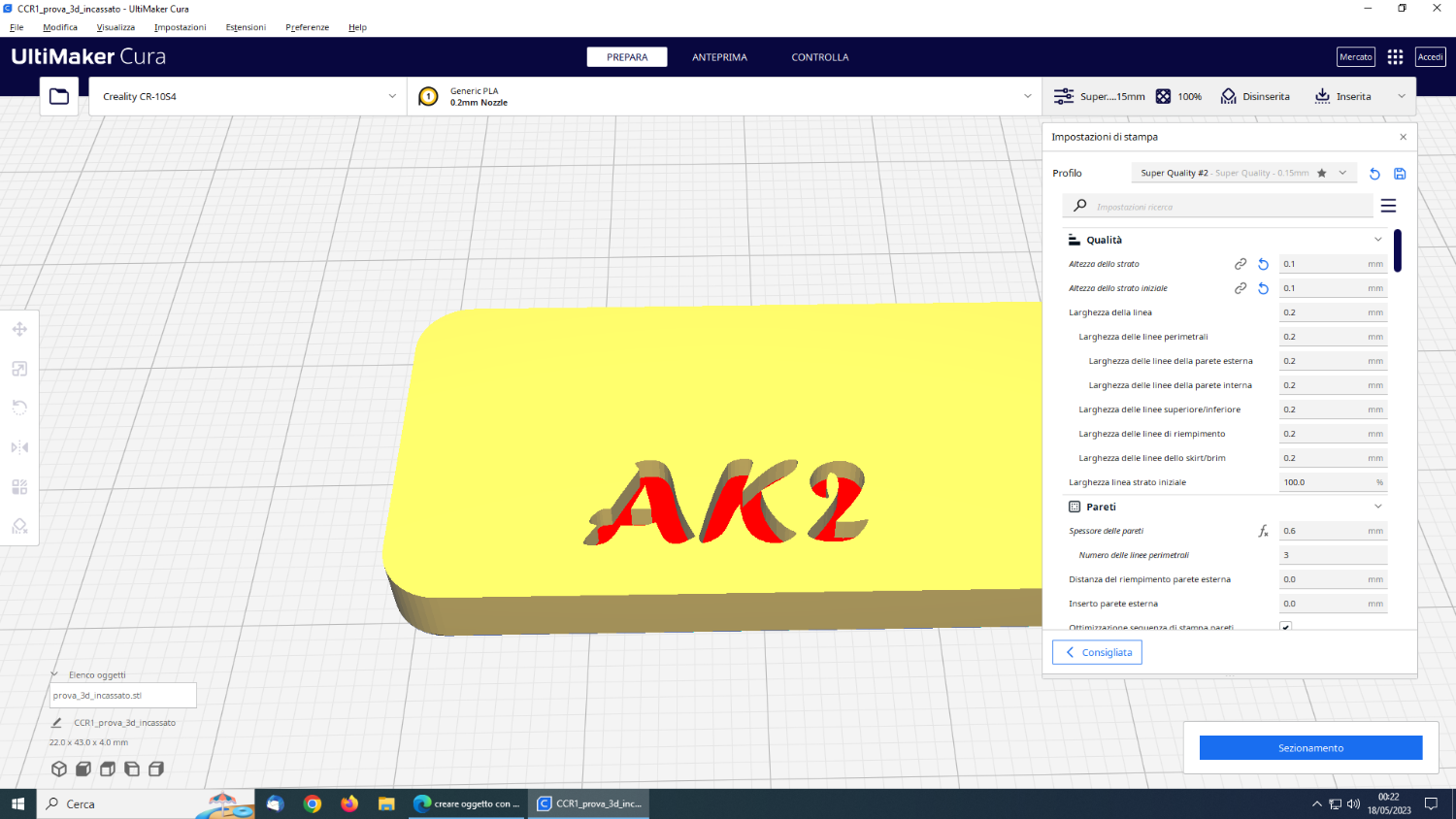
creare oggetto con testo incassato
agi62 ha risposto a EmTmE nella discussione Problemi generici o di qualità di stampa
Ho provato con Cura 5.3.0 e si vede bene, forse devi configurare Cura per la tua stampante.
-
Come "rigenerare" i cristalli di Silica Gel
agi62 ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Quelli che ho acquistato io hanno il peso a secco, 200g, quando sono saturi pesano 250g, li metto nel forno a microonde a 450W e ogni tanto li peso, quando tornano a 200g li tolgo. Dentro la scatola ermetica dove tengo le bobine ci ho messo uno di quei strumentini da 4 soldi per indicare l'umidità, quando vedo che inizia a crescere leggermente mescolo i sacchetti, quando non conta più è ora di essiccarli. -
pulizia nozzle, con cosa ?
agi62 ha risposto a luca63 nella discussione Problemi generici o di qualità di stampa
Faccio così pure io ma a scaldarlo faccio diverso, lo tengo con le pinze e uso lo stagnatore. -
Manutenzione barre filettate (lead screws)
agi62 ha risposto a nervine nella discussione Hardware e componenti
Io alle barre filettate, se hanno il nottolino in bronzo, non darei mai ne olio ne grasso, è abbastanza il bronzo, i lubrificanti attirano sporco e polvere che poi fanno la morchia peggiorando il movimento. Ho la stampante da tre anni e non l'ho mai lubrificata, la copro quando è inutilizzata e qualche volta spolvero le barre col pennello per togliere la polvere, tutto qui. -
Problema calibrazione flusso Creality cr10s5
agi62 ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Giusto, avevo inteso un'altra cosa 🙂 Sempre se la stampante è livellata altrimenti... 😱 il metro da muratore non è proprio quello che intendevo per fare una misura precisa 😄 ahahahah devi mettere su un po di pazienza 🙃😉 -
Problema calibrazione flusso Creality cr10s5
agi62 ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Ok ma prima deve livellare il piatto altrimenti siamo daccapo, allora puoi misurare col calibro fra l'accoppiatore fra albero e asta e il motore ma se non regoli bene l'accoppiamento fra asta e asse siamo daccapo. O le cose si fanno bene oppure ti accontenti di qualche imprecisione, io dovendo anche fare ingranaggi l'ho regolata bene, poi magari per fare un raccogli polvere, alias soprammobile, va bene qualsiasi regolazione 😄 -
Problema calibrazione flusso Creality cr10s5
agi62 ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Finchè non metti a posto queste due cose farai fatica ad avere precisione, in queste macchinette la meccanica è la parte più importante e deve essere regolata bene. Poi magari è già a posto ma devi verificarlo prima di ogni altra cosa, bisogna fare il punto zero. 🙂 -
Problema calibrazione flusso Creality cr10s5
agi62 ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Io ho usato una livella elettronica che misura anche il decimo di grado, ho messo a livello il piatto e ho regolato i due motori così che la barra fosse allo stesso livello, per livellare i due motori è bastato girare l'albero de motore disallineato a mano, basta anche un solo step di disallineamento per avere imperfezioni. Resta il fatto che i, non so come si chiamano, quelli filettati dove scorrono le viti senza fine degli alberi, devono essere regolati bene, senza giochi, altrimenti siamo daccapo 🙂 Per fare questi controlli serve pazienza e un briciolo di manualità e precisione nelle misure. -
Problema calibrazione flusso Creality cr10s5
agi62 ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Forse l'unica anomalia che mi viene in mente potrebbe essere che l'asse Z non fosse livellata, avendo due motori bisogna che le distanze dalla barra siano identiche, al decimo di mm altrimenti avrai sempre un delta quando l'hot end si sposta da destra a sinistra, altra cosa sono i nottolini filettati che fissano la barra alla vite senza fine dei motori, se li stringi troppo non va bene e se li lasci lenti avrai del gioco, devi vedere se con una rondellina di spessore giusto riesci a fissarli bene. Queste due regolazioni sono essenziali per la precisione, parliamo di 0,1mm, quindi armati di calibro preciso e di livella buona e precisa. -
Problema calibrazione flusso Creality cr10s5
agi62 ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Ma non ho capito se hai provato a resettare le impostazioni che hai modificato e a selezionare la macchina dal menù di Cura? Per essere calibrata male devi averla modificata in qualche maniera altrimenti le guide e i motori sono identici e con passi fissi. -
Problema calibrazione flusso Creality cr10s5
agi62 ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Ripeto, se la macchina non ha problemi o l'hai modificata meccanicamente basta che selezioni il modello nel menù di Cura e sei a posto. Io ho la S4, appena arrivata l'ho selezionata su Cura, sono due anni che lavora senza problemi o sbattimenti però al massimo ho usato nozzle da 0,5, non vorrei che 0,6 sia troppo per quel hot end. -
Problema calibrazione flusso Creality cr10s5
agi62 ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Spero di aver compreso il tuo problema, non so quale slicer usi ma in Cura c'è la possibilità di variare il diametro del filamento, senza dover fare troppo casino potresti impostare il diametro del tuo filamento e vedere se Cura tiene conto della variazione. Io con Cura ho semplicemente impostato la stampante e non ho mai dovuto cambiare nulla però non mi è mai capitato un filamento con diametro diverso, sarebbe una prova interessante.