-400x400.jpg.738075b9ed8f840a9889a2949c23cbf3.jpg)
jagger75
-
Numero contenuti
1.974 -
Iscritto
-
Ultima visita
-
Giorni Vinti
16
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di jagger75
-
-400x400.thumb.jpg.4f2cea51260555d4b802d29ee95541dc.jpg)
il diavolo in corpo della stampante
jagger75 ha risposto a jagger75 nella discussione Problemi generici o di qualità di stampa
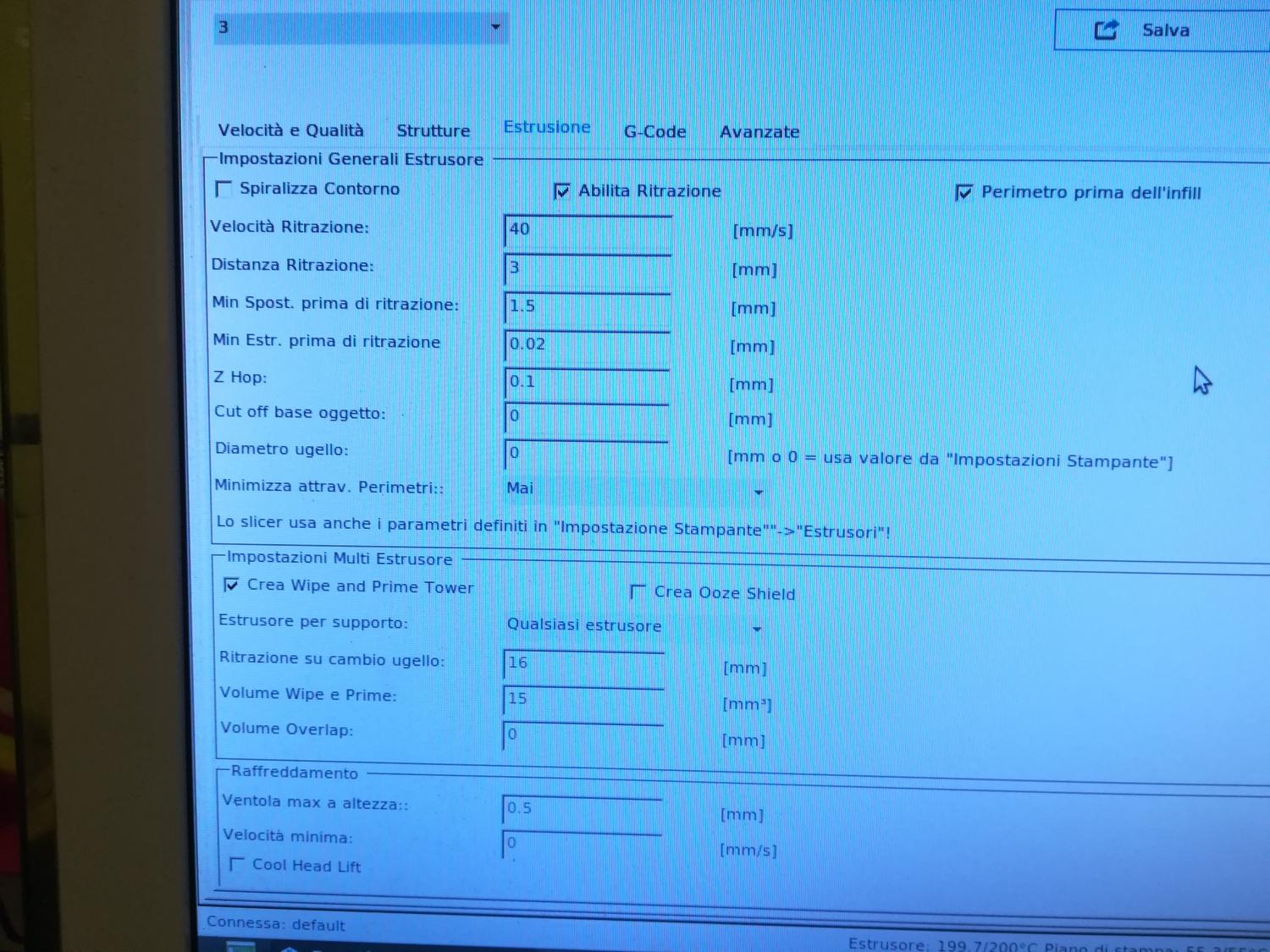
lo slicer ovvero cura stavolta non l ho toccato per nulla ho usato la sua configurazione base dove sta scritto consigliata quella non la modifichi e nemmeno so come è impostata quella personalizzata si la modifichi ma non l ho usata poi scusa la domanda stupida com fai a sapere che non è quella del gcode da dove lo vedi?😳fammi capire pure a me 🙂 -
il diavolo in corpo della stampante
jagger75 ha risposto a jagger75 nella discussione Problemi generici o di qualità di stampa
si stampo da pc anche perche non riesco a fargli leggere questa benedetta scheda ma lo lascio come ultima cosa mi interessa prima mettere a punto la macchina e imparare a impostarla bene alla fine vedro la storia della scheda diciamo che io è da circa un mese che stampo con questo tempo dici che è possibile gia che abbia problemi sugli ingranaggi? cmq un upgrade in alluminio non mi dispiace 🙂 intanto allora provo a smontare e vedere se devo serrare qualcosa sulla ruota godronata p.s. adesso sta stampando per esempio usando repetier l inizio primo layer è venuto bene anche i perimetrali stanno venendo bene pero sento ogni tanto il tac tac dell estrusore e l infill ogni tanto viene sfilacciato ogni tanto bene diciamo che prcisa precisa non sta andando finita sta stampa rifaccio la taratura dell estrusore mesa e lo controllo che dici? quel rumore che ahi sentito infatti è il motore del tappeto che a sgranato perdendo il passo e saltanto una o due righe ma tutti sti problemi di ingrnaggi me li fa solo quando stampo direttamente da cura se invece uso da repetier cura engine e stampo da repetier va tutto bene di meccanica ma non va di qualità mesa che hai ragione rifaccio tutta la calibrazione sull estrusore perche gli assi vanno bene pero li ricontrollo e pulisco tutto tanto la devo smontare per infilalra dentro a box che ho costruito approfitto per pulirla e rimontare e regolare cosa strana nella guida del forum su velocità ed strusione dice che il famoso tac tac a volte è dovuto alla bassa temperatura dell estrusore infatti adesso se metto pla a 215 non fa rumore ma sfilaccia l infill se metto a 205 va bene di infill ma fa tac tac certo che la mia cnc è meno marchingegnosa come tarature ahahhha non credevo fosse cosi con la stampa 3d haah ma va bene non si finisce mai di imparare -
che problema è questo?
jagger75 ha risposto a iLMario nella discussione Problemi generici o di qualità di stampa
tac tac tac temperatura bassa? -
il diavolo in corpo della stampante
jagger75 ha pubblicato una discussione in Problemi generici o di qualità di stampa
ma possibile che non riesco a stampare ed usare come cristo comanda questo benedetto cura ogni volta un problema oggi stampo una stupidaggine di custodia e guardate cosa inizia a fare trrrr e perdita di passi poi accelera poi impazzisce poi fermo la stampa si fredda il piano e l estrusore riamane a 200 gradi :(problemi su cura? eppure per non perdere tempo a riempire tutto ho stampato in modalita facile scelto solo il layer e il supporto e rimepimento 😞 spero che cosi si veda il video che ho fatto tutte quelle righe sono perdite di passi adesso faccio una prova da reptier come faccio di solito
-
no infatti è del cell ok provo su youtube e poi metto il link grazie 🙂
-
ma che cosa è sto trex non lo trovo se me lo fai vedere posso consigiliarti sulla cnc poi si fa presto a dire legno che legno?spessore?multistrato?massello?lavori in vena?controvena? e sui nodi?e il noce che è densità simile al ferro per una fresa?se parli di fare qualche taglietto al compensato da massimo 6 mm ok senno ci vuole una cnc seria o semi seria un ponte pesante non deve avere gioco quanto massimo errore vuoi su 50 cm?3decimi 6 decimi?un millimetro?non ti interessa se fai un cerchio e viene fuori un uovo?:)
-
come da titolo devo aprire un post e far vedere unvideo di un problema della stampante sapreste dirmi come faccio gentilmente?:)
-
COME RADDRIZZARE PIANO RISCALDATO DI STAMPA
jagger75 ha risposto a sic3196 nella discussione Problemi generici o di qualità di stampa
ci vorrebbe una lastra in ghisa sottile la ghisa scalda subito e non deforma pero ci mette molto a raffreddare semmai devi manovrare le temperature -
Stampa rarefatta
jagger75 ha risposto a belcarlo nella discussione Problemi generici o di qualità di stampa
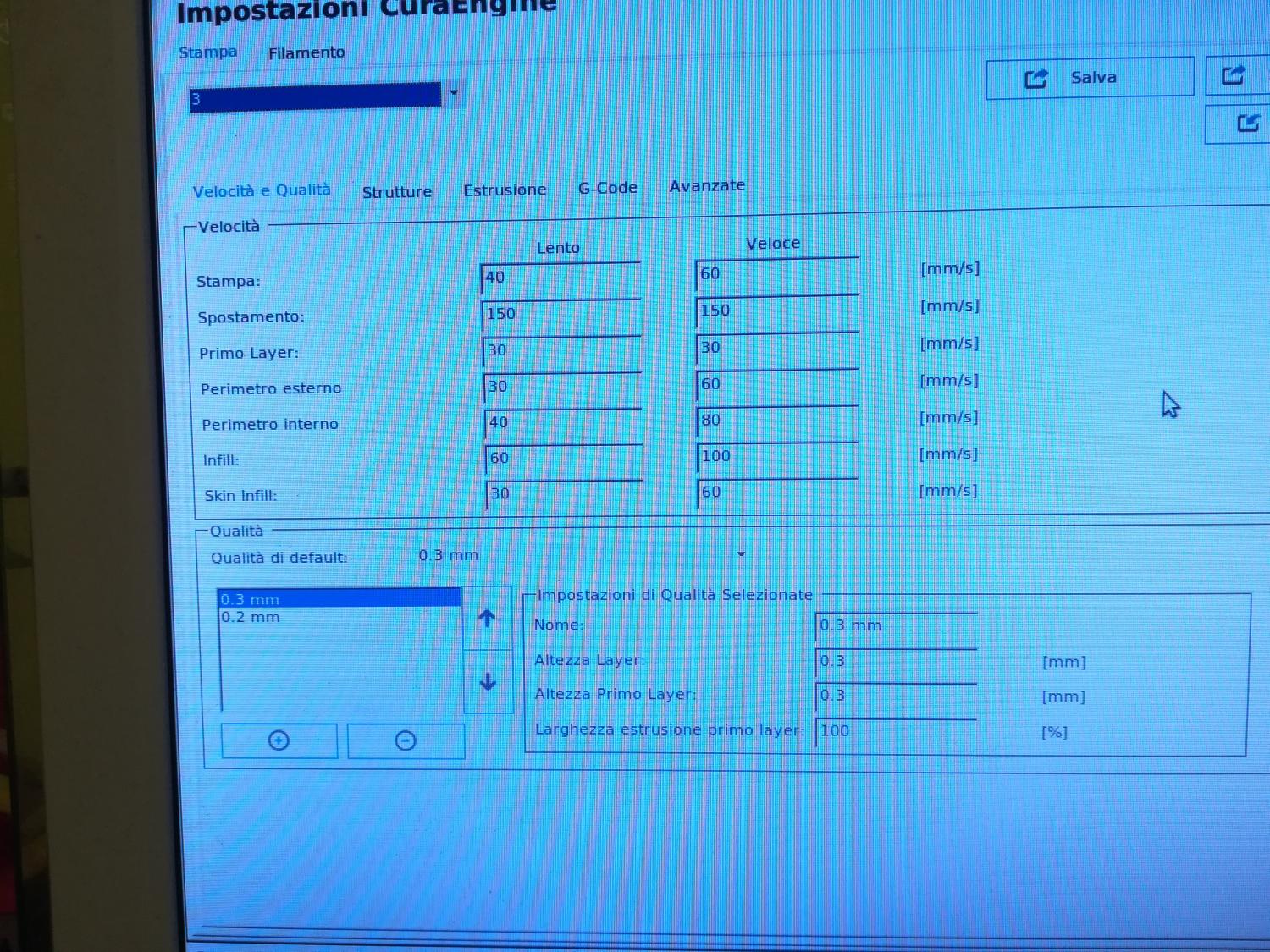
dico sta ca...ata da ignorante ma puo essere problema di velocità e temperatura?perche sul cerchio gira veloce e rilascia subito il materiale sul lungo raggio non ce la fa ho avuto un problema simile ho diminuito la velocità del primo layer della metà rispetto al resto della stampa prova 210° e piatto a 55° velocità 30 sarà stato culo ma un paio di volte ho risolto -
problemi qualità stampa geeetech i3 pro w
jagger75 ha risposto a jagger75 nella discussione Problemi generici o di qualità di stampa
ok come non detto mi sto leggendo per ora questo che non avevo notato prima è gia una prima bella impastata poi passo ad uno slicer e mi concentro su quello senza averne 3000 almeno uno e ben capito sia meglio no -
problemi qualità stampa geeetech i3 pro w
jagger75 ha risposto a jagger75 nella discussione Problemi generici o di qualità di stampa
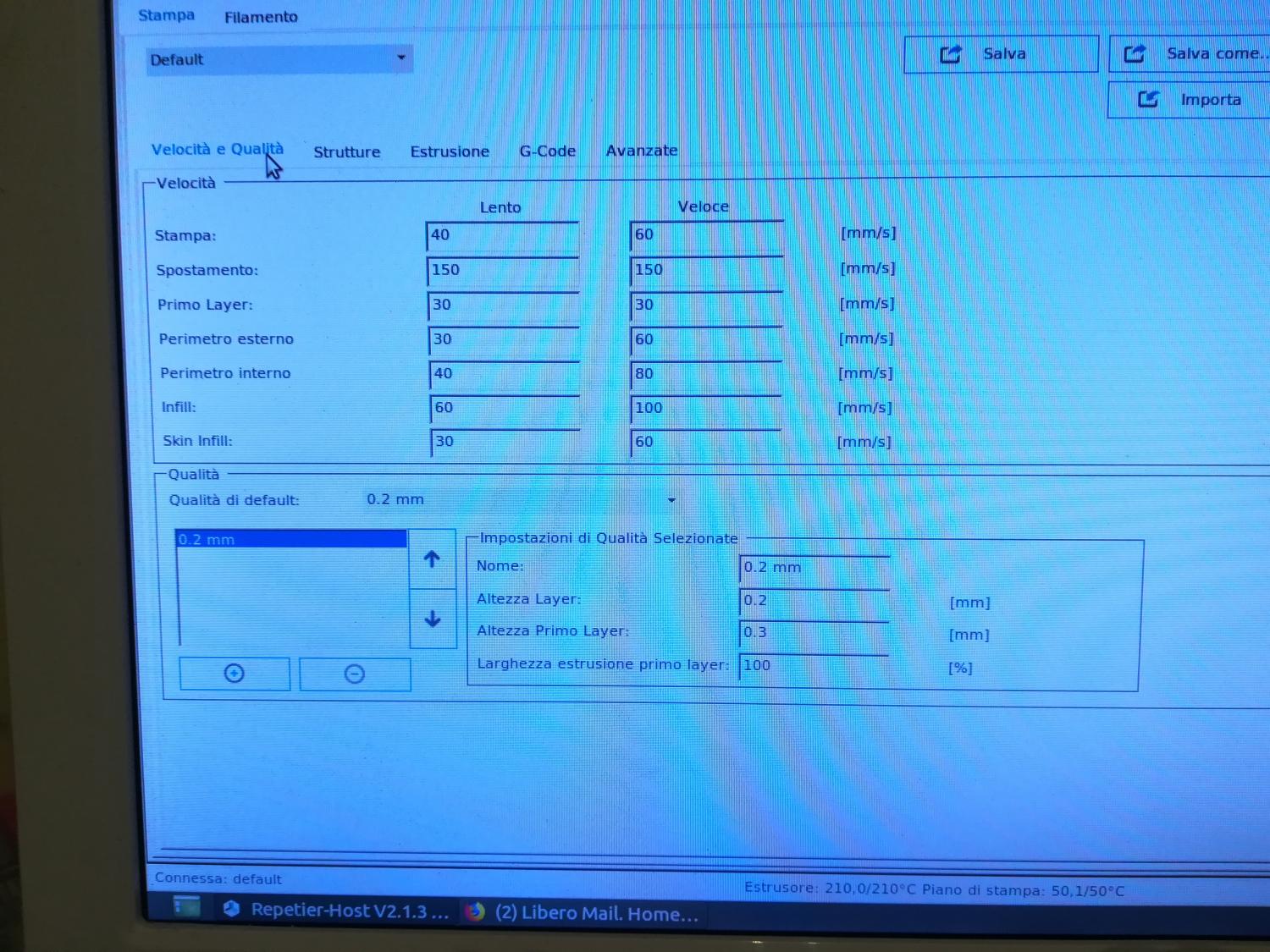
pero in base a cosa decido la percentuale della larghezza del primo layer? ed in base a cosa decido la proporzione tra perimetri e riempimento?ecco su questo ci vorrebbero video o corsi che onestamente non ho trovato in giro 😞 infatti il mio piatto si è un po gonfiato al centro al volte mi schiaccia il pla solo al centro poiche ai lati è ben tarato p.s. non sto usando raffreddamento poiche devo ancora colleare la vantola del soffiatore 😞 poiche ho comprato una ventola col morzetto a 2 pin invece la scheda vuole un morsetto a 3 pin puo incidere questo che sono senza raffreddamento o è un altra storia questa? -
problemi qualità stampa geeetech i3 pro w
jagger75 ha risposto a jagger75 nella discussione Problemi generici o di qualità di stampa
cavolo ragazzi per prima cosa fatemi cabire bene un punto fondamentale stiamo parlando quindi solo di regolazione di parametri su slicer?che sia cura o alic3r o qualsiasi altro giusto?premettendo che gli step e gli step estrusore sia calibrati a puntino logicamente percio mi metto di sana pianta a cercare tutorial su come fare e a che servono tutti i parametri da voi sugggeriti quindi mi metto sotto di studio su uno slicer con giusto? non stiamo parlando si errori meccanici di macchina giusto? a me piace studiarmi i vari programmi che mi servono è solo per capire su dove devo andare parare non stiamo parlando di firmware o hardware per quanto riguarda invece le tracce di bruciato dovrei e dico forse dovrei cavarmela smontando l ugello e pulire bene o al massimo aspettare che finiscano le scorie via via giusto? ultima domanda se la colpa fosse dellavelocità troppo alta come faccio a capirlo?ho letto la guida dell influenza sulla velocità e sul flusso e sulla temperatura che vanno di pari passo ma non ho ben capito su cosa devo calcolarli o sto partendo male col ragionamento? -
problemi qualità stampa geeetech i3 pro w
jagger75 ha risposto a jagger75 nella discussione Problemi generici o di qualità di stampa
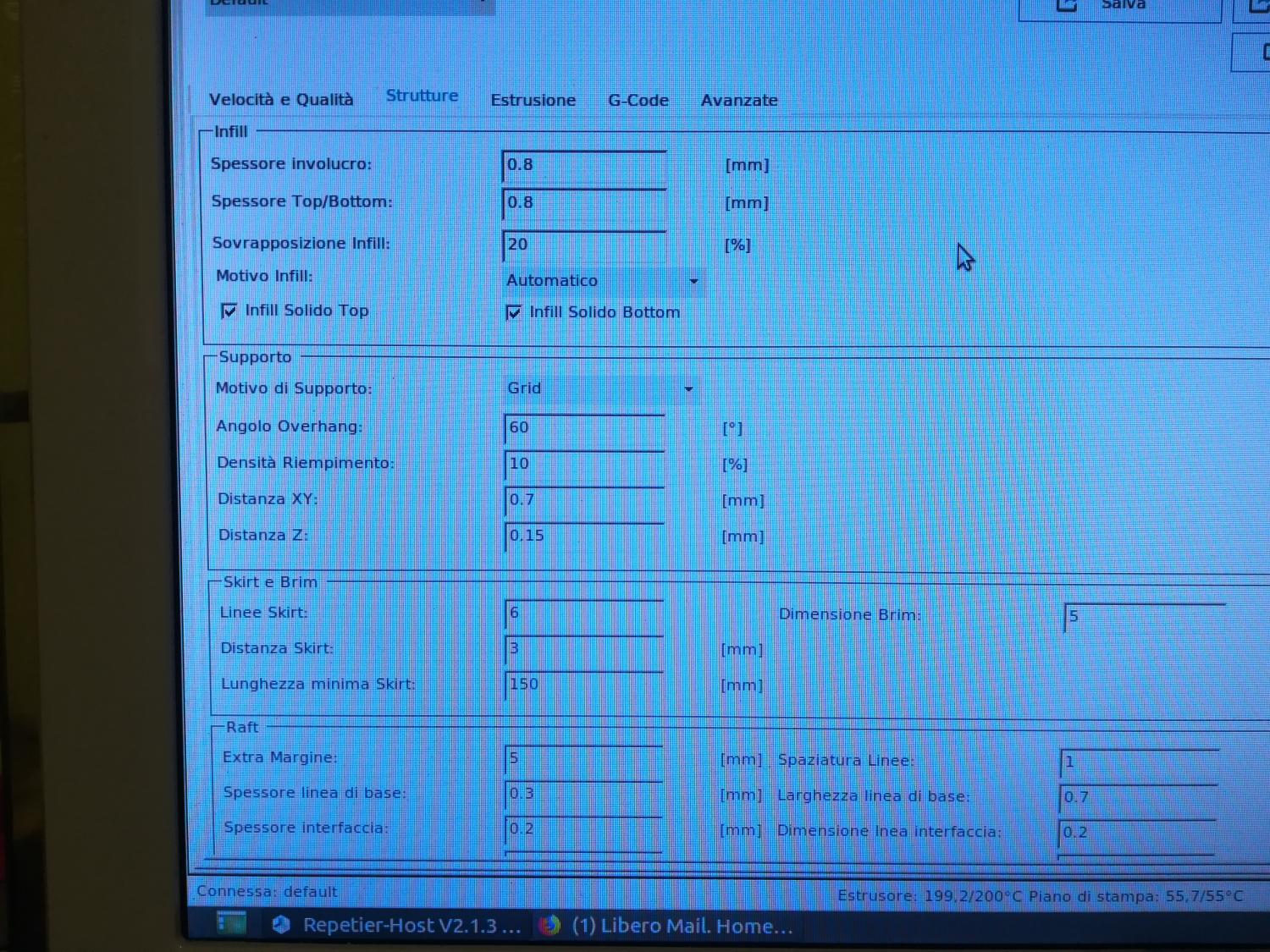
ok quindi?cosa devo controllare?smontare e pulire ugello?e per l estrusione omogenea ?infatti l infill lo fa vuoto uno strato si e ogni tanto no per quanto riguarda i buchi nel primo layer mi sono accorto che il piano originale della mia i3 si sta abbombando al centro avete delle soluzioni o consigli?o addirittura qualche piano in sostituzione che non si deformi?infatti durante il livellamento hai 4 angoli col solito foglio di carta va bene ma al centro risulta che l ugello stia toccando il vetro. -
problemi qualità stampa geeetech i3 pro w
jagger75 ha pubblicato una discussione in Problemi generici o di qualità di stampa
salveee a tutti potreste aiutarmi a capire da cosa dipendono queste irregolarità? premetto piatto a 55 gradi e estrusore a 200 fissi sempre queste le impostazioni p.s.ma puo essere che il 20%di infill cambida di densità da slicer a slicer?perche se uso cura è meno fitto se uso repetier è piu fitto e cosi via o è una mia impressione?
-
problema retrazione forse?consiglio please
jagger75 ha risposto a jagger75 nella discussione Problemi generici o di qualità di stampa
ok ormai provo domani lascio finire questa stampa e domani la rilancio con questa modifica tanto ne devo stampare altri uguali aivoglia a prove 🙂 -
problema retrazione forse?consiglio please
jagger75 ha risposto a jagger75 nella discussione Problemi generici o di qualità di stampa
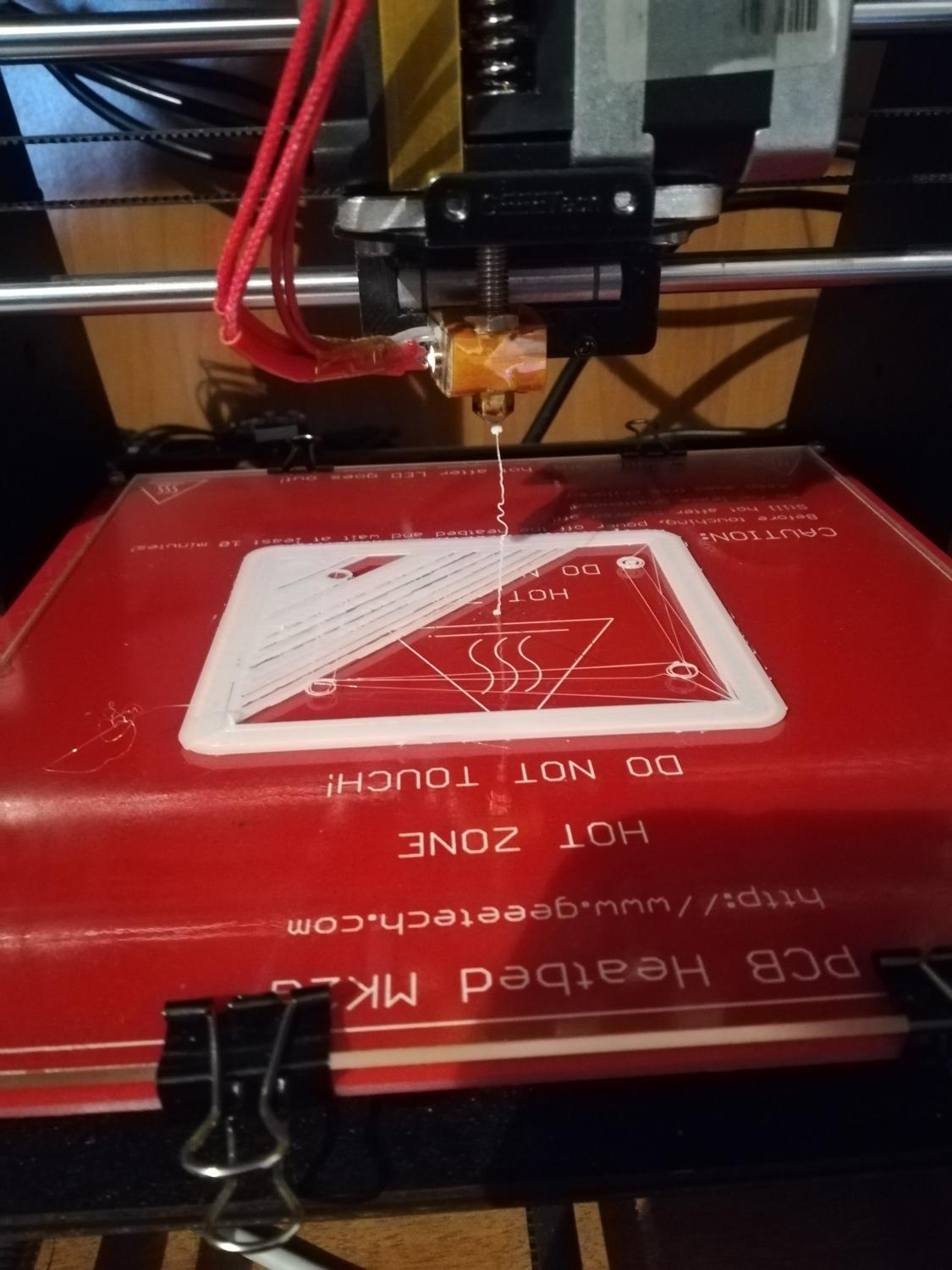
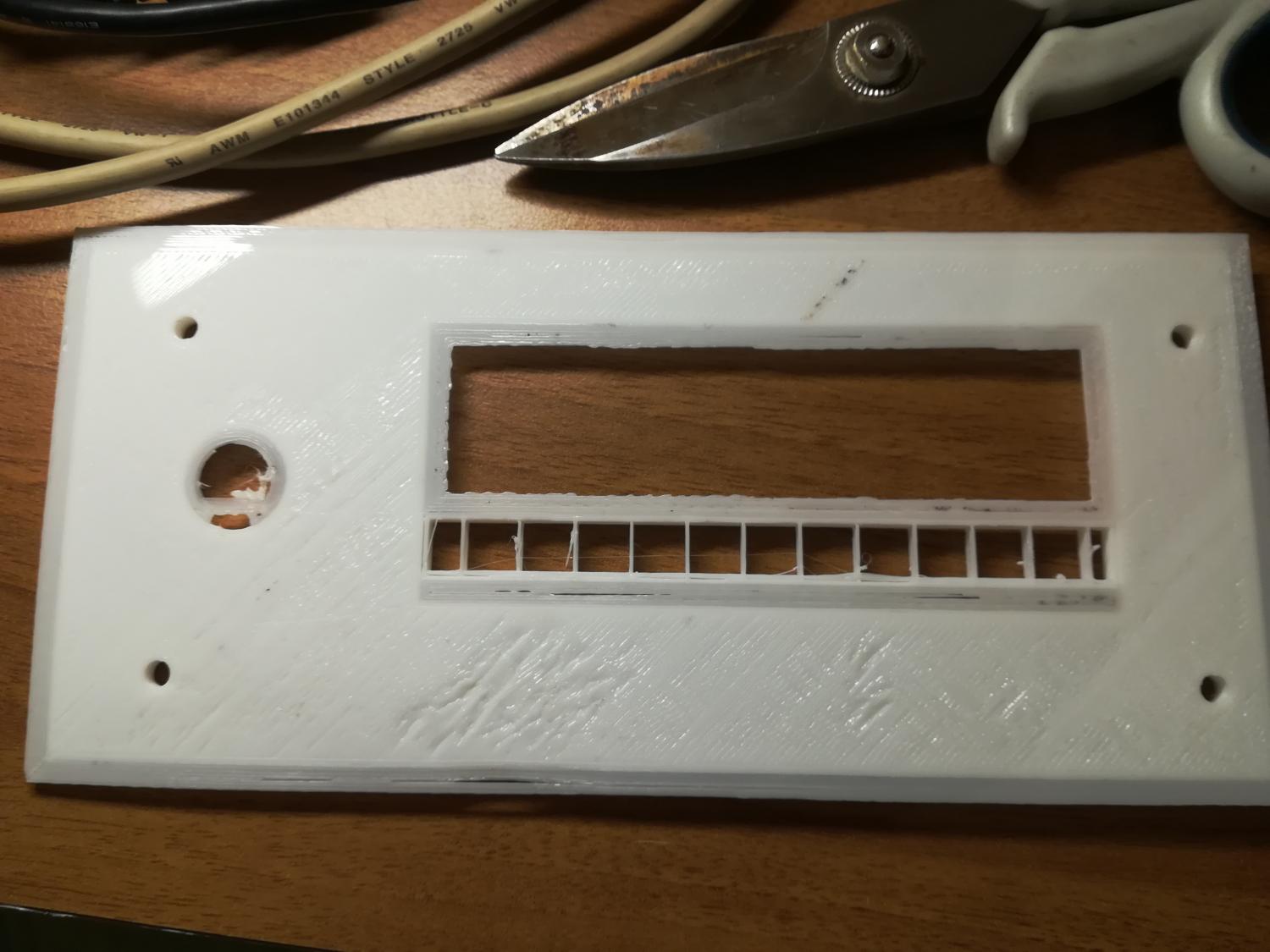
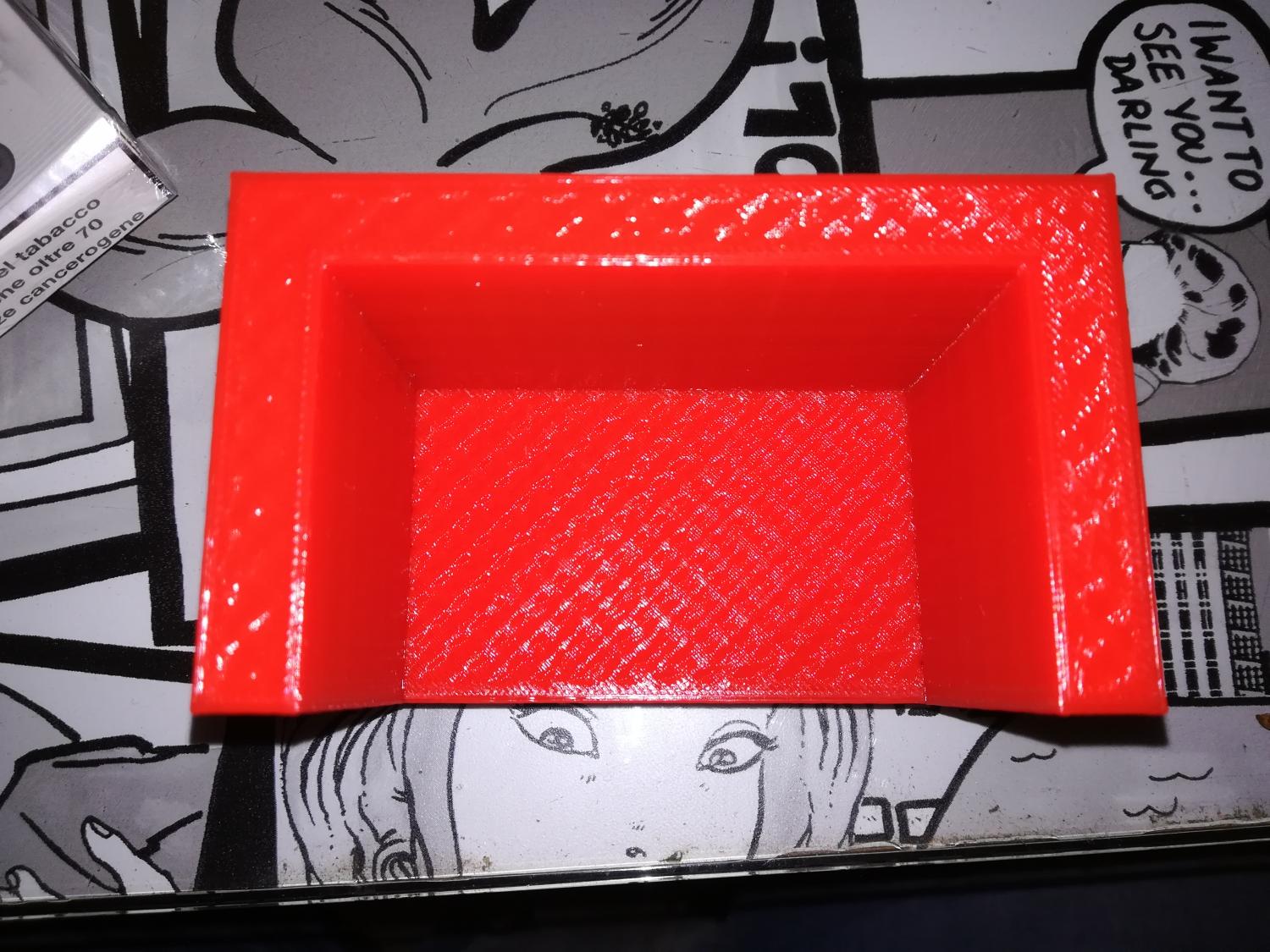
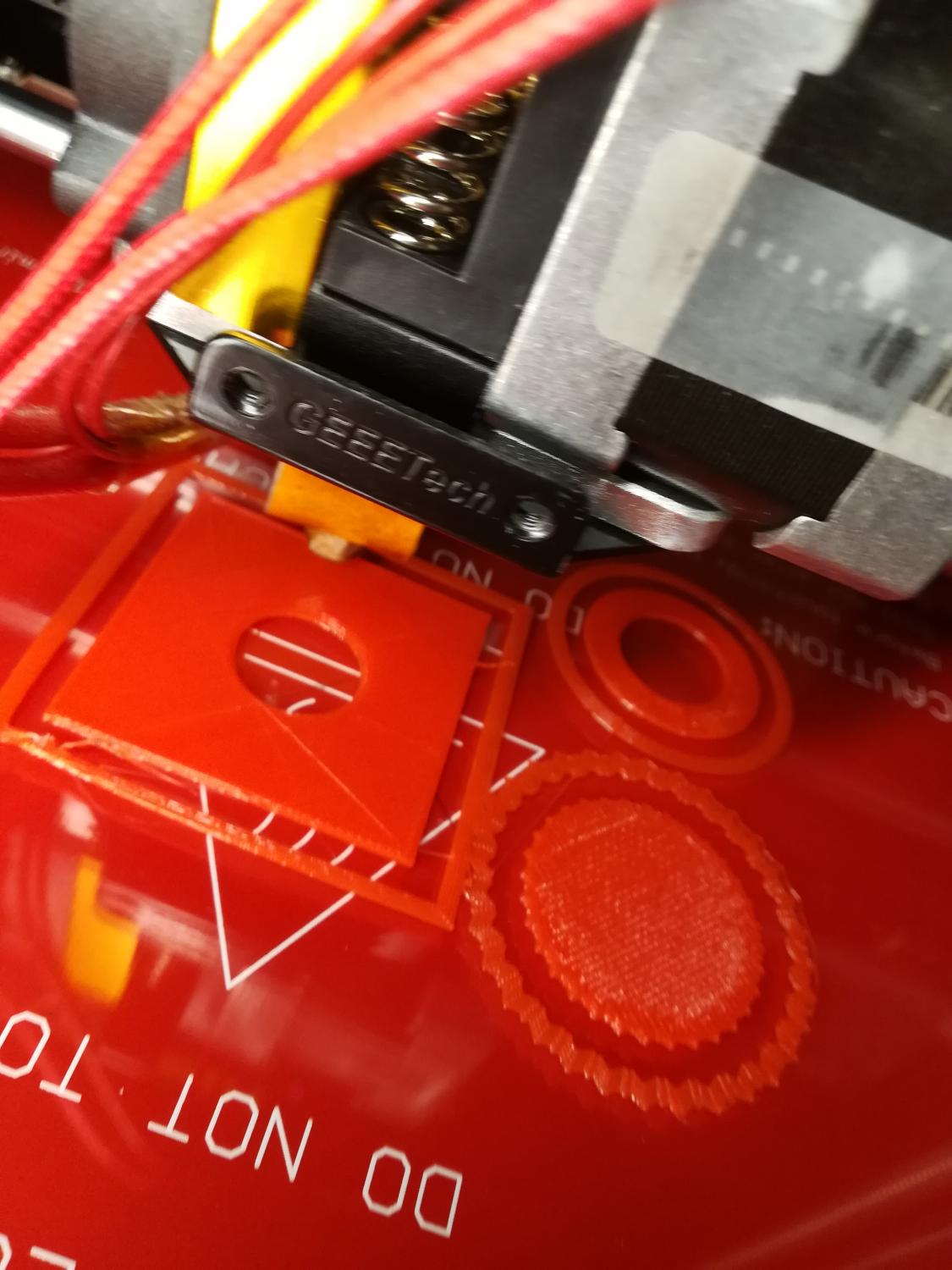
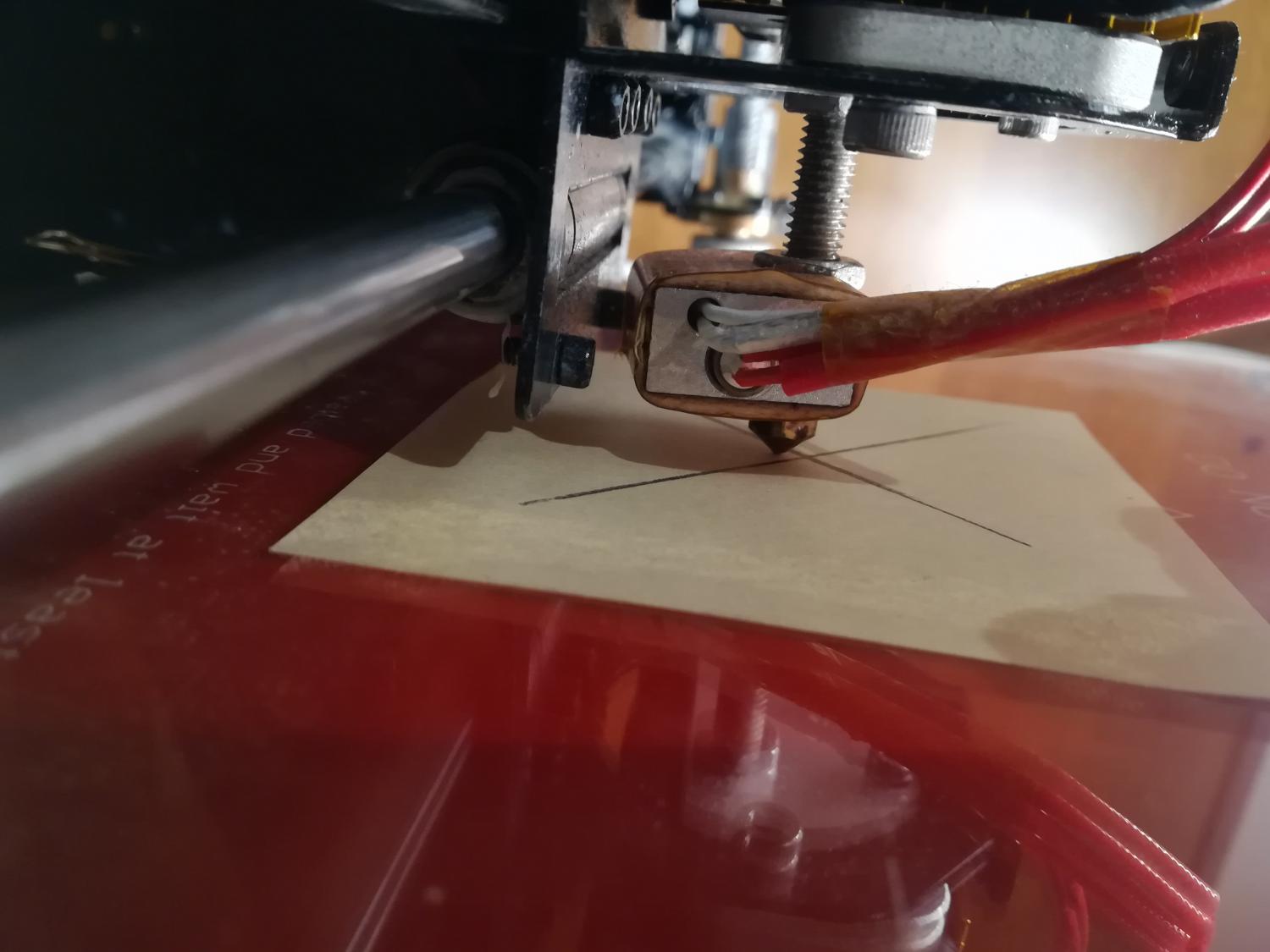
si di quelle righe di pla praticamente quando si sposta per andare a stampare in altro punto è come se non smettesse di filare e lascia tutte quelle righe di pla nella foto dove si vede l estrusore appena finito di fare un layer sul buco centrale del quadrato si è spostato per iniziare a riempire dall angolo della figura e se ci fai caso a lasciato tutta la linea di pla lungo il suo spostamento che dopo alla fine la ritrovo in faccia alla stampa e non è uniforme -
problema retrazione forse?consiglio please
jagger75 ha pubblicato una discussione in Problemi generici o di qualità di stampa
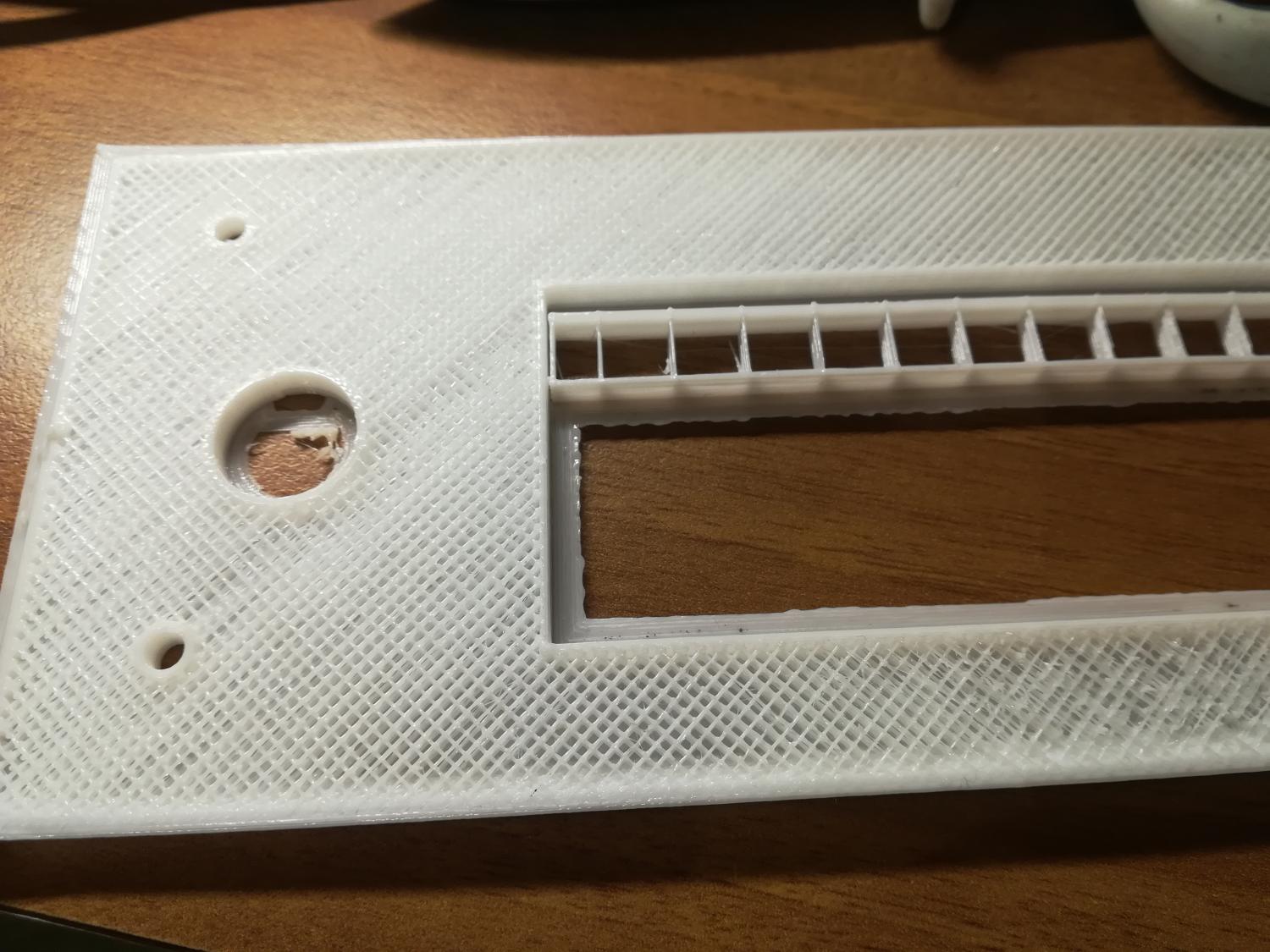
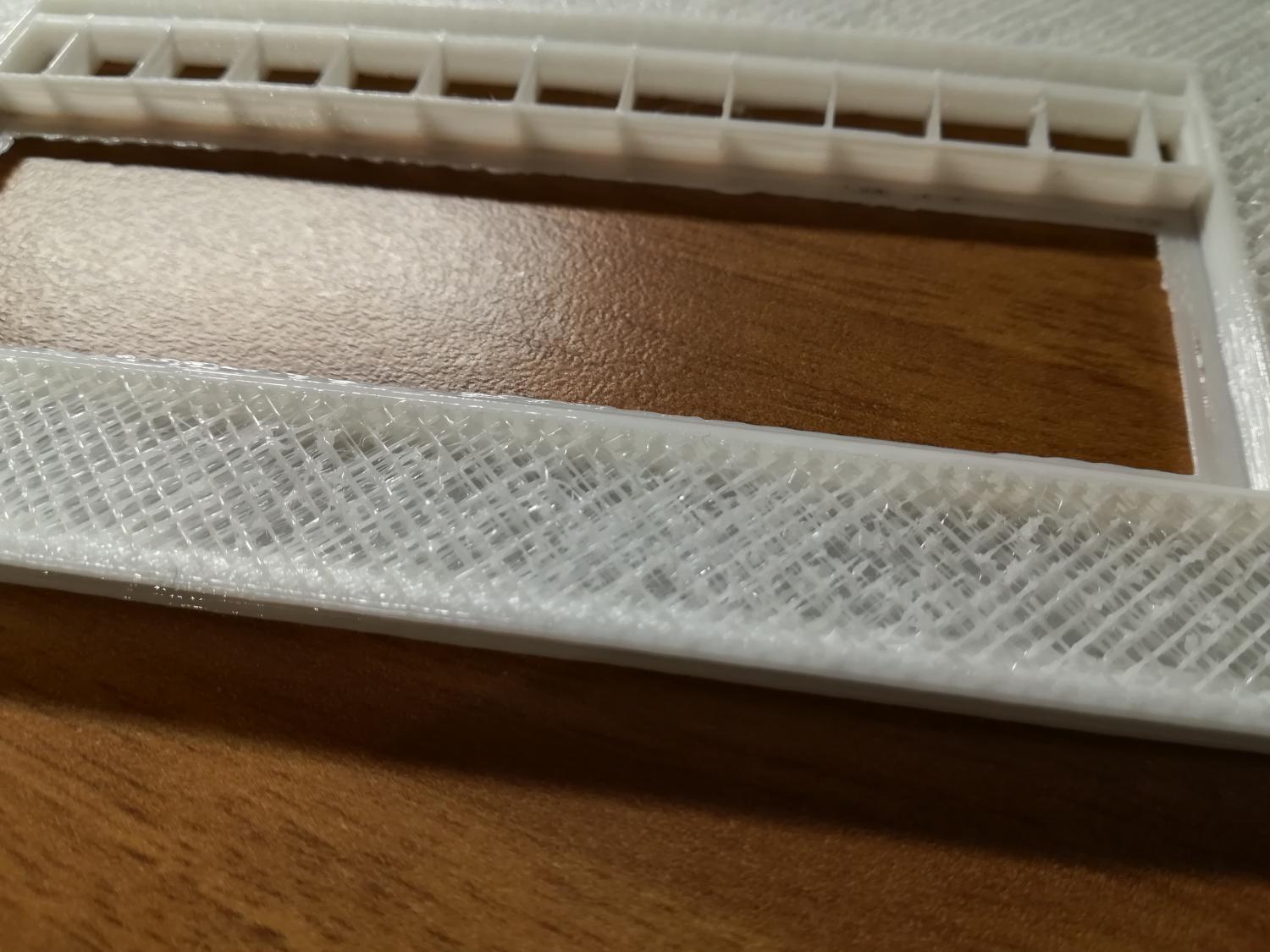
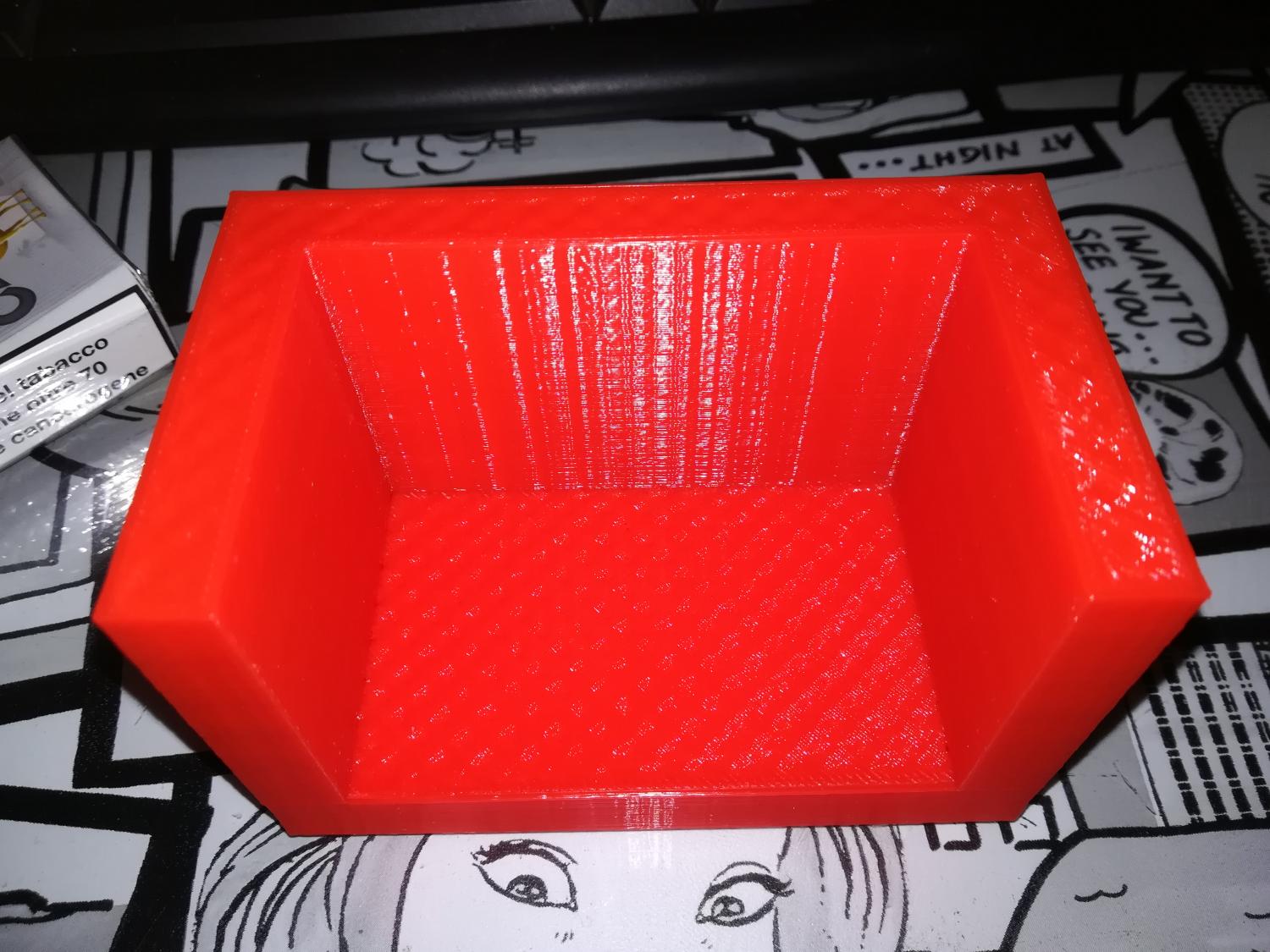
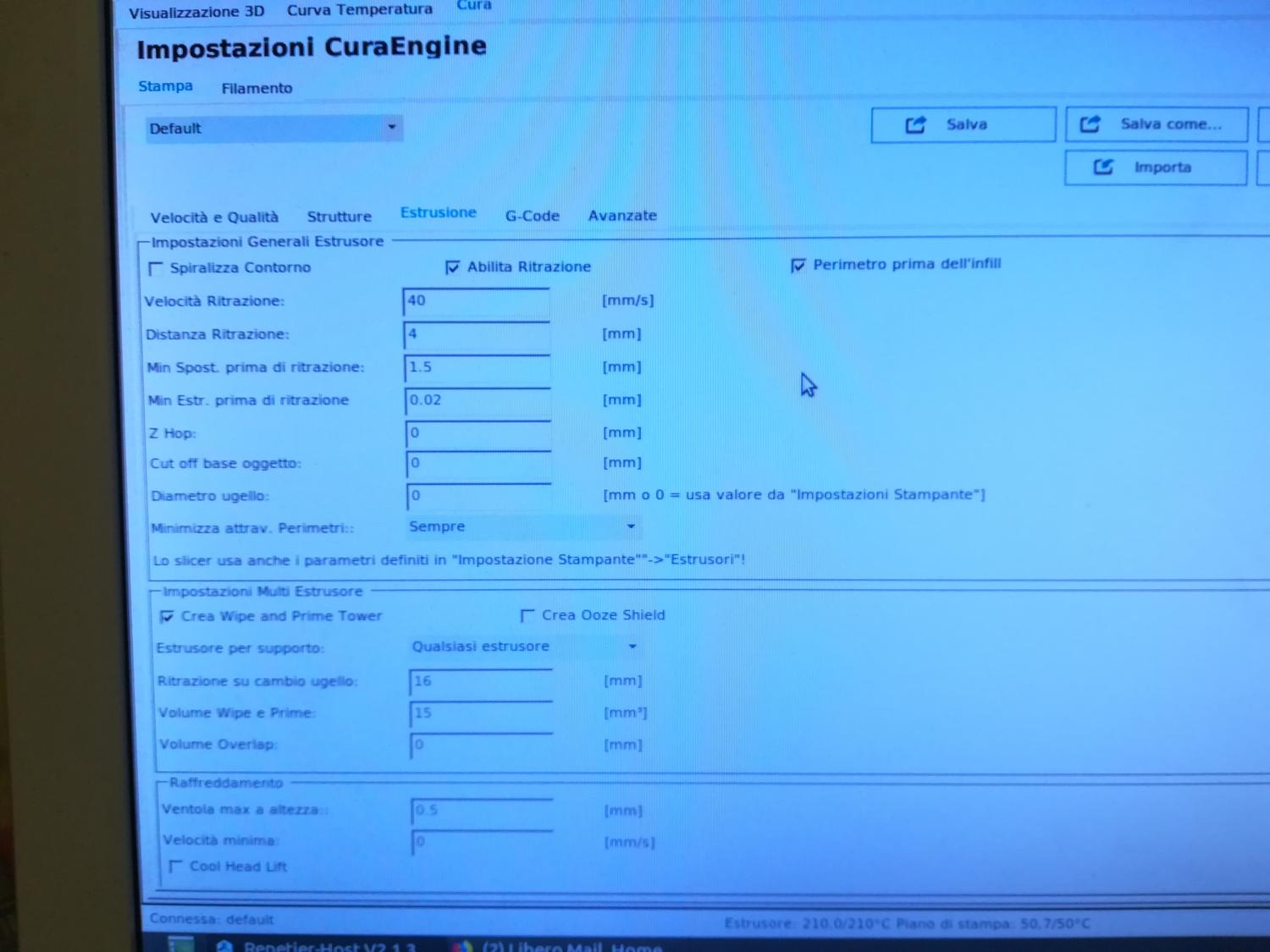
salve ragazzi allora fino a ieri non ho mai avuto nessun problema sulla qualità o meglio andava bene per quel che impostavo e mi serviva ma da oggi la mia piccola fa le bizze fa tutti filacci nello spostamento credo sia problema di retrazione del filamento durante lo spostamento mi date conferma o consigliate cosa fare e cosa puo essere vi faccio vedere esempi allora fino a ieri ho stampato cosi (è anche vero che per una figura liscia cosi non fa molti spoatamenti penso io)non fate caso al poco bottom è voluto invece da oggi mi fa questo invece da oggi mi fa questo con queste impostazioni
-
domandona per esperti si slicer
jagger75 ha risposto a jagger75 nella discussione Software di slicing, firmware e GCode
cavolo credevo di aver fatto una domanda stupida e dover stampareun intero pezzo con infill 100% invece SIII PUOOO FAREEEEE grazie ragavado subito a documentarmi e provare la procedura su slic3r come prima e poi con gli altri cosi vedo e vi dico quale è piu rapida o migliore a mio parere nel senso se ci riesco io che sto a digiuno de ste cose lo puo fare chiunque ahhaha p.s. si puo dire che ho comprato la stampante 3d per fare questi pezzi particolari e mi sono sempre vergognato di chiederlo perche credevo che era una stupidata ahahhaha proprio vero testa che non parla si chiama cucuzza 🙂 -
domandona per esperti si slicer
jagger75 ha pubblicato una discussione in Software di slicing, firmware e GCode
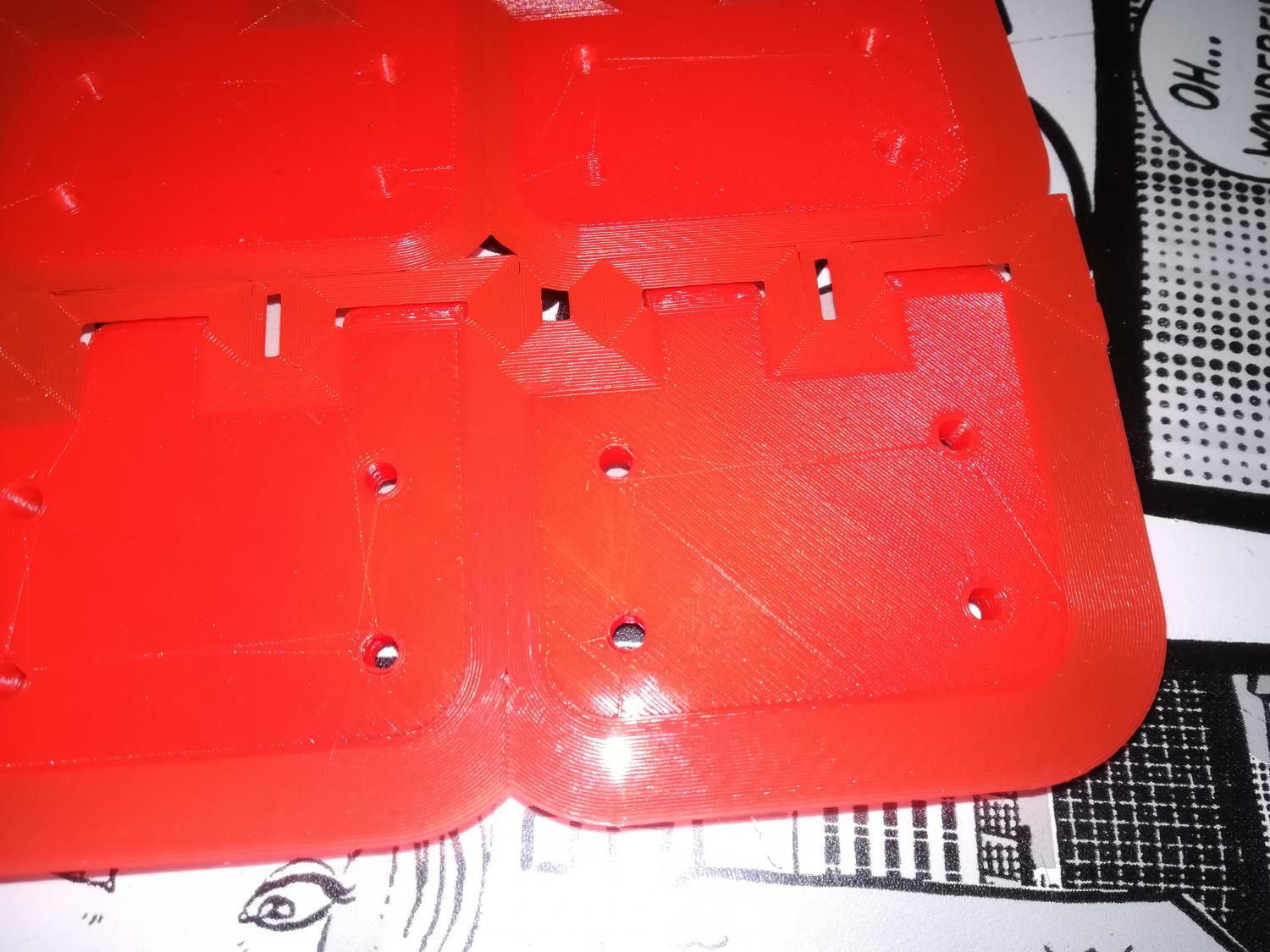
allora una domandona semplice semplice :)per modo di dire io devo stampare (o meglio dovrei se si puo)un solido largo es.100mm x 100mm spessore 10 mm allora qui nasce la mia domanda io avrei bisogno di fare questo solido con un certo numero di perimetri bottom ecc ecc pero tutto il solido dovrebbe avere un infill di 20%diciamo tranne in alcuno punti dovrei aumentare l infill diciamo al 50 o 60 %o addirittura 100% è possibile farlo?se si con quale slicer e come?oppure no? non so se sono stato chiaro per chiarire se ci riesco a parole dovrei fare un solido con infill 20%e in due o tre punto dovrei fare dei fori per poi filettarli percio ho bisogno di infill piu pieno è possibile?oppure devo fare tutto anche i buchi e la filettatura da cad?col rischio pero che non venga come deve venire? -
RISOLTO problema corsa asse x e calibrazione
jagger75 ha risposto a jagger75 nella discussione Problemi generici o di qualità di stampa
asa e petg?ok ormai provo l abs ormai ordinato ora mi informo su questi ltri due grassssssieeeeee -
RISOLTO problema corsa asse x e calibrazione
jagger75 ha risposto a jagger75 nella discussione Problemi generici o di qualità di stampa
ok tutto chiaro adesso quindi do una sistemata all endstop di y ed tutto ok e perfetta 🙂 altro utile chiarimento 🖖 ultima cosa che non centra niente mi deve arriva una bobina di abs consigli particolari o cose su stare attenti nello slicer?o raffreddamento o simili? devo fare dei supporti per la reflex e preferisco in abs credo molto piu solido e duraturo dell pla no? -
RISOLTO problema corsa asse x e calibrazione
jagger75 ha risposto a jagger75 nella discussione Problemi generici o di qualità di stampa
scusa ma le misure da mettere nello slicer non sono x200 y190 e z 180 o mesa che ho scritto male?🙄 percio anche se l ho scritto che il lato x è 200mm non potro mai disegnare una figura larga 200mm -
RISOLTO problema corsa asse x e calibrazione
jagger75 ha risposto a jagger75 nella discussione Problemi generici o di qualità di stampa
anche io infatti è sul lato 20 della x il problema, sul lato 21 dell y ho solo il problema di spostare la l offset della y di 3 mm in avanti
-
RISOLTO problema corsa asse x e calibrazione
jagger75 ha risposto a jagger75 nella discussione Problemi generici o di qualità di stampa
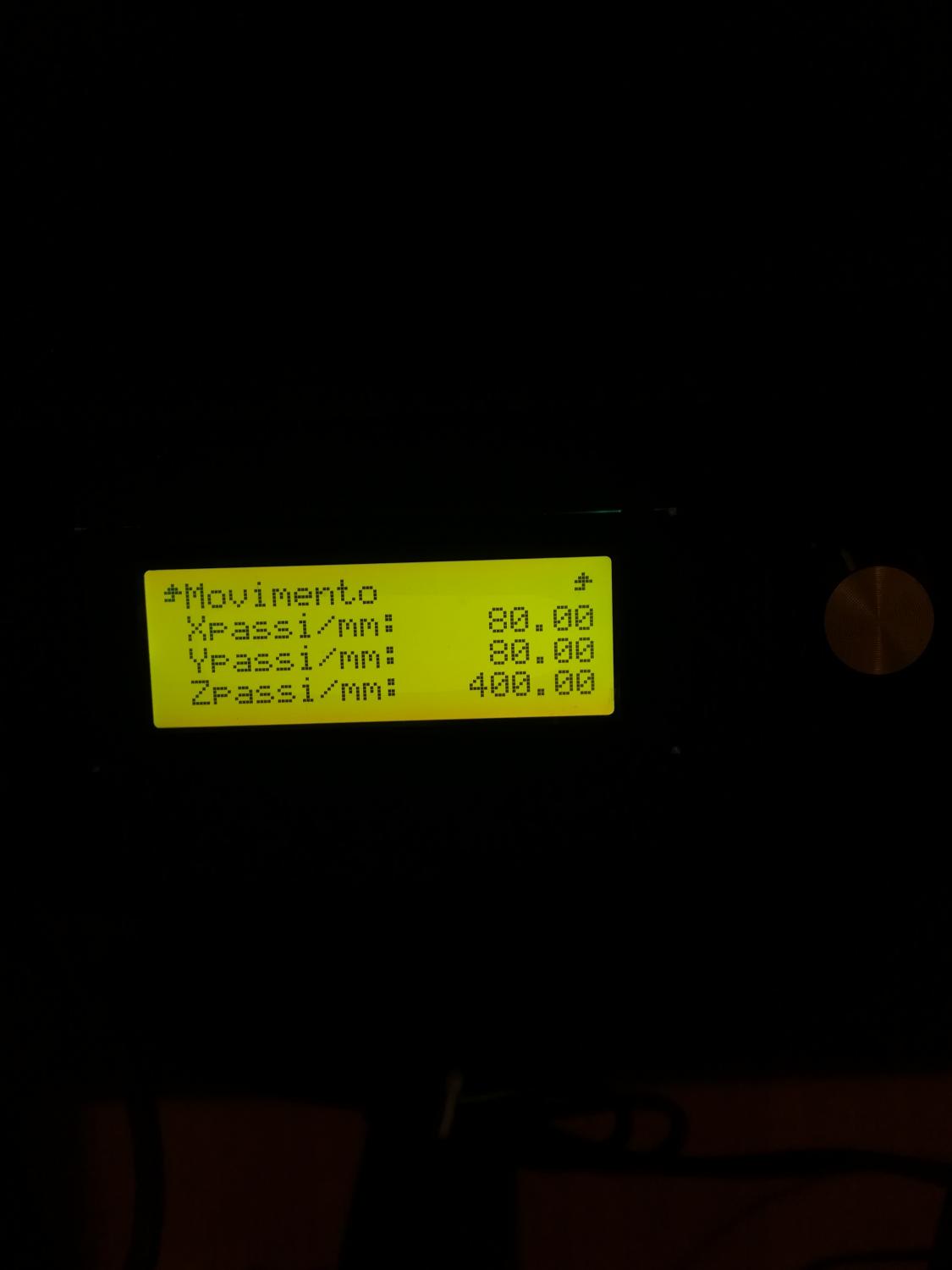
infatti lo so che me lo avevi detto e lo stavo facendo da capo infatti 🙂 pero non mi aspettavo che immettendo 80 80 400 per poi calcolare i mie step mi andasse bene alla prima botta cioè a parte che faccio altre po di stampate per vedere se effettivamente vada bene cosi pero non mi spiego il fatto del carrello x che sbatte prima sul tendicinghia ancora prima di finire il vetro avrò montato male qualcosa? -
RISOLTO problema corsa asse x e calibrazione
jagger75 ha risposto a jagger75 nella discussione Problemi generici o di qualità di stampa
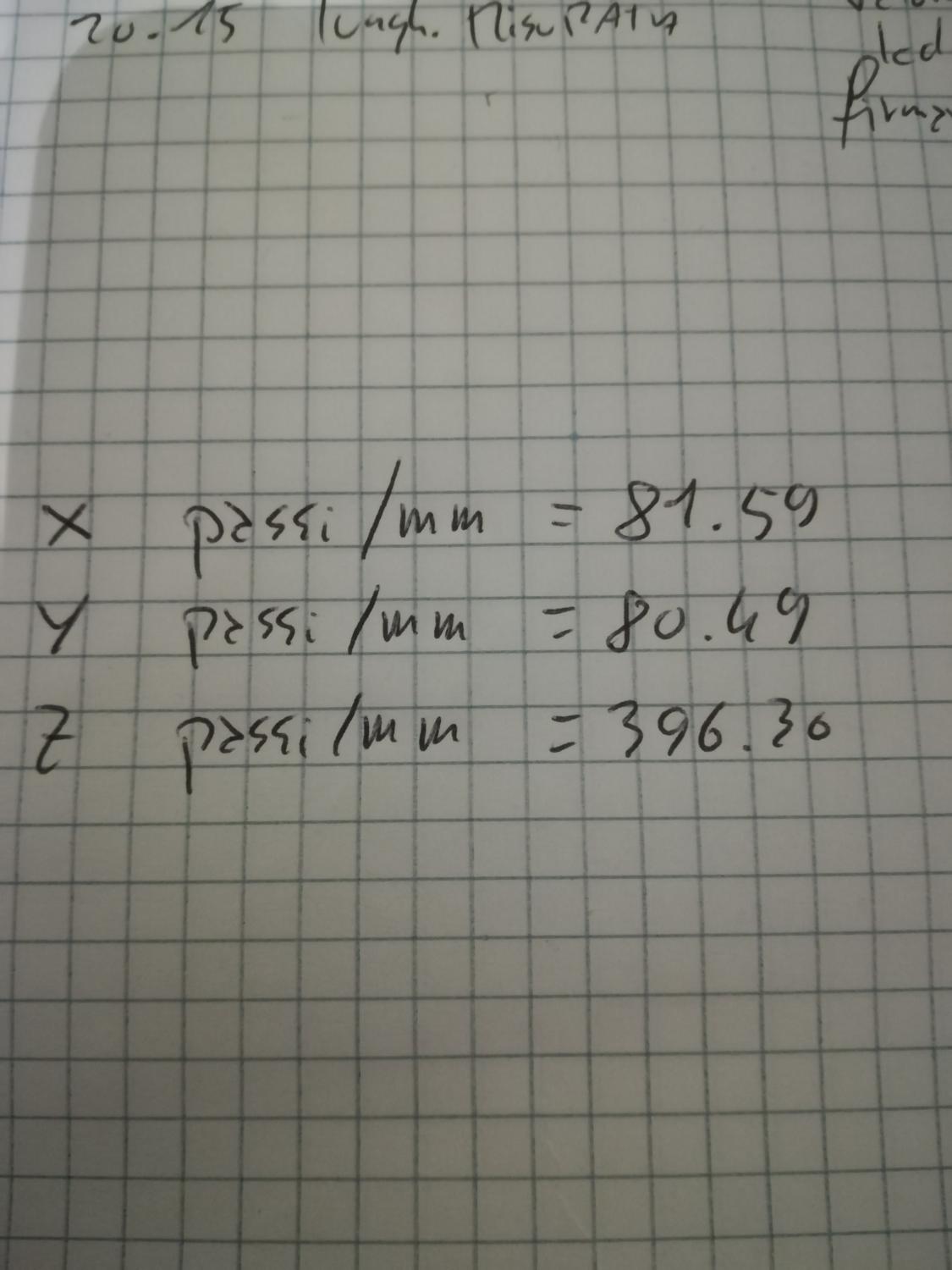
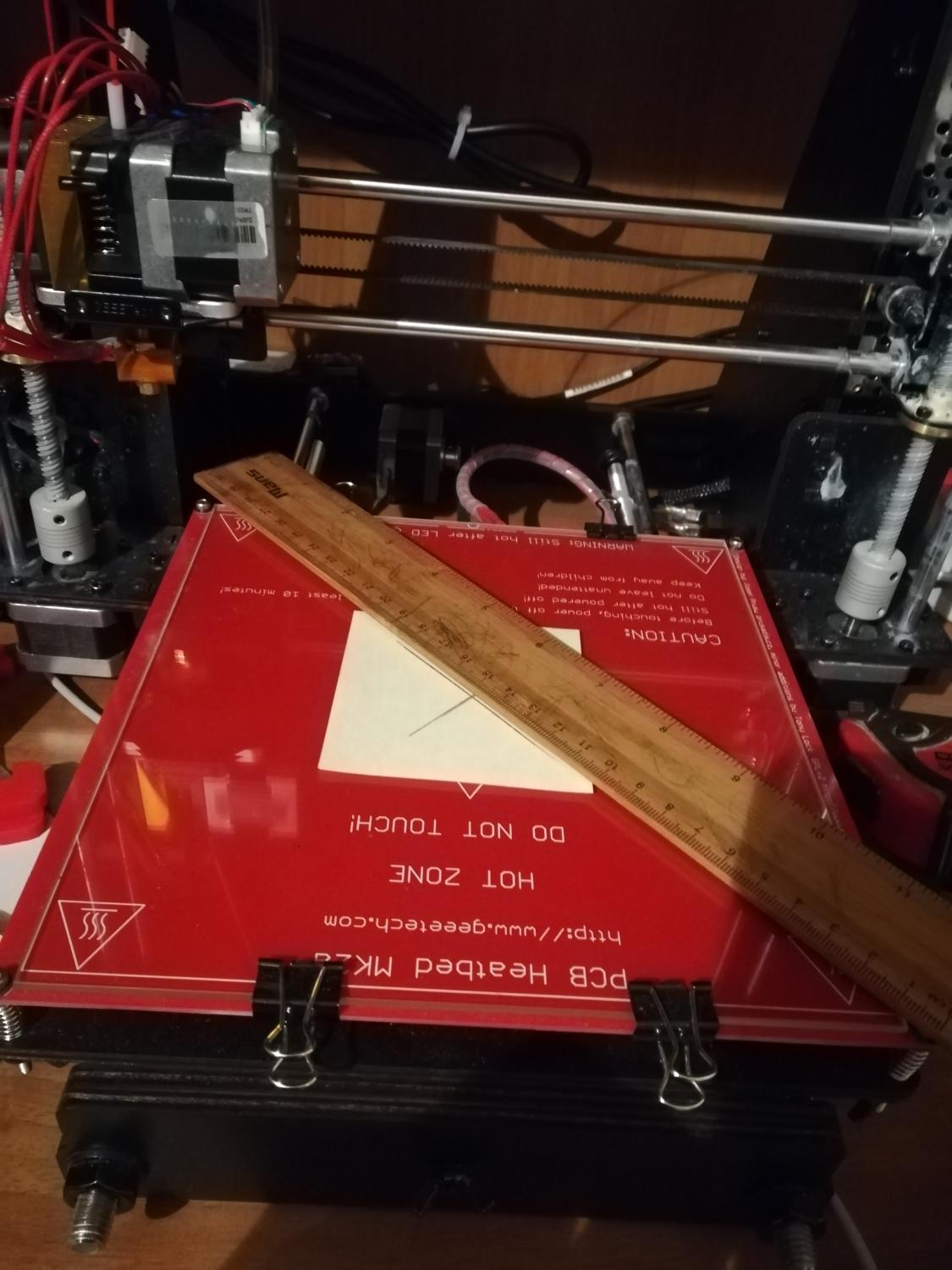
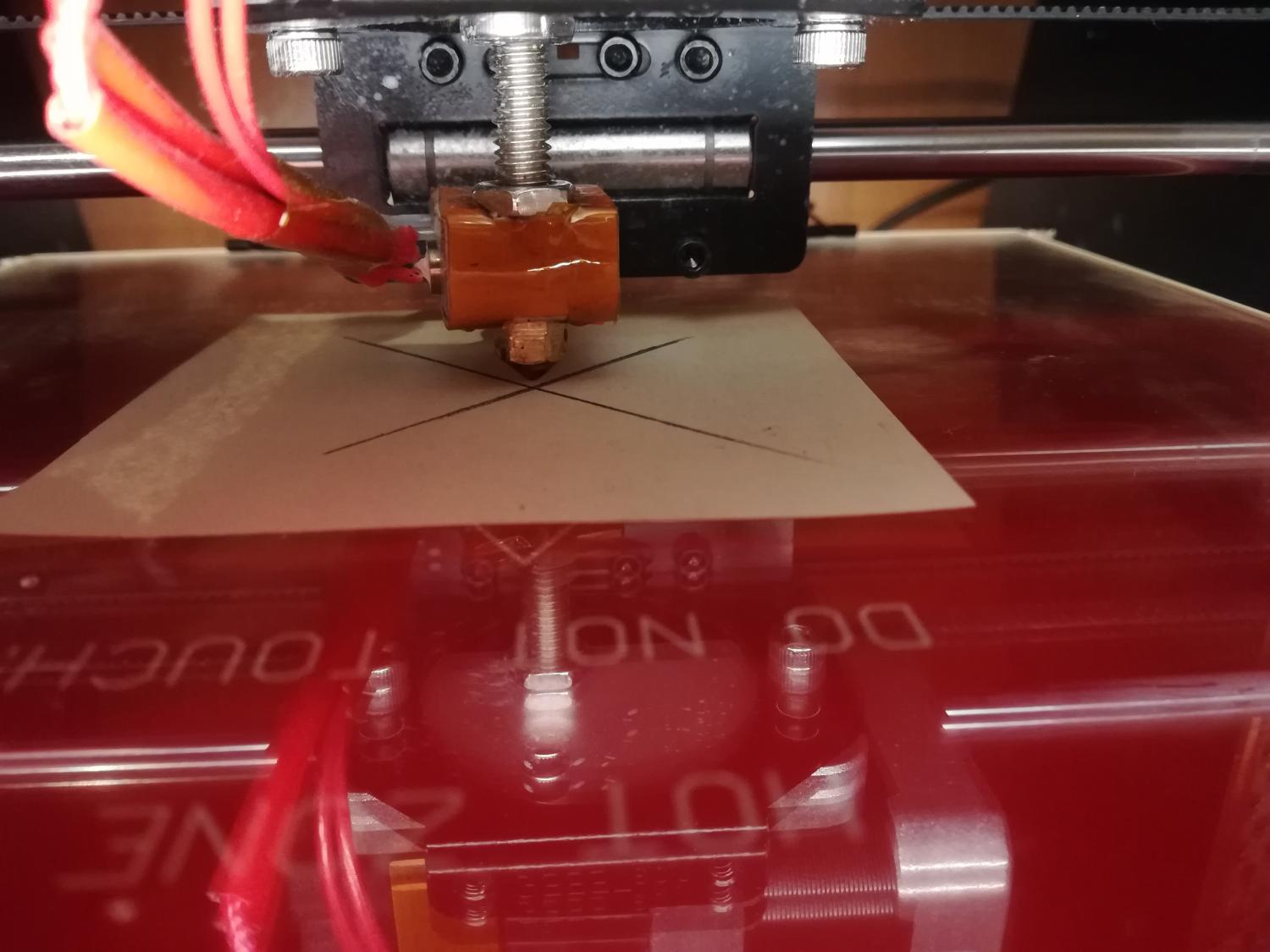
allora mi rimangio tutto evidentemente la matematica è diventata un pignone ahaha vi spiego questi sono i prametri step/mm che erano impostati nel firmware poiche non venivo a capo del problema appunto dei passi sull asse x e del fuoricentro dell offset ho deciso di fermarmi e reiniziare da capo allora ho impostato parametri base soliti per poi stampare un cubo 50mmx50mm vuoto logicamente per poi fare una calibrazione piu accurata col calcolo dei passo allora ho impostato questi ho stampato il cubo ed indovinate un po le misure? asse z assex asse y penso vadano bene no?io non ho spiegazione allora davvero da stampante a stampante cambia qualcosa anche se uguali? questo per quanto riguarda gli step mm degli assi e immettendo quei valori mi è cambiata anche un altra cosa la corsa asse x adesso è precisa cioè non ho piu quell aggiunta di 3mm a fine corsa x e in piu adesso l estrusore sta perfettamente al centro del piatto di vetro invece per l asse y macherebbero ancora 3 mm per stare al centro preciso ma nel caso dell asse y credo sia problema si offset non di step mm perche anche in y si sposta con misure precise. però ho un altro problemino che credo sia meccanico a sto punto che vi spiego dopo che avete letto sto papiro sempre riguardo l asse x cioè partendo da centro reale fisico scritto a penna del piatto e spostandomi verso sinistra di 10cm la punta dell ugello sta perfettamente sulla fine del vetro facendo lo stesso verso destra praticamente si ferma a 9,7cm poiche fa prima a toccare il motore o meglio la staffa del motore sull tendicinghia?possibile?problema meccanico?