Joker78
-
Numero contenuti
2.148 -
Iscritto
-
Ultima visita
-
Giorni Vinti
32
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Joker78
-
Mah......sinceramente non lo so forse se hai le barre stile scala chiocciola può essere una soluzione, ma se le barre sono dritte più o meno la barra filettata è meglio tenerla fissa, io uso un cuscinetto.
-

Problemi stampa
Joker78 ha risposto a Lupoalberto nella discussione Problemi generici o di qualità di stampa
Allora partiamo con calma, per prima cosa setterei bene gli step/mm estrusore, e quello degli assi y/ x / z, poi regola il flusso, ti consiglio di guardarti qui sul forum la guida completa, se cerchi la trovi anche in rete sul tubo, ma più che fare portachiavi fai un cubo 20×20 So che è una palla ma è fondamentale per tarare bene la stampante, serve per vedere se hai problemi o perlomeno alcuni, e anche per vedere se le misure finali sono corrette. Comunque la stampa che hai eseguito non è malvagia, non hai detto che ugello utilizzi, ne i layer di stampa, vedendolo cosi sembra che nella stampa i perimetri sono troppi se stampi a 0.4 e hai 2 come perimetri, ci sta che all'interno rimanga poco spazio e cura non riesce a coprirlo la dico così poi magari sbaglio. Comunque è buona regola fare i passaggi che ti ho scritto sopra, almeno parti da una base corretta. -
Filamento per adattatore aria compressa
Joker78 ha risposto a giannirusso nella discussione Materiali di stampa
Quando stampi abs asa è bene aumentare un 2%/3% le dimensioni del pezzo perché a stampa finita il pezzo si ritira, anche alcuni petg soffrono di questo. -
Problemi stampa
Joker78 ha risposto a Lupoalberto nella discussione Problemi generici o di qualità di stampa
Aumenta il botton layer superiore e inferiore metti almeno 4 -
Problemi stampa
Joker78 ha risposto a Lupoalberto nella discussione Problemi generici o di qualità di stampa
Sono d'accordo con killrob io continuerei con il pla, una volta che ci prendi il via ti ci diverti perché stampi di tutto, poi se codesto ciondolo deve reggere ha temperature elevate 100° o reggere gli urti, lo userei altri materiali. P.s. per il pla basta una spruzzata di lacca, per farlo aderire, per vedere quanta se ne mette ci sono anche per quelli video che lo spiegano. -
Problemi stampa
Joker78 ha risposto a Lupoalberto nella discussione Problemi generici o di qualità di stampa
Intanto complimenti non è da tutti stampare abs alla prima, l'oggetto da te stampato è pieno? Perché non sembra avere problemi di sotto estrusione -
Comunque apparte gli scherzi io utilizzo uno cinese di plastica, per tararlo stringo con due dita il becco del calibro, poi resetto la misura, sembrerebbe migliorare un po la misurazione Non lo metto in dubbio, però la penso come Marcottt se per misurare le stampe in fdm secondo me uno cinese basta e avanza, poi se lo usi anche al di fuori della stampa ovvio che sono soldi ben spesi.
-
Io gia mi ero spaventato vedendo quelli da 100 euro ma poi ho visto comparatori da 2000 euri, non discuto sulla qualità sicuramente eccelsa.
-
Marlin ignora gli endstop
Joker78 ha risposto a kk7 nella discussione Problemi generici o di qualità di stampa
Per e3d v6 ci vuole perlomeno la gola all metal originale, se vuoi stampare tutti i materiali, o altrimenti quella classica con il tubo di ptfe è difficile dia problemi. Comunque se avevi montato un bowden, considera che la forza dello spingi filo diminuisce considerevolmente, rispetto un direct però il bowden a altri vantaggi. -
E poi vuoi mettere i calibri cinesi se bestemmi a voce alta si attiva l'auto calibrazione.......
-
Circa 14 ore alla fine è venuta abbastanza bene, senza fili e sporco, già questo lo reputo un gran risultato, come retrazione ho 8mm e la velocità di retrazione a 35, peccato che i supporti sul petg siano un dramma. Comunque da quello che ho visto io almeno nel mio caso la ventola layer sopra i 40% tende ha far fili, oltre a indebolire molto il pezzo.
-
Io lo stampo a 0.1 però utilizzo un ugello da 0.3, i supporti sul petg sono un dramma non so se si vede dalla foto.

-
ender 3 pro Ender 3 Pro - Problema Manopole regolazione BED
Joker78 ha risposto a Drcrunch nella discussione Hardware e componenti
Al limite metti un goccio di frena filetti morbido o medio. -
Per me è la ventola layer......
-
Anche io ho avuto problemi, il petg è molto ma molto viscoso, avevo la gola all metal e l'ho dovuto togliere e tornare a quella con la gola con il tpfe, altrimenti scattava perché si incastra nella gola, ti ho chiesto il tipo di stampante perché con il bowden è facile avere problemi.
-
Che stampante hai?
-
prusa i3 pro b ferma da un po
Joker78 ha risposto a Giu_dollaro nella discussione Problemi generici o di qualità di stampa
Anche io stesso problema hai bisogno di una chiavetta per aggiornare il firmware, ma la procedura è un po complicata e spiegata male, io ho risolto cambiando direttamente la scheda madre. -
Mascherina per covid19
Joker78 ha risposto a Joker78 nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
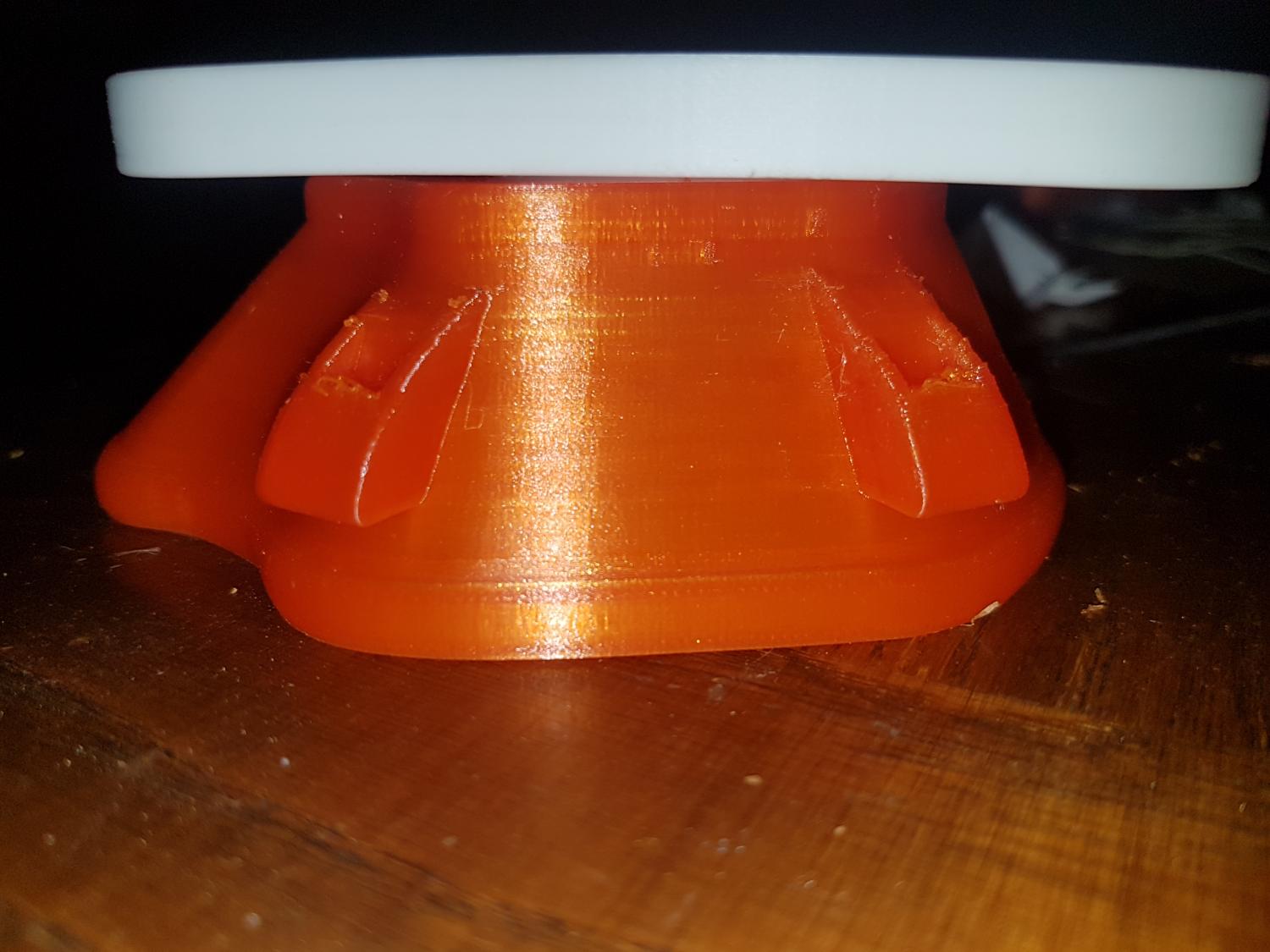
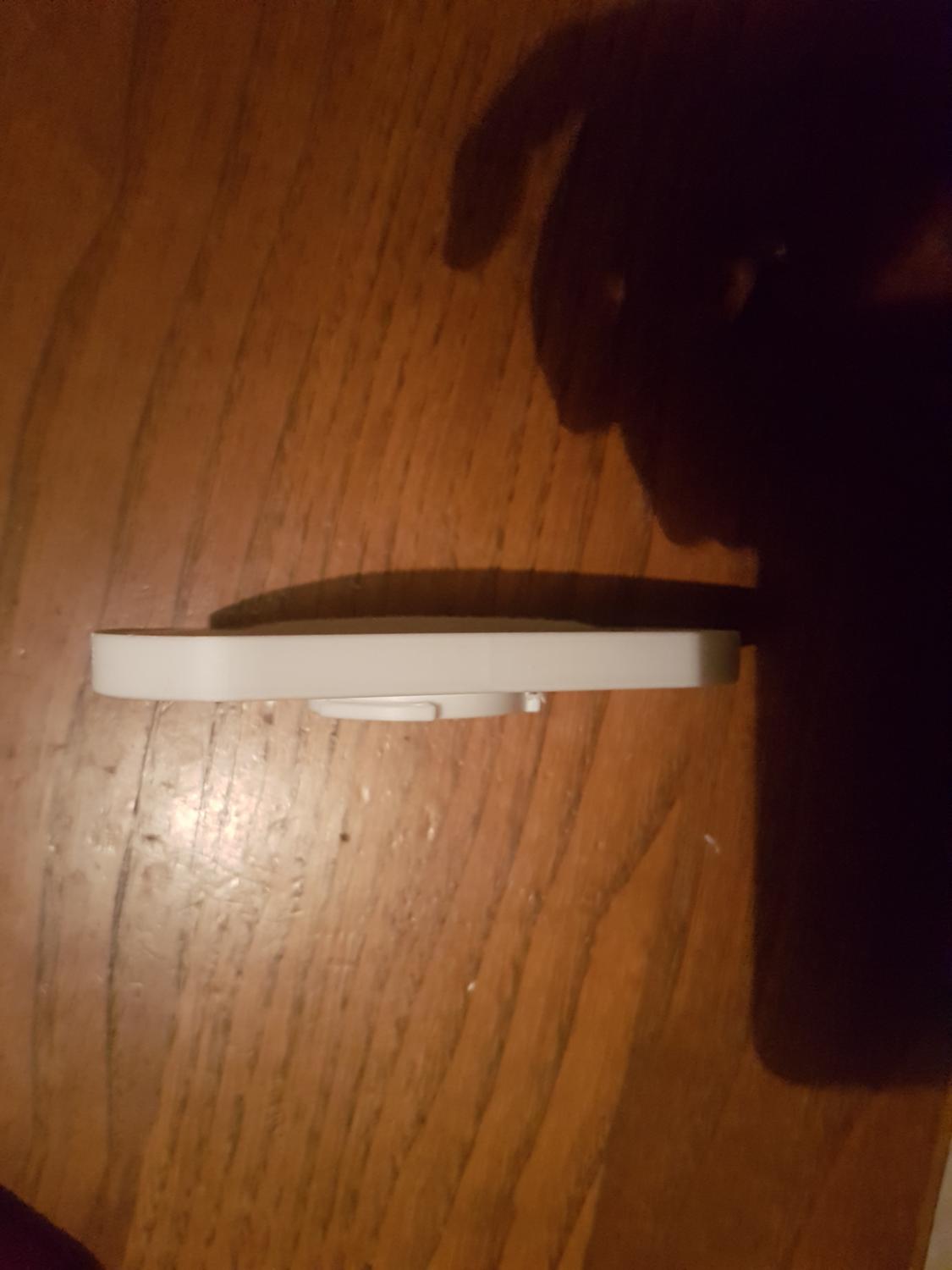
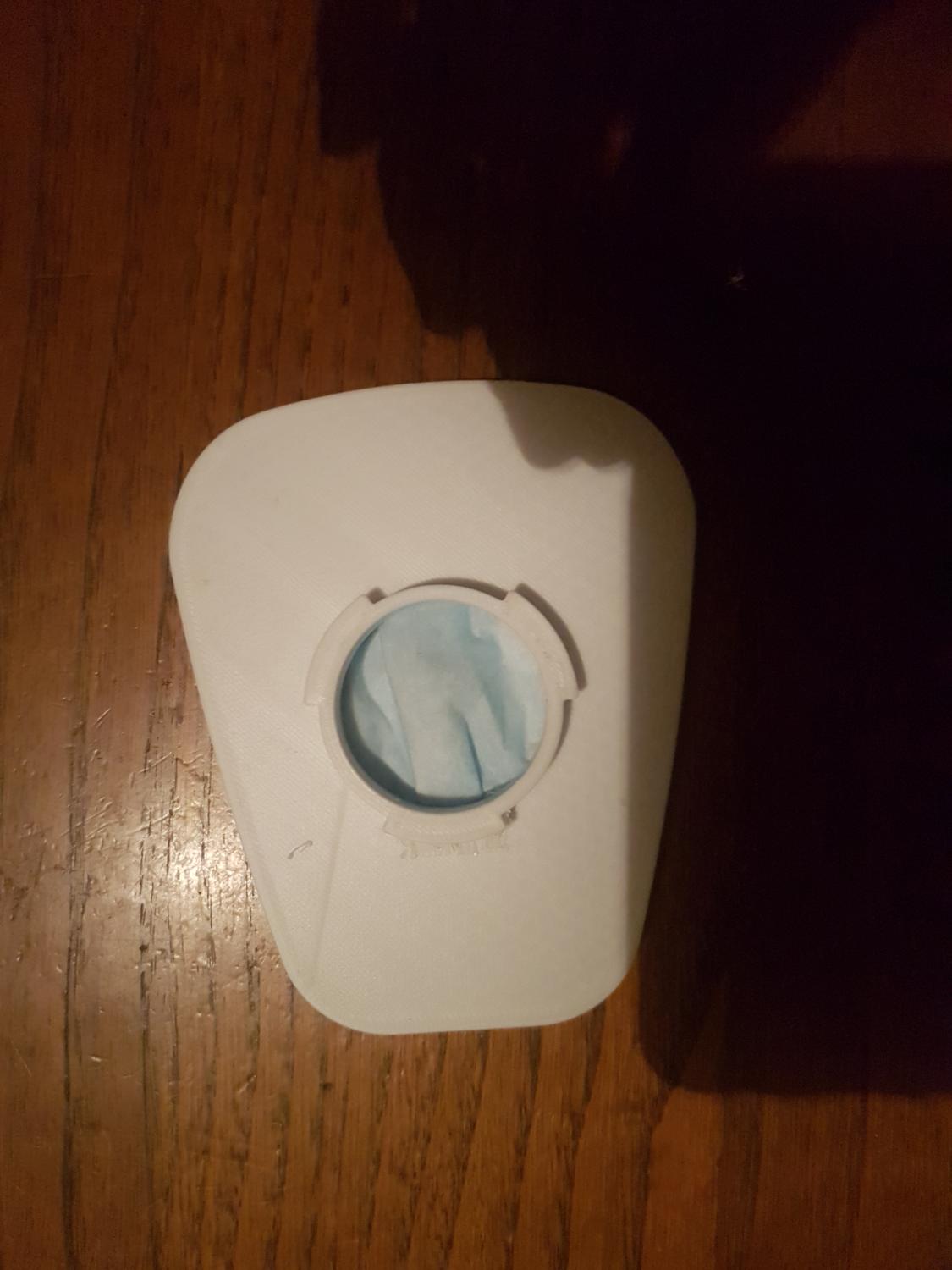
Si si l'intenzione è quella, ma sarà una stampa lunga mi interessava far vedere il filtro che è fatto come quelle che si comprano, ho stampato anche questa ma non mi ha convinto
-
Mascherina per covid19
Joker78 ha pubblicato una discussione in Le tue stampe - Album fotografico dei migliori modelli 3D
Salve come da titolo mi sto cimentando nella stampa di una mascherina, per il momento ho stampato solo il filtro, il materiale scelto è un comune pla, per la sua realizzazione utilizzerò pla, petg (spectrum filamento veramente ottimo) è infine per la guarnizione che andrà sul viso del tpu. Per il momento il filtro è fatto in casa ma è compatibile con i filtri 3m
-
tuttala RC da 1,6 metri
Joker78 ha risposto a FoNzY nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Spettacolo complimenti 👏👏👏👏👏 -
prusa i3 pro b ferma da un po
Joker78 ha risposto a Giu_dollaro nella discussione Problemi generici o di qualità di stampa
Ti serve per farla funzionare correttamente, guardati su youtube i video di 3dhelp, sono fatti bene e ti spiegano i tre passaggi fondamentali per tarare al meglio la stampante, io come altri l'ho fatto e che dire la mia carriola che è molto simile alla tua stampa divinamente, diciamo che tra la mia è la tua cambia la marca ma sono identiche. -
prusa i3 pro b ferma da un po
Joker78 ha risposto a Giu_dollaro nella discussione Problemi generici o di qualità di stampa
Apparte modificare nel firmware le barre che hai messo, su codesta stampante ti consiglio di fissare sotto la stampante un piano rigido e ci avviti sopra la stampante cosi blocchi la parte sotto il carrello, così facendo diventerà molto ma molto più stabile. -
BLV mgn Cube
Joker78 ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
Lo voglio montare anche io 😭😭😭😭 ma ancora non ci sono riuscito -
BLV mgn Cube
Joker78 ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
Esatto sono d'accordo, io se montero un 3d touch voglio tenere anche end stop meccanico, con il capacitivo si può fare, basta tenerlo leggermente più basso e ti salva -
3d geeetech a20
Joker78 ha risposto a Philoni nella discussione Problemi generici o di qualità di stampa
Sono d'accordo con te questo dimostra che neanche leggono, fanno sempre le solite domande, ma se perdessero 5 min di loro tempo a leggere troverebbero sicuramente quello che cercano, oltre a farsi un po di cultura 3d che aiuta sempre, ovvio che non cè l'ho con il proprietario del post la mia è solo una critica costruttiva.