I3D&MLab
-
Numero contenuti
492 -
Iscritto
-
Ultima visita
-
Giorni Vinti
3
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di I3D&MLab
-

Problema striature
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
Cura ha un bel po di parametri su cui poter giocare effettivamente, però è molto avanzato a quanto pare. ho visto quella stampa di fila ment o qualcosa del genere ed era molto buona secondo me, aggiungerei per me inarrivabile al momento visto i casini che sto facendo con Cura😄 -
Problema striature
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
si ci ho avuto a che fare qualche tempo con uno di sti gruppi facebook ed è successo un mezzo casino, so di che parli. te usi Ultimaker Cura? ho visto qualche tua stampa e mi è sembrata ben fatta.- 35 risposte
-
- 1
-

-
- cura
- curaengine
- (and 3 più)
-
Problema striature
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
ho frequentato qualche forum in passato e devo dire che effettivamente su sto forum l'atmosfera è molto buona. pensa che io ho evitato per anni le stampanti 3D perchè ero convinto che essendo digiuno di elettronica avrei fatto solo casini e invece eccomi qua, ancora non l'ho fatta esplodere la mia cinese 😄 Si l'importante è sbatterci il muso e avere la testa dura, che alla fine qualcosa arriva. ti ringrazio per i consigli 🙂- 35 risposte
-
- 2
-
-
- cura
- curaengine
- (and 3 più)
-
Problema striature
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
io ancora sono agli inizi sulla stampa 3d quindi mi muovo come un elefante in una cristalleria, cerco di evitare di fare modifiche che potrebbero andare a fare danni e quindi per me questo forum è una benedizione. sto imparando un sacco di roba. 🙂 -
Problema striature
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
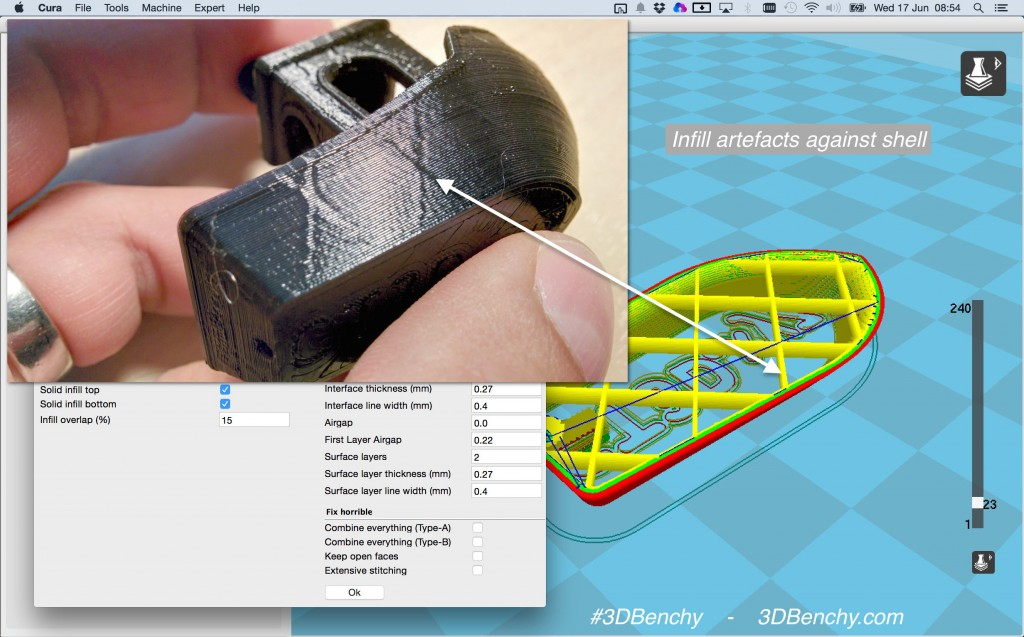
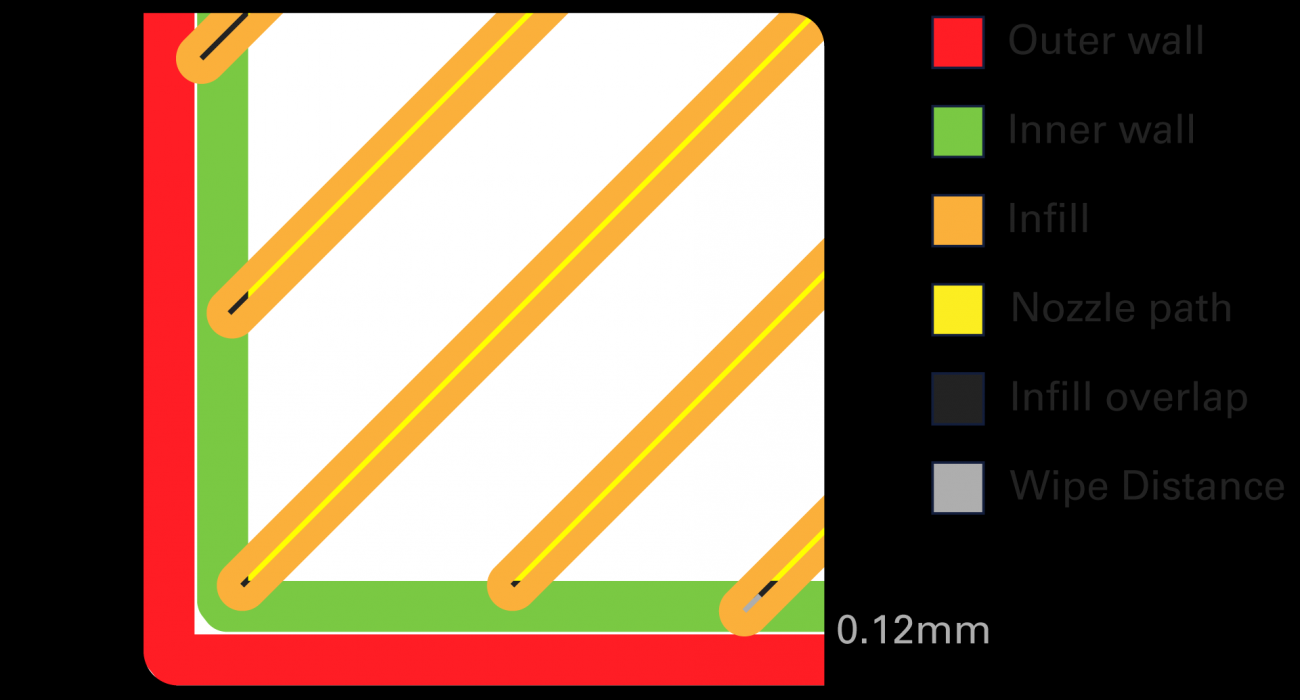
ho visto ieri i menu nascosti e sono assurdi effettivamente 😯, per ora non tocco nulla li perchè rischio di fare danni. per ora mi sono limitato a fare l'impostazione della stampante che mancava nell'elenco e quindi ho riempito tutti i setting del bed, dell'estrusore e del filamento e poi ho scritto lo start g-code ed l'end g-code. e poi mi ero "ricopiato" il profilo che avevo su Repetierhost CuraEngine per capire come si comportava su Ultimaker Cura 4.0.0 probabilmente avrò toppato in qualche parametro o come dici Cura 4.0.0 sbaglia le misure, boh vallo a capire. ora faccio un paio di modifiche come mi hai suggerito e riprovo a stampare il cubetto. ieri, dietro suggerimento di @FoNzY, avevo fatto una ricerca sul discorso infill su cura e avevo trovato questo Typical artefacts caused by infill http://www.3dbenchy.com/typical-artefacts-caused-by-infill/ e poi ancora questo Infill overlap percentage https://ultimaker.com/en/resources/52670-infill ora faccio un bel po di prove, modificando qualche parametro, e vedo che ne esce fuori 🙂
-
Problema striature
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
si sempre curaengine ho usato, sia su repetierhost sia a maggior ragiore ora su ultimaker cura. magari provo con 0.6 sull wall. vedo che ultimaker cura 4.0.0 ha più regolazioni e quindi vorrei imparare ad usarlo perchè potrebbe dare maggiore qualità al lavoro. questo è il motivo fondamentale per cui mi sono messo a fare ste prove. -
Problema striature
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
ok provo così allora. grazie -
Problema striature
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
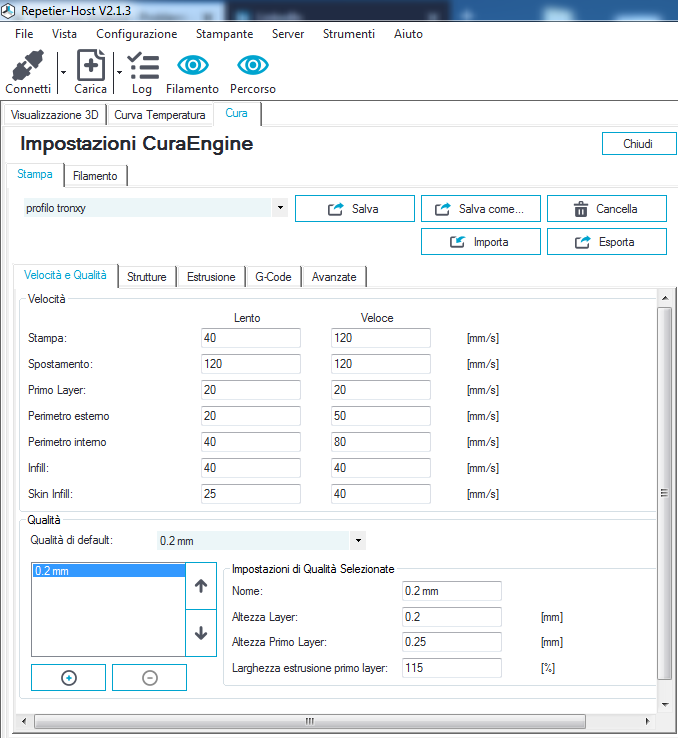
queste le impostazioni qualità su repetierhost per il cubo buono
-
Problema striature
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
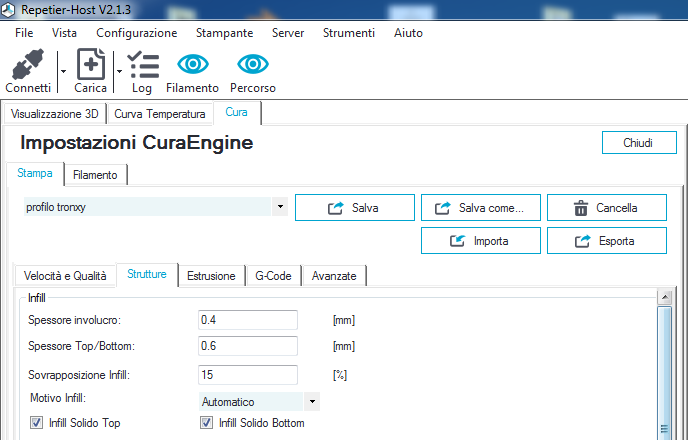
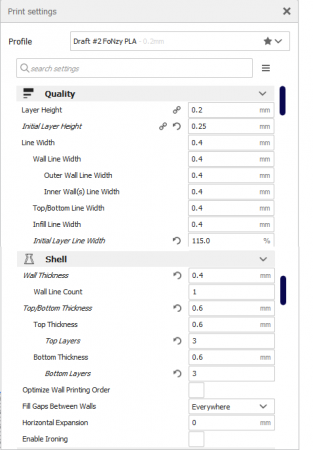
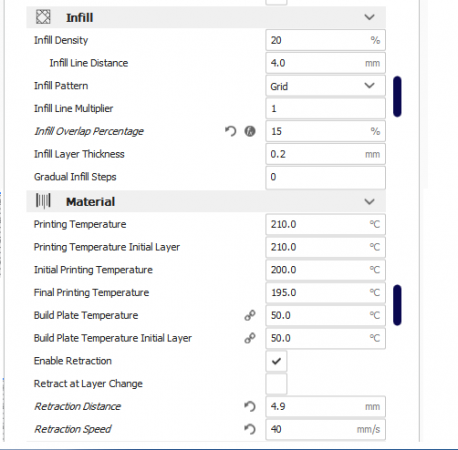
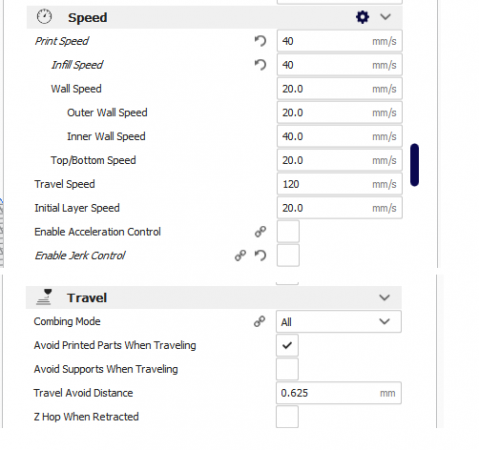
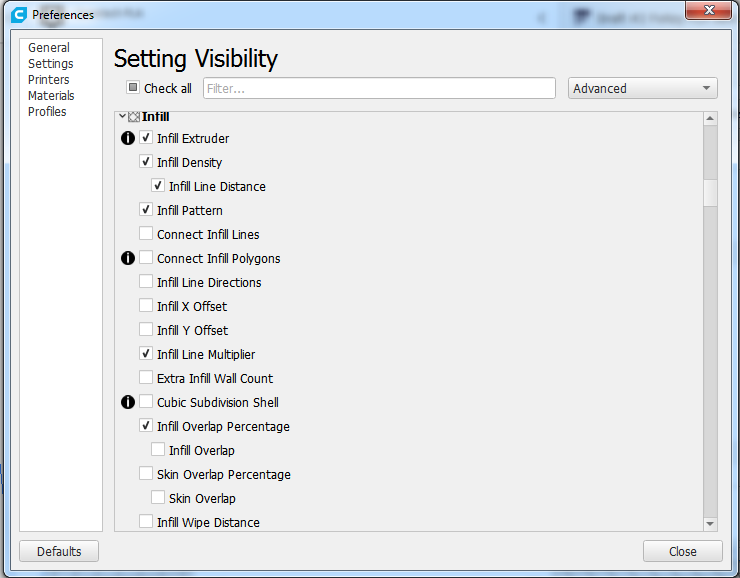
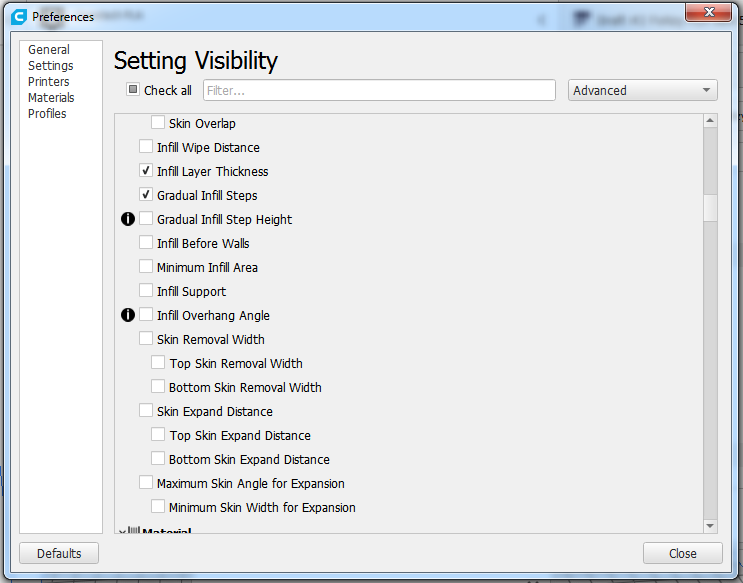
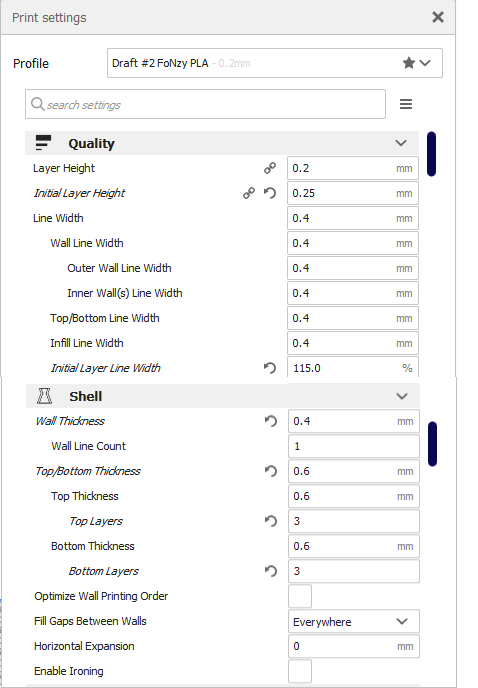
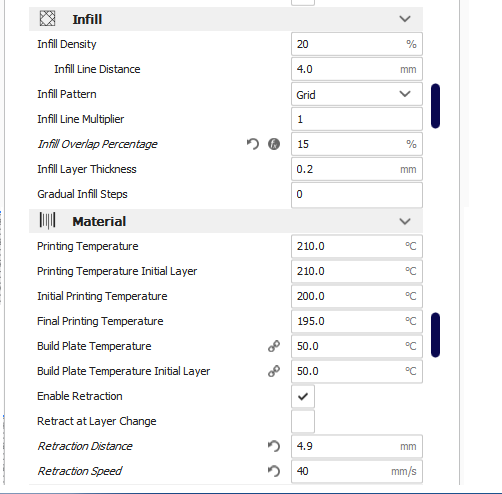
quelli degli screenshot sopra sono i parametri Ultimaker Cura 4.0.0 del cubo "striato" queste lin basso e impostazioni su Repetierhost sempre cura engine per l'infill che ho usato per il cubo "buono"
-
Problema striature
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
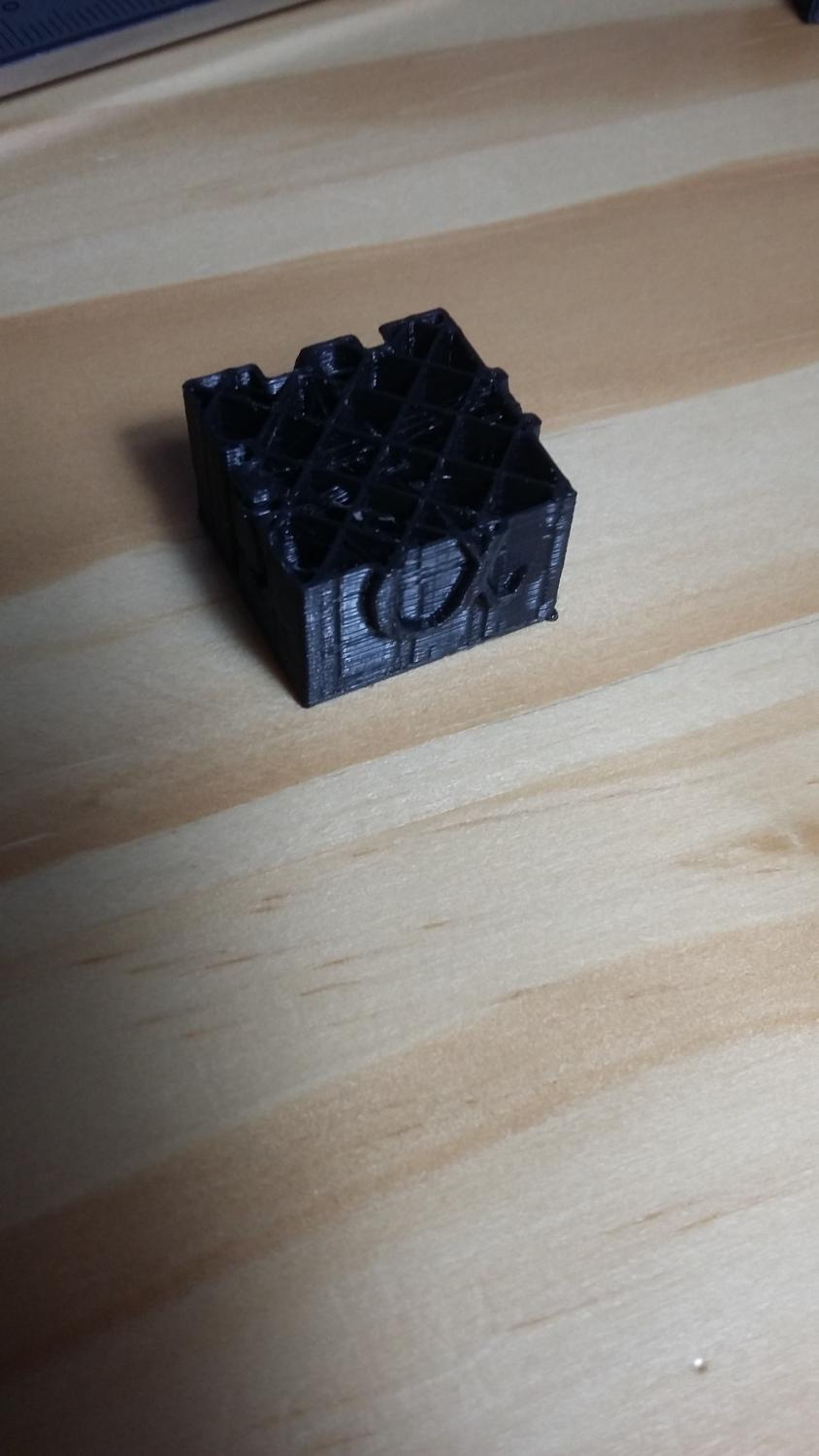
ciao, grazie per la risposta. Anche in Repetierhost ho usatolo slicer cura. ho aggiunto la foto in cui si vede l'infill e pare che effettivamente succeda in corrispondenza dell'incrocio tra infill e wall. ho usato queste impostazioni qua su Ultimaker Cura 4.0.0 ed è venuto fuori "striato"
-
Problema striature
I3D&MLab ha pubblicato una discussione in Problemi generici o di qualità di stampa
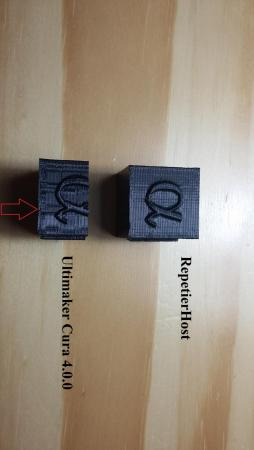
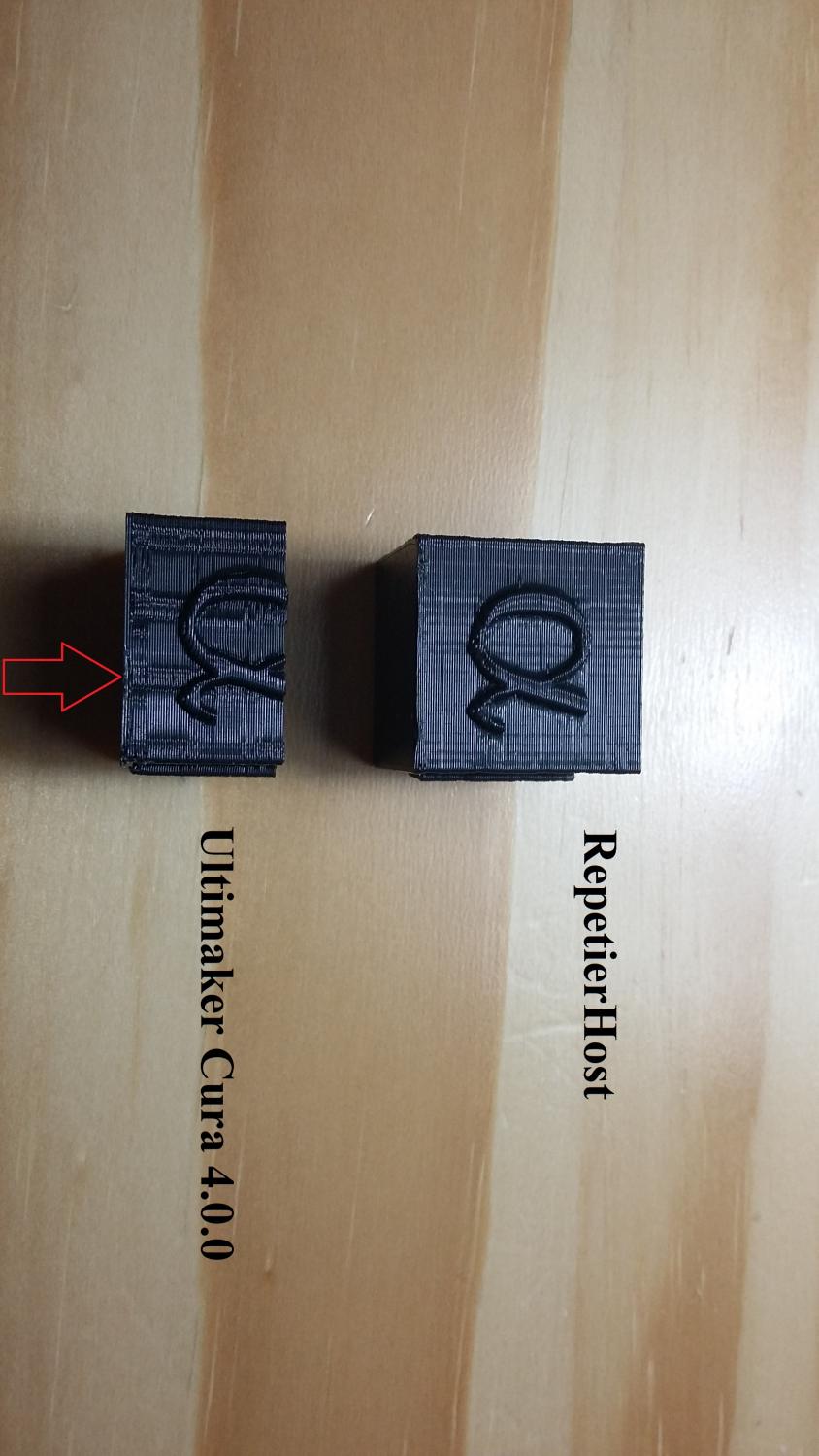
Salve a tutti finora ho usato Repetierhost con slicer Cura e da poco mi sono messo ad usare Ultimaker Cura 4.0.0. Passando a Cura 4.0.0 sono però spuntate delle "striature" (indicate dalla freccia) che hanno fatto calare la qualità di stampa come si vede bene dal confronto tra il cubetto a destra stampato con g-code generato da repetiehost (CuraEngine) rispetto a quello a sinistra (ho stoppato io la stampa per evitare di sprecare materiale) con g-code generato in Ultimaker Cura 4.0.0. qui un dettaglio dell'Infill che è impostat su grid avete qualche idea su quale parametro modificare in Cura 4.0.0 per evitare il problema? grazie
-
lo sdoppiatore ha fatto lo scherzetto di invertire il senso di rotazione quando l'ho provato su z della mia x5s, penso occora invertire i fili dello stepper per risolvere. a te fa casini anche su x e y?
-
Impostare Cura per Tronxy X5S
I3D&MLab ha risposto a I3D&MLab nella discussione Software di slicing, firmware e GCode
Si penso sia la distanza fra le linee dell'infill a quanto vedo misurando col calibro. su repetierhost c'era su l'automatico su motivo infill mentre qua ho messo grid e il sistema calcola in automatico 4mm. mettendo lines esce fuori 2mm. mettere lo 0mm da errore alt, ho appena scoperto che si posso aggiungere voci aggiuntive sull'infill e ancora tanta, tanta roba 😟
-
Impostare Cura per Tronxy X5S
I3D&MLab ha risposto a I3D&MLab nella discussione Software di slicing, firmware e GCode
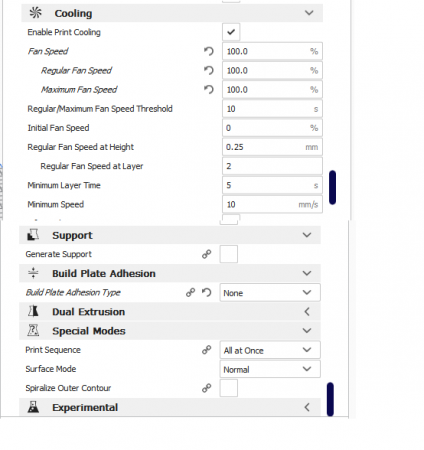
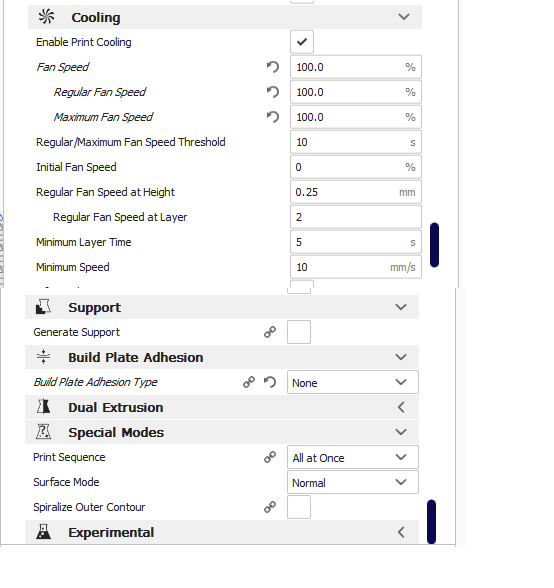
per il Cooling forse sono riuscito a mettere il 50%/100%
-
Impostare Cura per Tronxy X5S
I3D&MLab ha risposto a I3D&MLab nella discussione Software di slicing, firmware e GCode
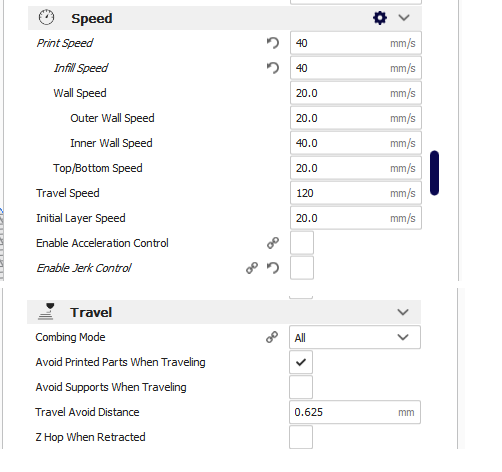
la temperatura bed a 50°C e estrusore a 210°C come avevi consigliato tu. ho notato una cosa strano a dire il vero durante la stampa. guardando la temperatura dell'strusore dull'lcd andava a riscaldare a 210°C e la stampa partiva ma poi a un certo punto quella fissata rimaneva a 210°C (quella in alto) ma quella effettiva stava a 187/188°C (in basso) e non risaliva, il che è strano. il bed invece fisso a 49/50°C tutto il tempo. il resto dei parametri ho cercato di impostarli come i tuoi ma su alcuni tipo la velocità vemntola 50% minimo e 100% max non sono riuscito a metterlo. carico gli screenshot di Cura 4.0.0 che forse viene più facile capire dove è l'intoppo
-
Impostare Cura per Tronxy X5S
I3D&MLab ha risposto a I3D&MLab nella discussione Software di slicing, firmware e GCode
Aggiornamento ho creato il profilo per la X5S su Cura 4.0.0 creando start G-code e end G-code (appena sistemo tutto li carico nel post iniziale) e sono andato a cercare di impostare i valori dei vari parametri scopiazzando dal profilo Repetierhost sviluppato da @FoNzY La stampante non è esplosa e non cis sono stati danni, e già è un mezzo miracolo 🤣 veniamo ora alla novità, sono spuntate ste "striature" (indicate dalla freccia) che hanno fatto calare la qualità di stampa come si vede bene dal confronto tra il cubetto a destra stampato con g-code generato da repetiehost rispetto a quello a sinistra (ho stoppato io la stampa per evitare di sprecare materiale) con g-code generato in cura 4.0.0. Sospetto che ci sia qualche parametro da settare in Cura 4.0.0 ma ci sono decine di voci e capire cosa lo causa il problema è un'impresa. nessuna idea?
-
Impostare Cura per Tronxy X5S
I3D&MLab ha risposto a I3D&MLab nella discussione Software di slicing, firmware e GCode
Ok ho capito, sono un po lento oggi. Grazie ancora -
Impostare Cura per Tronxy X5S
I3D&MLab ha risposto a I3D&MLab nella discussione Software di slicing, firmware e GCode
Ah ok, si effettivamente ha senso conoscere l'ingombro su X e Y di tutta la testa di stampa in quello spazio fra piano e end-stop di Z se si vuole evitare che vada a sbattere su altra roba stampata sul heatedbed. devo andare a vedere le misure precise sul modellino 3D a sto punto. Se stampo tutto in contamporanea partendo da 0 non ci dovrebbero essere problemi comunque, giusto? -
Impostare Cura per Tronxy X5S
I3D&MLab ha risposto a I3D&MLab nella discussione Software di slicing, firmware e GCode
ok. Eh manco io lo che sono sti printhead settings, quello è il problema 😄 -
Impostare Cura per Tronxy X5S
I3D&MLab ha risposto a I3D&MLab nella discussione Software di slicing, firmware e GCode
ok chiarissimo, allora le righe di commento le levo? per il discorso Printhead Settings invece che te ne pare, è giusto mettere tutto a zero? -
Impostare Cura per Tronxy X5S
I3D&MLab ha risposto a I3D&MLab nella discussione Software di slicing, firmware e GCode
Salve ragazzi aggiungo pure voi @Lupsy ed @mga che magari torna utile anche voi la cosa -
Dove la tieni la stampante? il PLA è a base di mais a quanto ne so, diverso è il discorso se usi Abs o altro. certo se l'odore da fastidio puoi sempre usare un tubo pluviale e ci metti su una ventola intubata che scarica fuori casa. una di queste da 120mm dovrebbe andare bene, solo attento a prenderla silenziosa che sennò fa troppo casino
-
Impostare Cura per Tronxy X5S
I3D&MLab ha risposto a I3D&MLab nella discussione Software di slicing, firmware e GCode
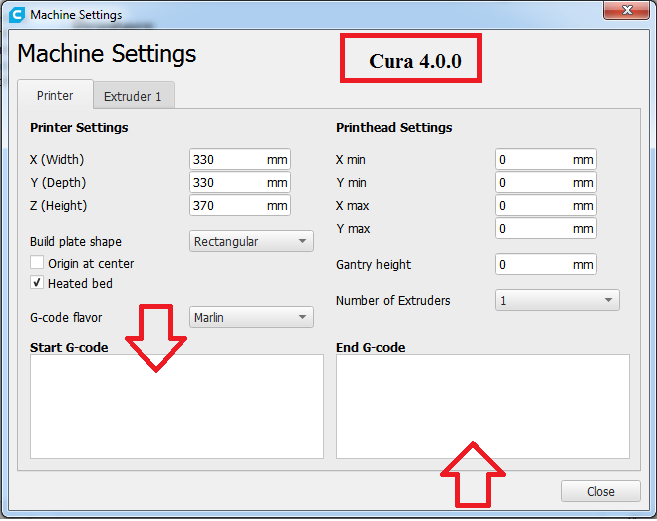
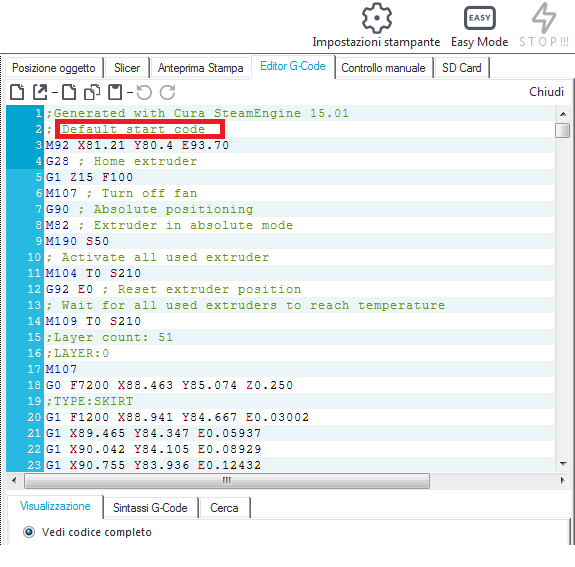
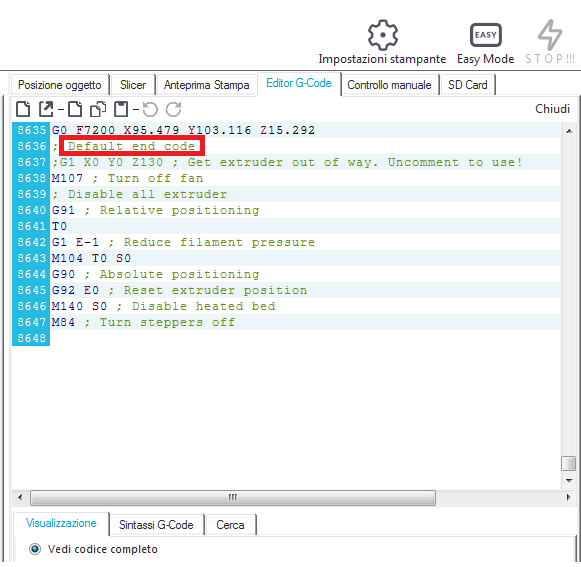
salve a tutti, scusate se vi disturbo @FoNzY @ffabrizioluga @fi7ippo @thomas72 @Enzo Latorraca ma ho visto che possedete anche voi una Tronxy X5S. Ovviamente aggiungete altri se conoscete qualche altro utente possessore, più siamo meglio è 🙂 Sto provando a sistemare Cura per la X5S e penso che un brain storming possa essere d'aiuto. Fondamentalmente ho trovato un paio di video su come impostare la cosa e nello specifico dal video in tedesco che ho postato nel precedente post ho visto che in Cura i valori del Printer Setting e del Printerhead Setting. Sul printhead il tedesco mette tutto a 0 perchè dice che tanto stampa tutto in parallelo e quindi l'ingosbro dell'estrusore non è importante. che ve ne pare? Comunque il "difficle" arriva con lo Start g-Code e con l'End G-code perchè a quanto pare è fondamentale il firmware per i comandi e io ho su il Marlin 1.1.7. Qua la schemata di Cura 4.0.0 per le impostazioni della stampante e come potete vedere in basso ci sono due riquadri in cui va inserito il G-code Sono andato a vedere su Repetierhost col Cura engine 15.01 come lo crea sto benedetto G-code e questo è quello che ne è venuto fuori con il profilo PLA sviluppato da @FoNzY e che si trova sempre in questo thread qui il default Start g-code e qui il Default End G-code Ho controllato il codice usando le informazioni di questo sito https://reprap.org/wiki/G-code voi avete avuto modo di impostare Cura? se inserisco gli stessi comandi che genera Repetierhost con il Cura Engine 15.01 in Cura 4.0.0 ci potrebbero essere problemi? grazie e scusate se vi ho disturbayo, ma credo che può tornare utile impostare Cura per bene 🙂
-
Impostare Cura per Tronxy X5S
I3D&MLab ha risposto a I3D&MLab nella discussione Software di slicing, firmware e GCode
Gente ho trovatoo un video, in tedesco purtroppo ma coi sottotitoli in inglese, in cui impostano Cura per una tronxy X5S. (occhio che mette X=400 e Y=400 in printer setting perchè è la versione da 400x400x400, nella versione standard X=330 e Y=330) in questa'altro video si vedono anche dei parametri di stampa e un test di stampa qui pure qualche info sulla configurazione https://github.com/FoinB/Tronxy-X5S-Marlin Ps. le informazioni da queste fonti sono un po contradditorie fra loro. bisogna studiarsi la cosa per bene -
ho smontato il piano d'alluminio ed era più alto al centro. ora vedo che mi invento per raddrizzarlo. edit sganciato il pianto ho verificato con una riga in metallo ed era storto. ho costruito una dima e lo ho raddrizzato, rimontato ora funziona