-400x400.jpg.738075b9ed8f840a9889a2949c23cbf3.jpg)
jagger75
-
Numero contenuti
1.974 -
Iscritto
-
Ultima visita
-
Giorni Vinti
16
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di jagger75
-
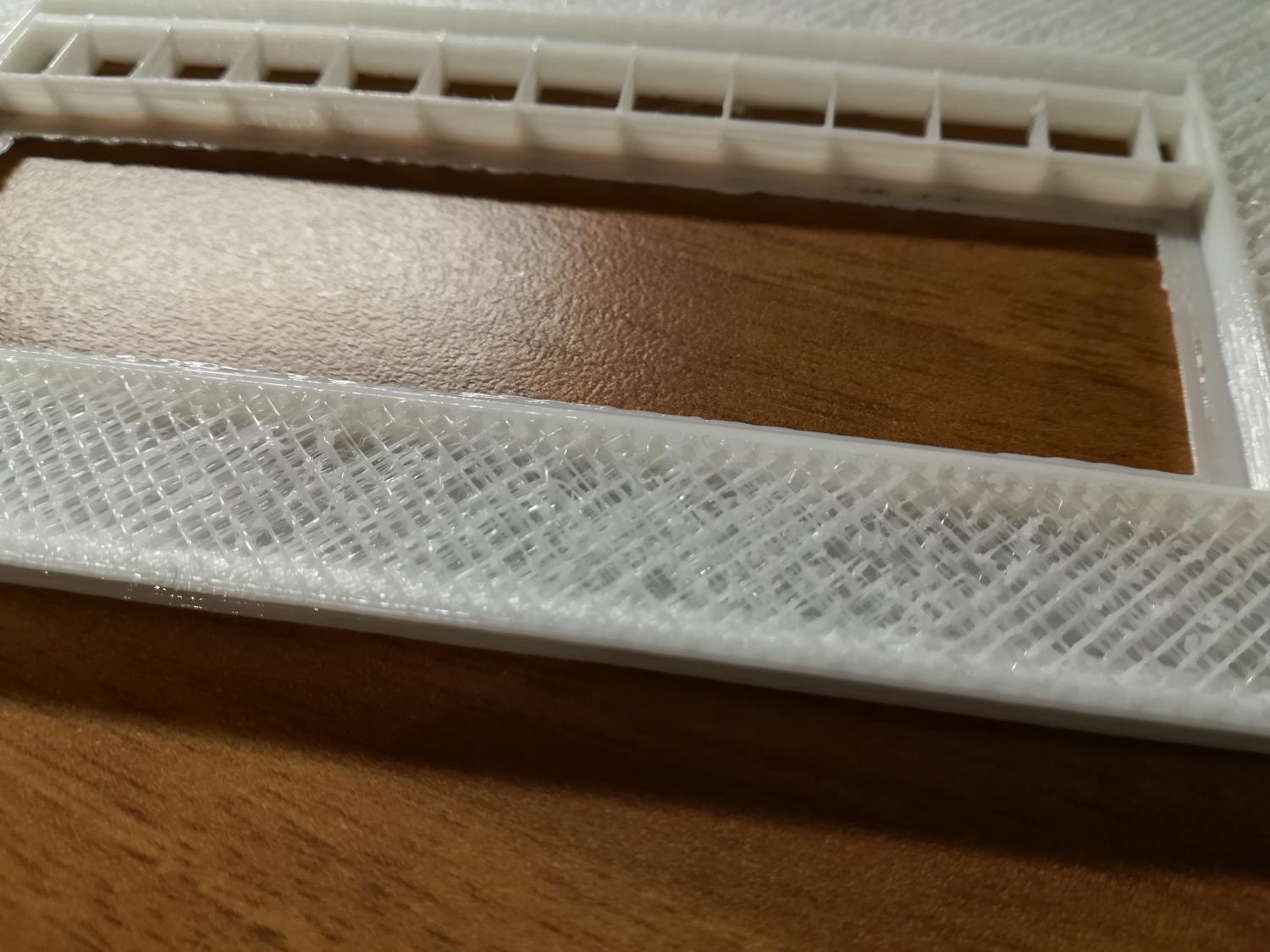
un filamento umido ti da 2 problemi visibili subito 1 lo scoppiettio che dici tu ma non lo senti solo ma vedi anche delle bolle esplose nel filamento posato se scoppietta solo in teoria è troppo caldo l hotend e scoppietta dentro per il troppo calore in teoria 2 ti fa questo problema durante la stampa almeno nel mio caso impazzimento nel trovare la temp giusta perche scoppia dopo posato e si deposita male tracce bruciate di filamento praticamente bolle e lascia residui e come la prima foto infill di merda perche non estrude bene ma estrude quando gli pare come gli pare e maggiormente acqua per capirci questo almeno è successo a me cambiato filamento stesso pezzo stessi parametri stesso colore tutto ok filamento aperto da un paio di mesi

-
mumble muble .... non so non vorrei che il problema si presentasse solo in corso di stampa effettiva per qualche impazzimento del gcode o na cosa del genere cmq si è una prova che potrebbe essere fatta
-
-400x400.thumb.jpg.4f2cea51260555d4b802d29ee95541dc.jpg)
Sito per creare parti lego technics
jagger75 ha risposto a marcottt nella discussione Materiali di stampa
cioè no dico spettacoloooooo peccato che mio figlio ancora piccolo per i technics 4 anni sono pochi l ho appena iniziato da un mese hai lego classici pero ci faccio un pensiero io 😉 -
e poi che fai come lo attacchi sull ugello quello con la punta metallica?gli corri dietro? ahahha 🙂 no no qua il problema è piu serio e misterioso ci vuole giacobbo 🤔 o basta mettere i cornflaks nello yogurt come faccio con mio figlio cosi si intosta un pochino no scherzo è davvero strano a sto punto è il filamento ma perche pero mi piacerebbe sapere
-
Improvvisamente stampe fragili
jagger75 ha risposto a Danialbe nella discussione Problemi generici o di qualità di stampa
infatti quoto black non è una procedura standard pero basta che hai risolto l effetto in realtà da quello che hai fatto tu doveva fare il contrario evidentemente hai qualche parametro attivo che non ci abbiamo fatto caso o non ci abbiamo pensato boh 🙂 va bene cosi lo stesso 😉 -
mario la butto li ma non è che la sonda temp legge male e in realtà sta piu alta la temperatura perche mi sembra strano che ti esce lo yogurt invece di pla 🙂
-
Sedia a rotelle per la Barbie
jagger75 ha risposto a marcottt nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
be allora? il caso è chiuso o dobbiamo chiamare cold case? l agata cristy che è in me vuole sapere il finale 😥 -
velocizzare cura
jagger75 ha risposto a Lorenz_Keel nella discussione Software di slicing, firmware e GCode
non capito quindi?era tutta una tua impressione o il problema ci sta veramente 🙂 non capito la tua risposta -
Improvvisamente stampe fragili
jagger75 ha risposto a Danialbe nella discussione Problemi generici o di qualità di stampa
il problema della sottoestrusione (ammesso che sia quello il problema ma lo scopriremo 😉 ) nei perimetri esterni potrebbe non presentarsi poiche l estrusione è continua ed omogenea non fa piu ritrazioni continue per microspostamenti come nell infill o nei piccoli dettagli ho avuto un problema simile al tuo con un filamento nero geeetech proprio ultimamente dopo infinite prove di regolazioni qua e la per avere delle pareti perfette top e bottom perfetti ma infill di merda alla fine dovevo solo abbassare la temperatura a 190 cioè proprio il minimo per un pla un parametro che in teoria non centra nulla con quel problema ma per una serie di combinazioni mi a risolto la robustezza dell infill percio puoi avere un perimetro integro ma sottoestrudere nell infill per continue ritrazioni per esempio accade quando si abilita specialmente in cura il parametro "ritrai quando passi su parti stampate" capirai su un infill sta sempre in retrazione capito cosa intendo?non so se è il tuo caso ma stiamo andando per tentativi poiche uno slicer va bene e uno no dobbiamo trovare il comun denominatore che porta un errore da una parte e non lo porta su una altra parte inteso come slicer 🙂 -
Retraction
jagger75 ha risposto a roberto.a nella discussione Problemi generici o di qualità di stampa
il fatto che non stampi proprio lo imputerei piu ad un nozzle intasato piu che alla retracion attiva,non crea di questi problemi o almeno non fino a questo punto cmq aspettiamo qualcuno che conosce meglio la tua stampante ma mi sembra un problema strano hai provato a rifare una regolazione del flusso o uno spurgo per vedere come esce il filamento?la regolazione della ret mi sembra giusta almeno come punto di partenza 🤔 temperatura estrusore prova a diminuire un po non vorrei che hai intasato davvero il nozzle prova a 200 oltre alla retrazione quei filamenti possono essere causa di temperature alte alte velocità o estrusione eseguita male -
polipetto snodato
jagger75 ha risposto a hokuro nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
questo effetto lucido è il tipo di filamento o è proprietà del petg proprio di lucidarsi cosi? -
Periodo di timeout del semaforo scaduto
jagger75 ha risposto a Goliver nella discussione Problemi generici o di qualità di stampa
https://www.geeetech.com/forum/viewtopic.php?t=60612 controlla se apri la schermata della porta in questione puoi cliccare su aggiorna driver dovrebbe funzionare altrimenti scarichi e reistalli il drive della tua stampante dalla pagine geetech che ti ho lincato se non risolvi cosi prova ad aggiornare il drive della scheda di rete e porta come indicato in questo link riguardo al tuo errore https://windows10repair.com/it/solved-the-semaphore-timeout-period-has-expired-0x80070079/ sempre che tu abbia win10 il che non si è ancora capito 🙂 cmq sia la procedura è la stessa segui le guide sicuramente è una stupidaggine di qualche drive non aggiornato o auto cancellato per qualche ragione -
Retraction
jagger75 ha risposto a roberto.a nella discussione Problemi generici o di qualità di stampa
perche extrusion whidth a 0.45? temperatura stampa?velocità stampa?direct o bowden estrusore? -
Stampante non riconosciuta
jagger75 ha risposto a R. Daniel nella discussione La mia prima stampante 3D
se hai win 10 basterebbe in teoria andare in gestione risorse e trovare l usb dove è collegata la stampante e dare aggiorna firmware a me è bastato quello ad altri invece hanno dovuto scaricare il drive.exe dal sito ufficiale -
Improvvisamente stampe fragili
jagger75 ha risposto a Danialbe nella discussione Problemi generici o di qualità di stampa
la differenza nel riempimenti ci sta lo a volte cambia da slicer a slicer come percentuale ma come ti diceva mario slic3r certi parametri li regolarizza da solo ed a cura glie lo devi dire invece cmq sia 25mm/s secondo me sono un po pochi come dice black puo darsi che la camera rimane piena di liquido e non fa in tempo ad ritraree che gia deve rispingere e non ce la fa all inizio finche la camera non si riempe di nuovo quei filamenti se ci fai caso te li fa nella parte dove il nozzle rimane sempre nello stesso posto per micromovimenti vicini tra loro tra infill e perimetri nella punta se ci fai caso non li fa perche scorre piu veloce e non fa in tempo a colare o sfilacciare ammettendo che la retrazione sia giusta a sto punto visto che su slc3r funziona prova ad abbassare la temperatura di stampa oltre che alzare la velocità di ritrazione piu alta di 25/mm poi le prove falle cambiando un parametro alla volta non velocità e distanza retrazione insieme altrimenti non capisci cosa sta funzionando e cosa no mantieni la stessa velocità ed aumenti e diminuisci la distanza e cosi via se non vado errato l entità di innesco supplementare credo che sia una sorta di sovraestusione iniziale percio vorrebbe dire che sei sottoestruso come si diceva nell altro tuo post vedi le spiegazioni del sito dello slicer come la descrive cosi si capisce a cosa serve meglio -
Periodo di timeout del semaforo scaduto
jagger75 ha risposto a Goliver nella discussione Problemi generici o di qualità di stampa
prova a reistallare il drive della stampante puo darsi che ti è andata in conflitto con qualcosa che hai istallato o aggiornato ultimamente l errore non è hardware ma di connessione -
squagliare in che senso?crolla la stampa o fonde di piu e cola troppo liquido?io col bianco geeetech ho bestemmiato tiense non saprei ma mi interessa l info
-
Problemi con Retraction
jagger75 ha risposto a Graziano94 nella discussione Problemi generici o di qualità di stampa
puo darsi anche che era colpa del pla forse è tutta una scienza teorica e poi applicata alla casalinga alla fine 😉 -
Improvvisamente stampe fragili
jagger75 ha risposto a Danialbe nella discussione Problemi generici o di qualità di stampa
aspe scusa allora ho capito male io i parametri ricominciamo guarda questi sono degli appunti che mi ero scaricato e salvato appena comprata la stampante (salvati e copiati da siti ecc ecc logicamente 🙂 )come vedi le maggiori cause di pareti o infill sottili come nella tua foto sono temp troppo alte (infatti avevo capito il contrario prima sorry)e regolare bene la retrazione ma non piu di tanto non serve ritrarre 10.000 mm tanto nella camera calda nello stato viscoso sempre quello ci sta non è che si svuota anzi se è troppo calda continua a colare vedi se ti puo essere utile e fai prove su temperatura e velocità Ciò è dovuto in genere allo OOZING “stillicidio” della plastica dall'ugello mentre l'estrusore si sposta in una nuova posizione. La maggior parte degli estrusori ad azionamento diretto richiedono solo una distanza di retrazione 0.5-2.0mm, mentre alcuni estrusori Bowden possono richiedere una distanza di svincolo alto di 15 mm a causa della maggiore distanza tra l'ingranaggio conduttore estrusore e l'ugello riscaldato. Un'altra importante impostazione che si dovrebbe verificare dopo la retrazione è appunto la sua “velocità di retrazione”. Questo determina la velocità con il cui il filamento viene retratto dall'ugello. Se questa è troppo lenta, la plastica trasuda lentamente attraverso l'ugello sbavando sull'oggetto prima che esso venga retratto dal pezzo in stampa per una nuova destinazione. Se invece la velocità è troppo alta e si ritira troppo in fretta, il filamento potrebbe staccarsi dalla plastica calda all'interno dell'ugello, o il movimento rapido del ingranaggio conduttore addirittura può anche strappare via pezzi del filamento appena estruso. Di solito si riesce a trovare un punto debole fra la velocità standard comunemente usata da gran parte delle stampanti di oggi, tra 1.200-6.000 mm / min (20-100 mm / s) in cui la retrazione funziona in modo ottimale. Dopo aver controllato le impostazioni di retrazione, la prossima causa più comune di tesatura eccessiva è la temperatura dell'estrusore. Se la temperatura è troppo alta, la plastica all'interno dell'ugello diventerà estremamente viscosa e tenderà a fuoriuscire dall'ugello molto più facilmente. Una delle prime impostazioni sulla quale si dovrebbe indagare è il modello di riempimento che viene utilizzato per la stampa. Ad esempio, Grid, Triangular, e Solid Honeycomb, sono tutti i modelli di tamponamento forti. Altri modelli come Rectilinear e Fast Honeycomb possono sacrificare un po 'di forza a favore di una velocità di stampa più alta. Il riempimento è di solito stampato più velocemente di qualsiasi altra parte della vostra stampa 3D. Se si tenta di stampare il riempimento troppo veloce, l'estrusore non sarà in grado di tenere il passo e tenderà ad andare in UNDER-EXTRUSION sulla parte interna dell'oggetto. Questo sotto-estrusione UNDER-EXTRUSION tenderà a creare deboli infill molto filanti poiché l'ugello non è in grado di estrudere la plastica a sufficienza più di quanto il software vorrebbe. AUMENTARE LA LARGHEZZA DI RIEMPIMENTO ESTRUSIONE è possibile stampare i perimetri di contorno con una finissima larghezza di 0,4 millimetri di estrusione e la transizione ad una larghezza di estrusione 0,8 millimetri per il riempimento. Questo creerà oggetti più spessi, pareti di tamponamento più forti che migliorano notevolmente la forza della vostra parte stampata in 3d.
-
Problemi con Retraction
jagger75 ha risposto a Graziano94 nella discussione Problemi generici o di qualità di stampa
anche a 0.6 puoi provare -
Improvvisamente stampe fragili
jagger75 ha risposto a Danialbe nella discussione Problemi generici o di qualità di stampa
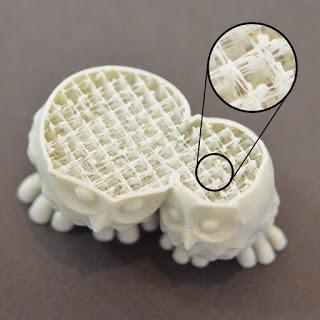
guarda i buchi nell infill sei sottoestruso secondo me aumenta la velocità ret a 60 e abbassala a 40mm come di dice mario aumenta di 5 gradi almneo la temperatura estrusione e riporta a 100 il flusso abbassa la velocità almeno a 40mm/s semmai fossi troppo alto prima pero pulisci bene il real augello 😉 potrebbe essere mezzo intasato la foto è sfocata ma vedo normali i perimetri ma puo darsi che inganni -
velocizzare cura
jagger75 ha risposto a Lorenz_Keel nella discussione Software di slicing, firmware e GCode
controlla che l antivirus non stia sempre analizzando ogni singolo processo di cura devi settarlo di ignorare qualsiasi cosa faccia cura controlla che sicuramente quesllo è il problema disabilità firewall per cura e vai cosi cura processa un layer e norton panda o qualsiasi altro antivirus lo controlla che non sia un malware o cosa simile me lo faceva anche a me win10 ecco perche lavoro con linux 🙂 coltiva linux tanto windows si pianta da solo 😉 la cpu al 100% e la gpu? qualcosa sta stressando la cpu puo essere l antivirus o antimalware o altro programma in background pero controlla pure se la gpu supera il 60% se cosi fosse non hai un agpu adeguata e se ne hai una integrata nel processore allora è peggio libera tutta la cache in che senso stagnare?va in standby?se è cosi puo essere che hai stressato troppo il processore e va in protezione di override -
Velocità Small Perimeters
jagger75 ha risposto a iLMario nella discussione Problemi generici o di qualità di stampa
azz questo fattore non lo avevo notato 🤔 be aspetto l esito del tuo esperimento e di conseguenza lo riprovo quando ne sei certo 🤔 durante lo slicyng anche a me infatti fa vedere quei layer di altro colore -
ciao a presto 😉
-
Eruptron the Volcano Dragon
jagger75 ha risposto a iLMario nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
senti sti draghetti ti stanno venendo benissimo complimenti veramente ma cavolo ne hai uno con una espressione piu simpatica? tutti ingrugnati ahahhaha