I3D&MLab
-
Numero contenuti
492 -
Iscritto
-
Ultima visita
-
Giorni Vinti
3
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di I3D&MLab
-

Corso di Stampa3D per la progettazione di stamp a Reggio Emilia
I3D&MLab ha pubblicato una discussione in Corsi, concorsi, workshop
Ho visto che c'è un corso sulla stampa 3D tenuto da Alessandro Tassinari @BMaker a Reggio Emilia dal 13/05/2019 al 20/05/2019, magari può tornare utile quest'informazione qui sul forum. http://www.formart.it/corsi/reggio-emilia/stampa-3d-per-la-progettazione-di-stampi/4541 -
Problemi con Retraction
I3D&MLab ha risposto a Graziano94 nella discussione Problemi generici o di qualità di stampa
70mm/s é il massimo che puoi impostare quindi Cura ti resetta il valore se metti 80 -
La mia giá a 3000 pare un po indemoniata e una volta ho pure provato a 5000 e secondo me si sarebbe smontata da sola se avessi insistito :D Lo sto usando proprio ora il pla+ sunlu grigio e si deve stare attenti col primo layer visto che ho notato che anche una minima staratura del piano influisce sull'adesione e le geometrie stampate ne risentono. Il geeetech é piú "compresivo" da questo punto di vista
-
Salve a tutti - sono nuovo, mi chiamo titta
I3D&MLab ha risposto a titta nella discussione Presentazioni
Benvenuto! Vedrai che qua c'è parecchia gente che ne sa di sta roba. anch'io sono agli inizi con la stampa3D e qui ho trovato tanti consigli utili. -
Benvenuto sul forum!
-
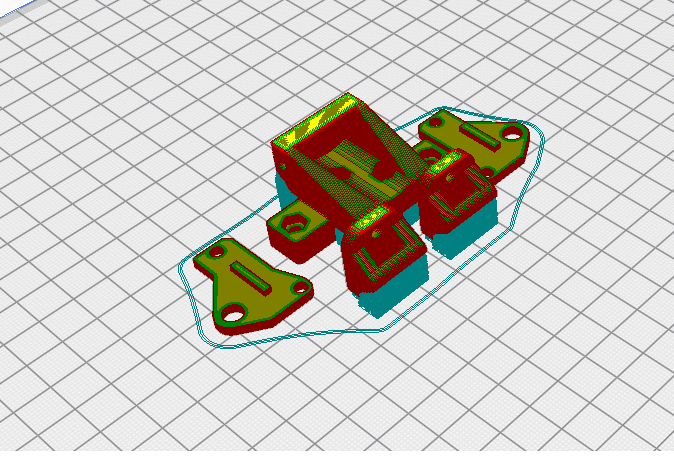
stasera ho buttato giù un modellino del tendicinghia. domani spero di poter riuscire a stamparlo e se resiste lo sgrosso visto che ho esagerato col materiale ps l'ho mandato in stampa

-
Sto cercando di capire come convenga procedere. Penso che é meglio mettere un sistema a vite fissato sulla parte destra del carrello dell'hotend. Boh vedo di inventarmi qualcosa
-
Sono contento di come é venuta fuori 🙂 Credo che sulle forme circolari influisca parecchio anche la tensione delle cinghie e per questo sto pensando a come aggiungere un tensionatore. @FoNzY tu l'hai aggiunto alla tua X5S il tendicinghia? ps ora sto facendo una stampa da 12 ore, vediamo se esplode sta cinesona 😄
-
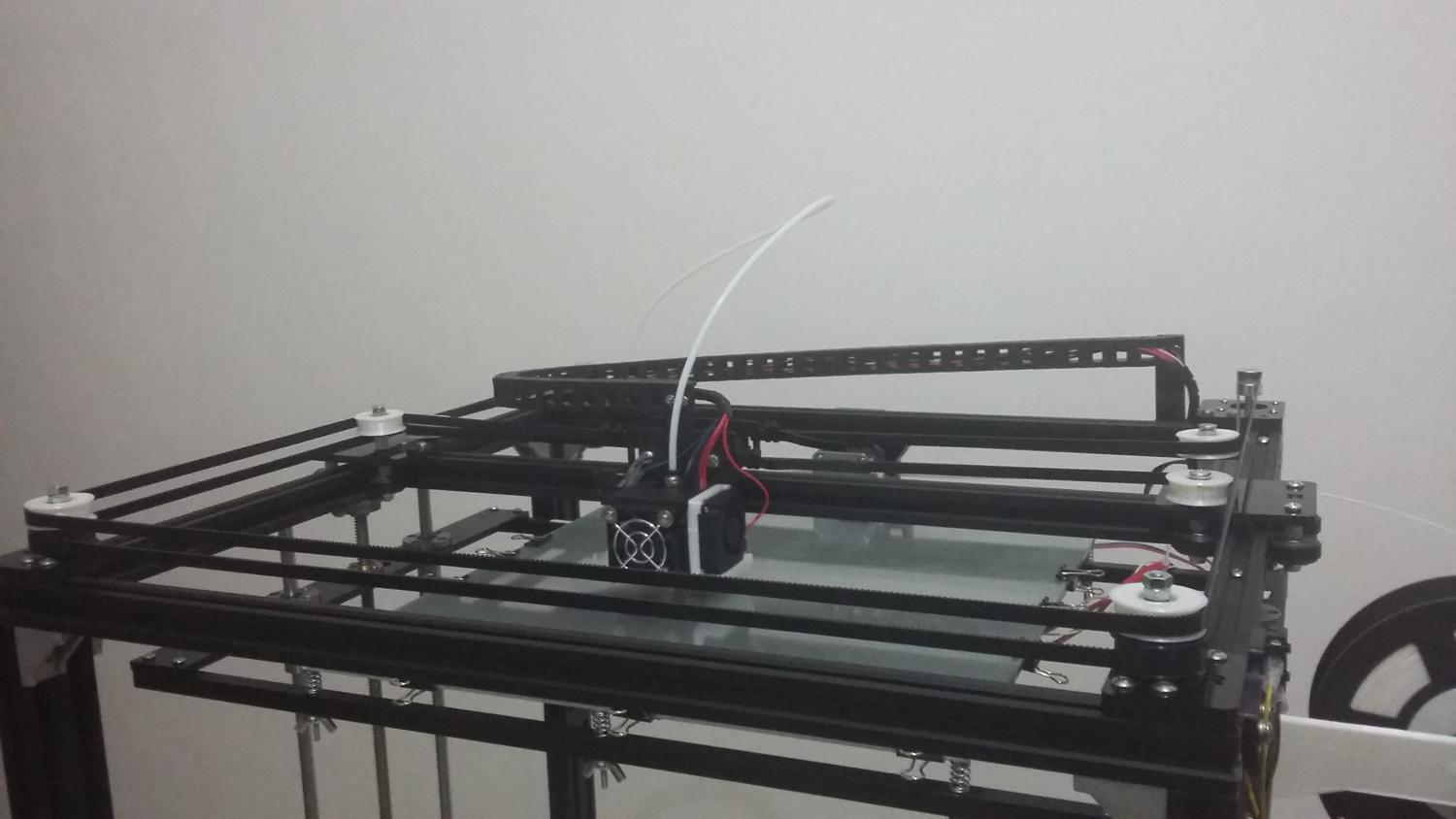
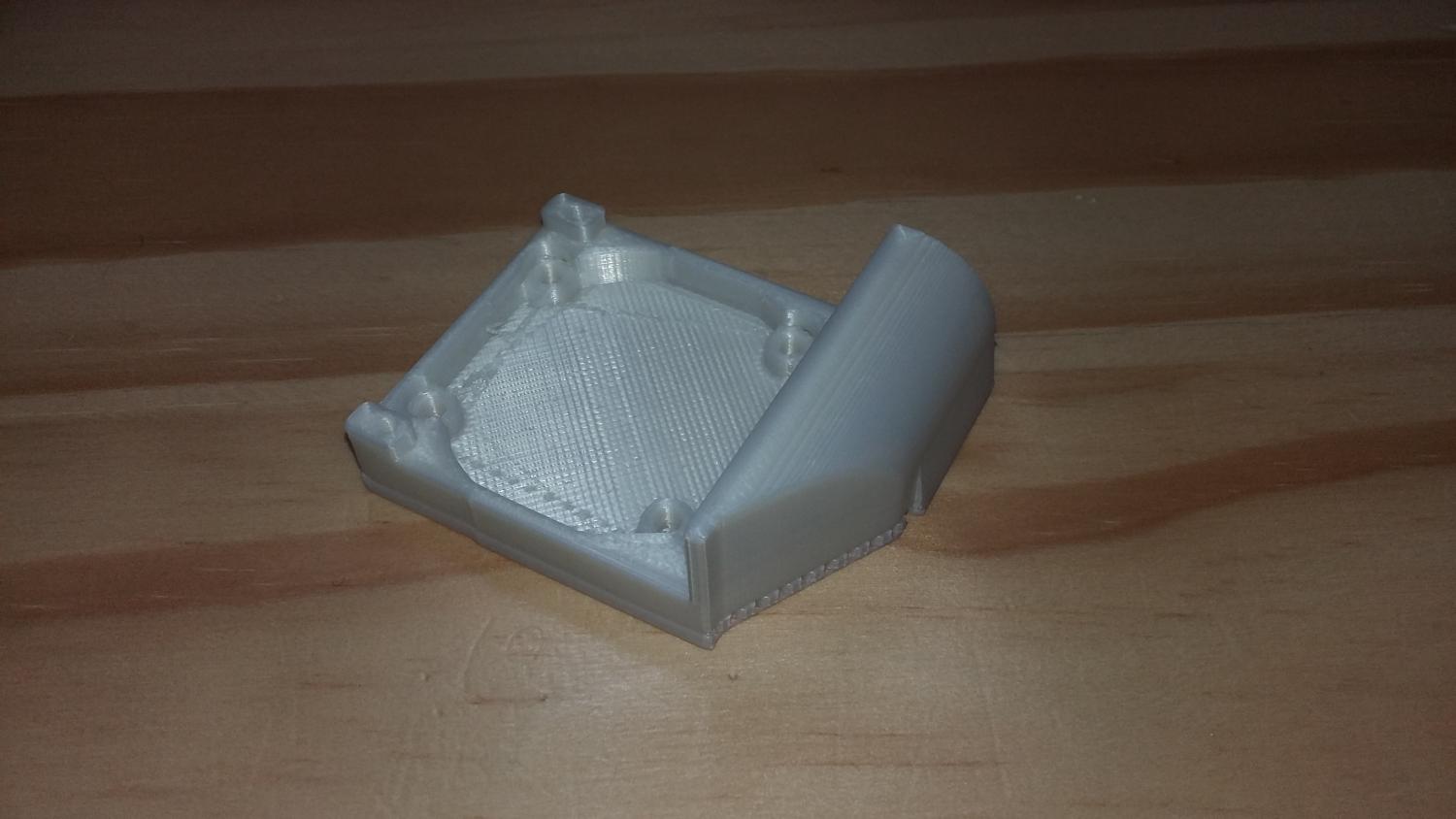
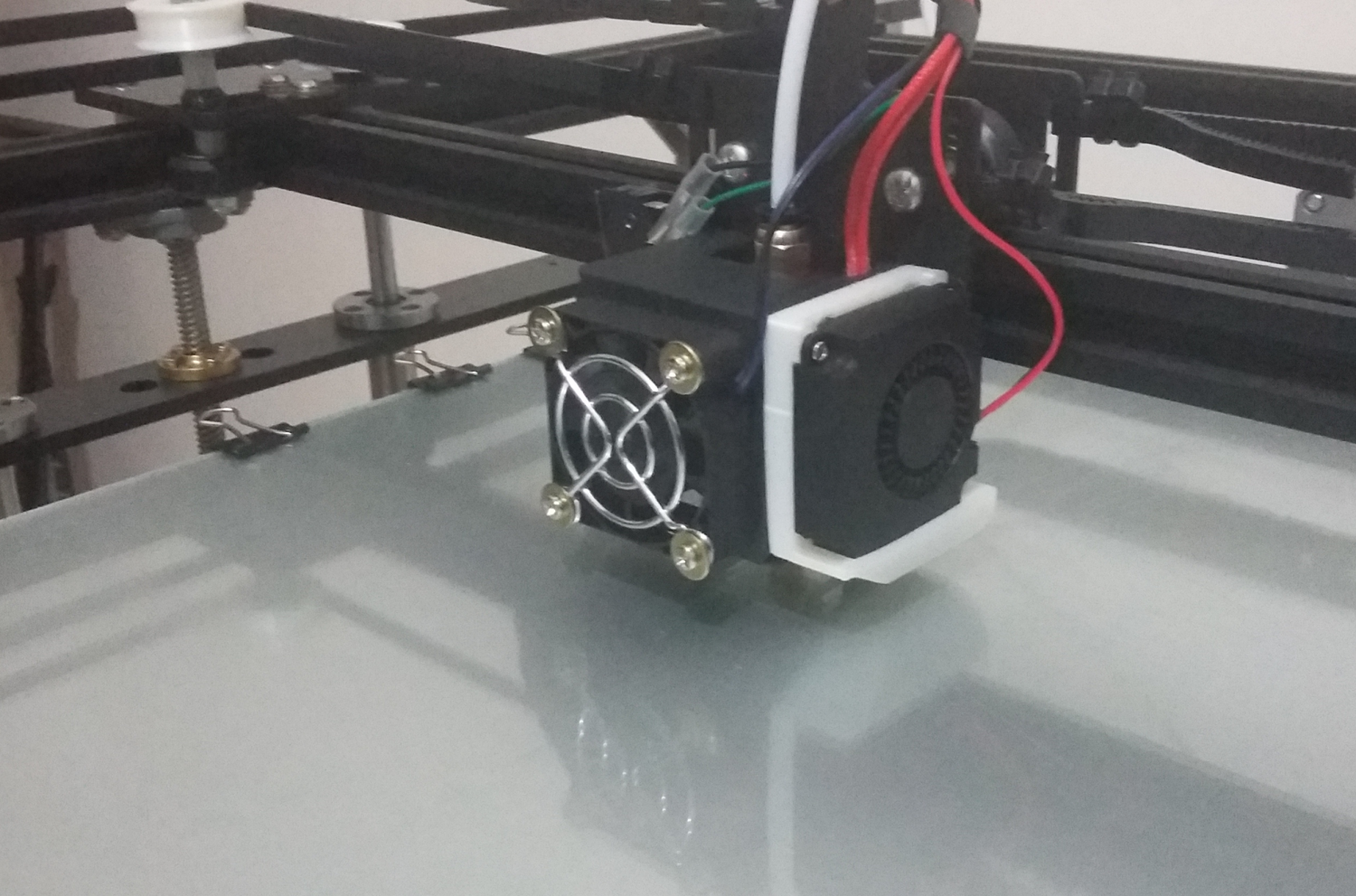
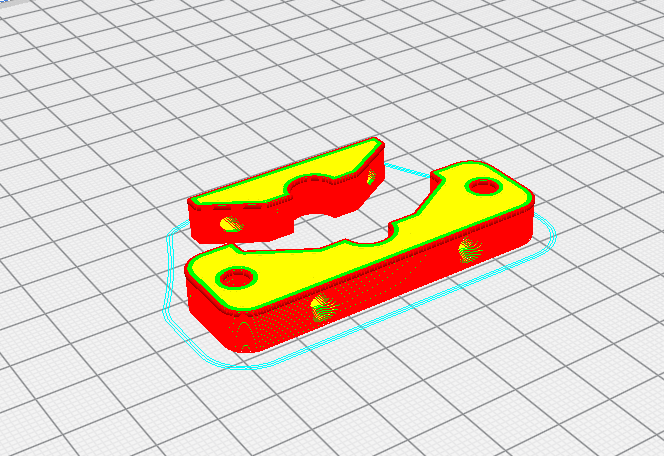
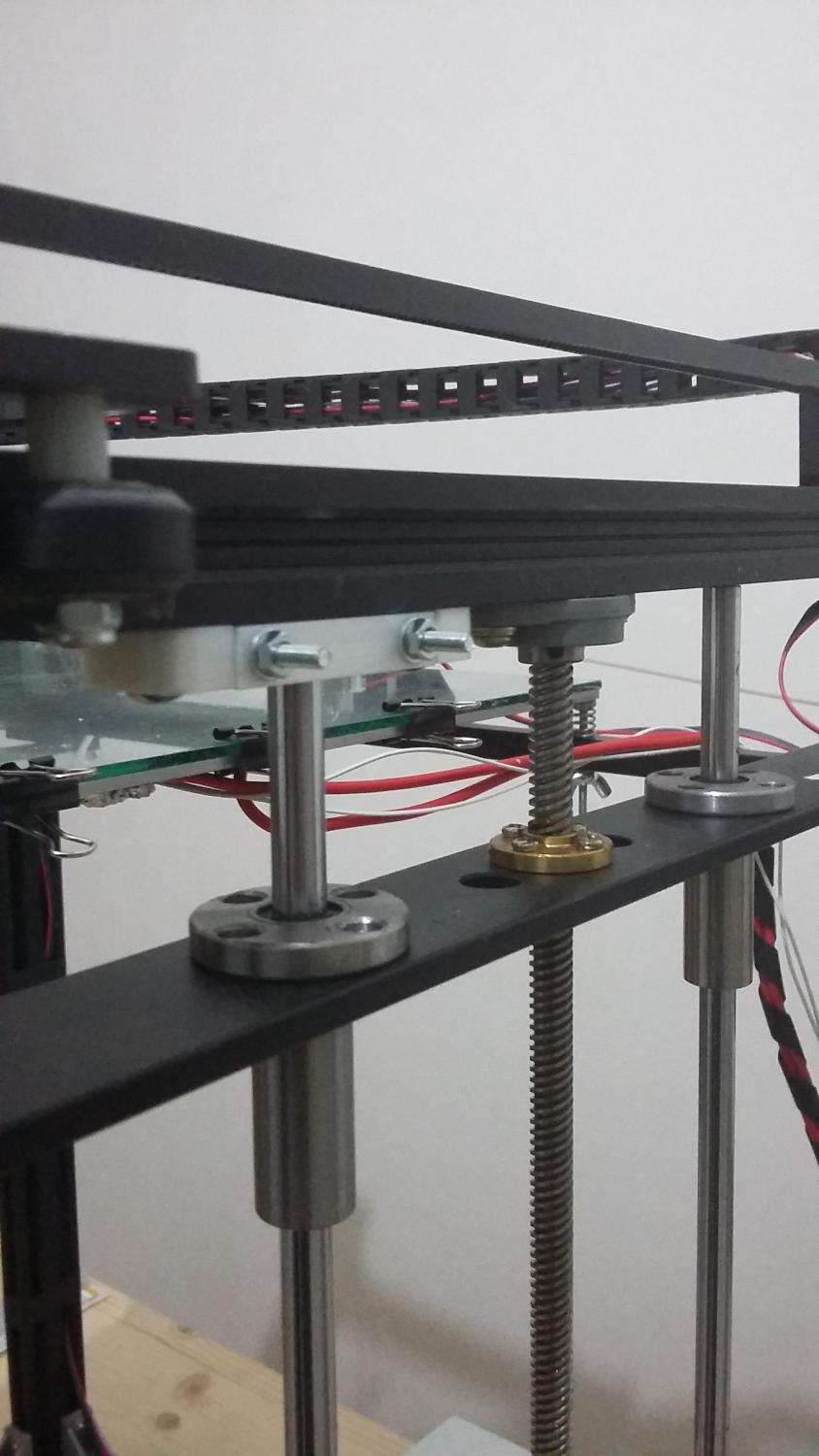
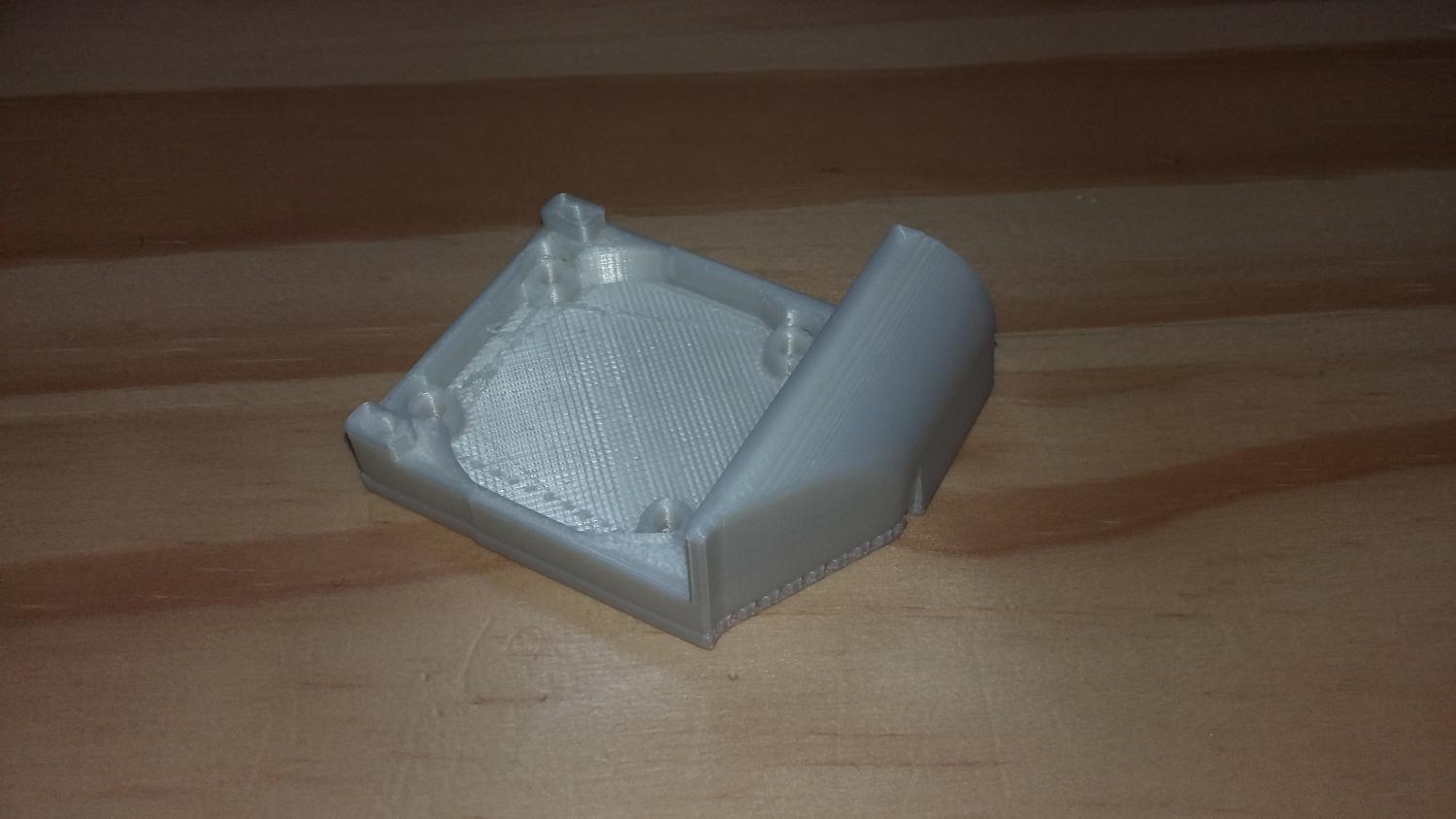
@Marcottt E' la mia prima stampante quindi non posso fare paragoni con le altre ma devo dire che levato lo sbattimento iniziale per metterla in funzione (più per l'attesa dei ricambi dalla Cina a dire il vero) e per cercare di sistemare la cinghia di sincronizzazione del piano riscaldato non mi sono ancora pentito d'averla presa sta corexy. 🙂 Oggi ho pure fatto un altro upgrade per risolvere il problema degli slittamenti durante la stampa. Avevo notato infatti che la cinghia veniva frenata in qualche modo dalle rondelle usate come guide dal costruttore. Ho quindi stampato delle pulegge per le cinghie di X e Y che ho trovato su Thingiverse e che consentono di riusare i cuscinetti a sfere 625zz https://www.thingiverse.com/thing:2811858 ecco come sono montati sulla stampante Ho fatto diversi test e funzionano bene, nessuno slittamento registrato Nella foto si nota anche il fanduct tronxy modificato in maniera da essere più leggero e allo stesso tempo con un beccuccio per evitare il flusso d'aria sulla resistenza dell'estrusore che con lo stock si verificava. ecco come era appena finito di stampare con ancora i supporti qui montato sulla stampante ora ho in stampa dei bloccaggi per le guide dei cuscinetti lineari dell'asse Z. quelli della tronxy hanno risparmiato ma senza sostegno le guide tendono a vibrare e penso influisca sulla qualità di stampa. ps ecco come è venuta la stampa e qua si vede montata sulla stampante ovviamente è una soluzione provvisoria e andrò a sostituirle con dei componenti in metallo quanto prima
-
Modificare un modellino su Blender
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
ho usato Solidworks, Blender è purtroppo ancora un enigma per me. la stampa è finita intanto ed ecco che è venuto fuori appena finito e con ancora il supporto non rimosso qua dall'altro lato
-
Modificare un modellino su Blender
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
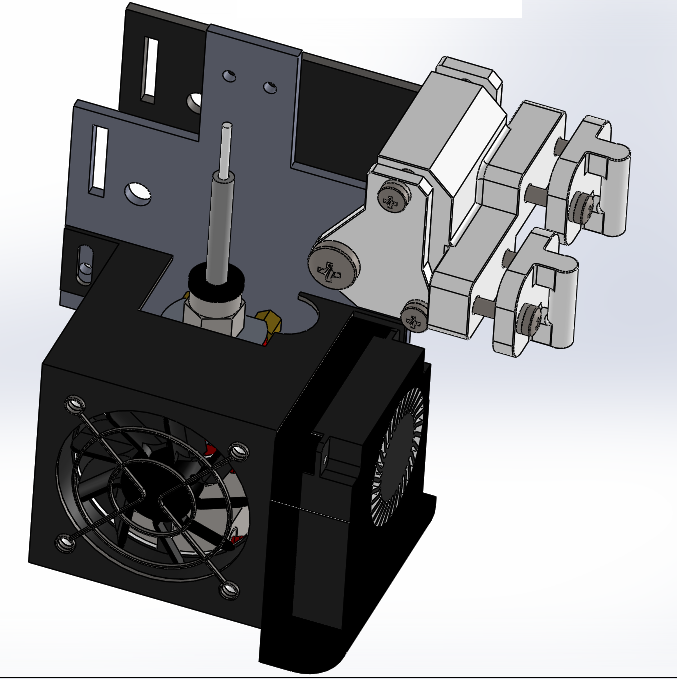
Aggiornamento la ventola in fase di test ha dato qualche problema e h richiesto la sostituzione al venditore. ne frattempo mi sono modellato una modifica per la ventola stock 4010 creando un beccuccio che vada ad orientare il flusso d'aria in basso Adesso ce l'ho in stampa
-
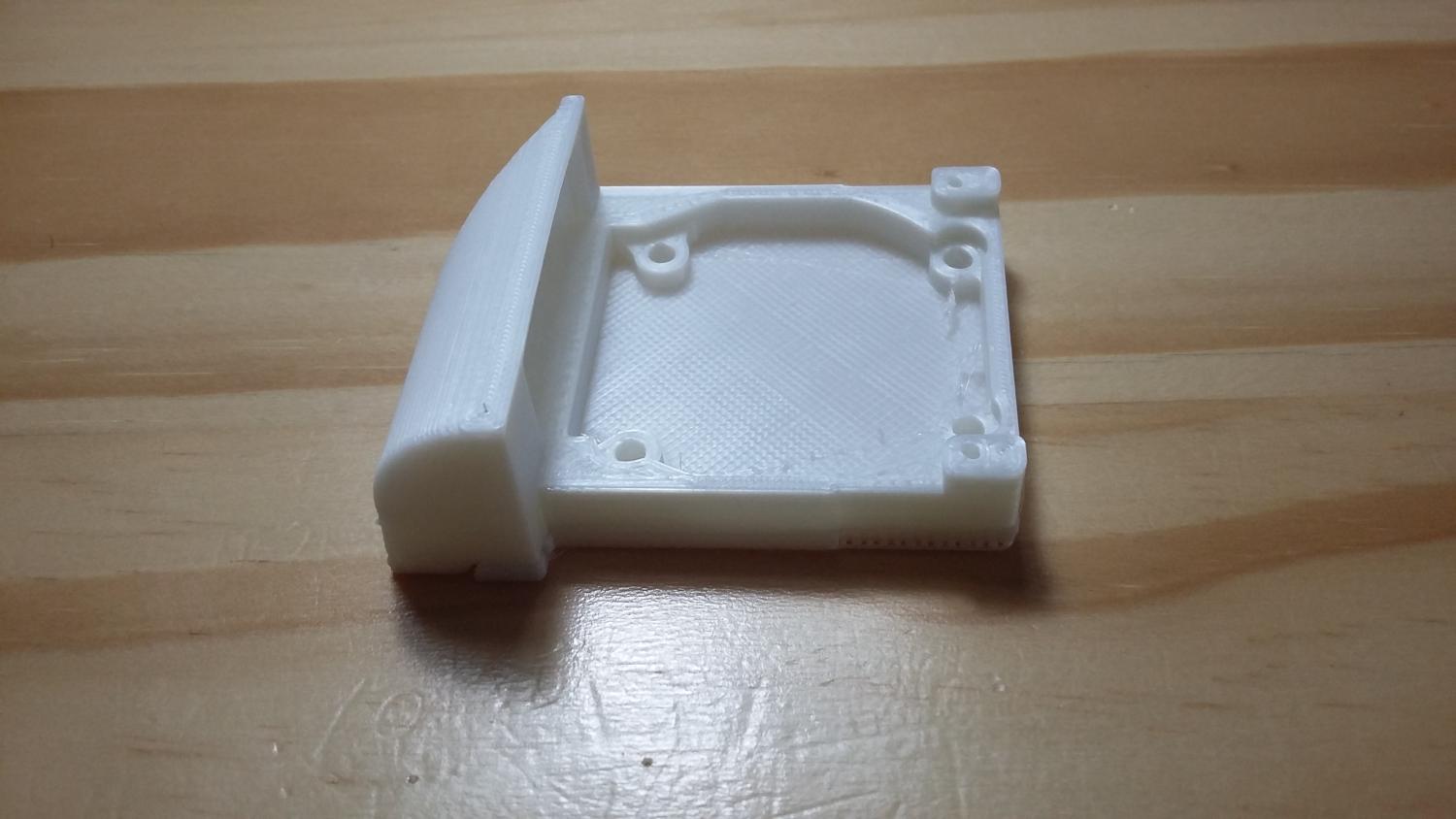
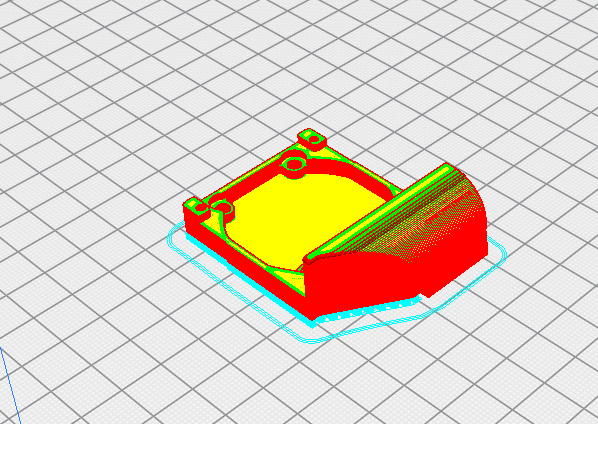
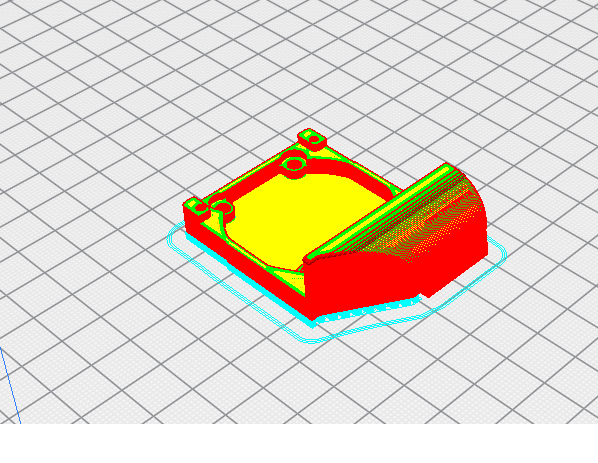
in questi giorni ho stampato un sistema per lo spool del filo. avevo avuto qualche caso di filo spezzato quando usavo il filo geeetech e mi sono deciso a cercare qualcosa su Thingiverse e ho trovato questo https://www.thingiverse.com/thing:767317 per cui servono due cuscinetti a sfere 608 ma per le bobine Sunlu occorre un adattatore perchè il folo centrale è più grande dello standard Geetech. Ho quindi modellato in Solidworks l'adattatore assieme ad una staffa per mettere allineato la bobina con l'estrusore e l'ho stampato. ecco cosa ne è venuto fuori
-
vabbè tranquillo che le mie stampe sono piene di difetti, al momento bado alla quantità più che alla qualità 🙂 il fatto è che dovevo stampare un po di roba per la stampante tipo spool holder, qualche staffa, qualche guida per le cinghie perchè avevo riscontrato problemi tipo filo che si spezzava, scivolamento delle cinghie. Ora mi rimane da stampare qualcosina per sti problemi e poi mi rimetto a fare i test ps ecco come è venuto il sistema per lo spool holder e mo sto stampando questo
-
Grazie! Auguroni anche a te e a tutti gli utenti del forum e buone stampe. Io di sti giorni sto stampando a bomba 🙂
-
TronXY X5S Y axis MGN12H gantry (part 01) TronXY X5S Y axis MGN12H gantry (part 02)
-
Impostare Cura per Tronxy X5S
I3D&MLab ha risposto a I3D&MLab nella discussione Software di slicing, firmware e GCode
Avevo impostato lo z-hop a 1mm e il problema fllamenti era amplificato, poi calando a 0.3mm la situazione è migliorata. ad ora ho provato solo quei due valori am effettivamente dovrei fare un test comparativo senza z-hop per completezza. fino ad ora per chiarirmi le idee ho fatto esperimenti giocando solo sui parametri ventola, temperature, retraction e speed retraction -
Impostare Cura per Tronxy X5S
I3D&MLab ha risposto a I3D&MLab nella discussione Software di slicing, firmware e GCode
ottimo, vedi di fare qualche test e vedo come va. col PLA plus le cose variano tanto? -
Impostare Cura per Tronxy X5S
I3D&MLab ha risposto a I3D&MLab nella discussione Software di slicing, firmware e GCode
No aspetta io mi riferivo allo z-hop, per quello come conviene procedere? -
Impostare Cura per Tronxy X5S
I3D&MLab ha risposto a I3D&MLab nella discussione Software di slicing, firmware e GCode
ok allora proverò a salire di velocità di retraction e di retraction allora. lo z-hop height l'ho impostato a 0.3mm, all'inizio era a 1mm è peggiorava la situazione. variazioni di 0.1mm possono andare bene? grazie per i consigli 🙂 -
Modificare un modellino su Blender
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
oggi avevo fatto partire la stmapa ma dopo un paio di ore ho trovato sta roba, probabile per una delle cinghie lenta qui senza i supporti ad ogni modo ho potuto collaudare l'accoppiamento ora sto stampando un spool holder perchè il filo rischia di spezzarsi troppo spesso e poi riprovo a stampare il fanduct
-
Impostare Cura per Tronxy X5S
I3D&MLab ha risposto a I3D&MLab nella discussione Software di slicing, firmware e GCode
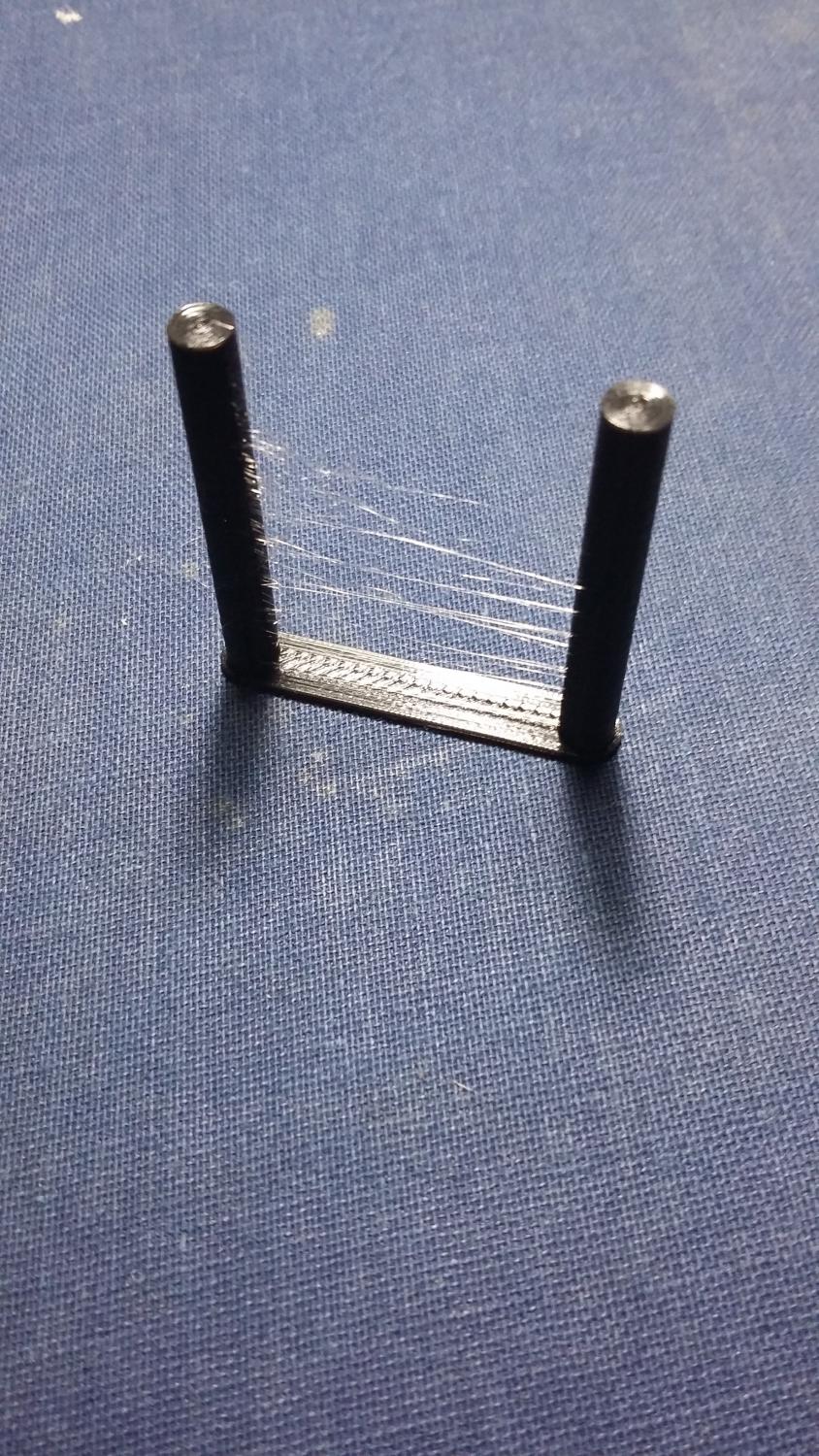
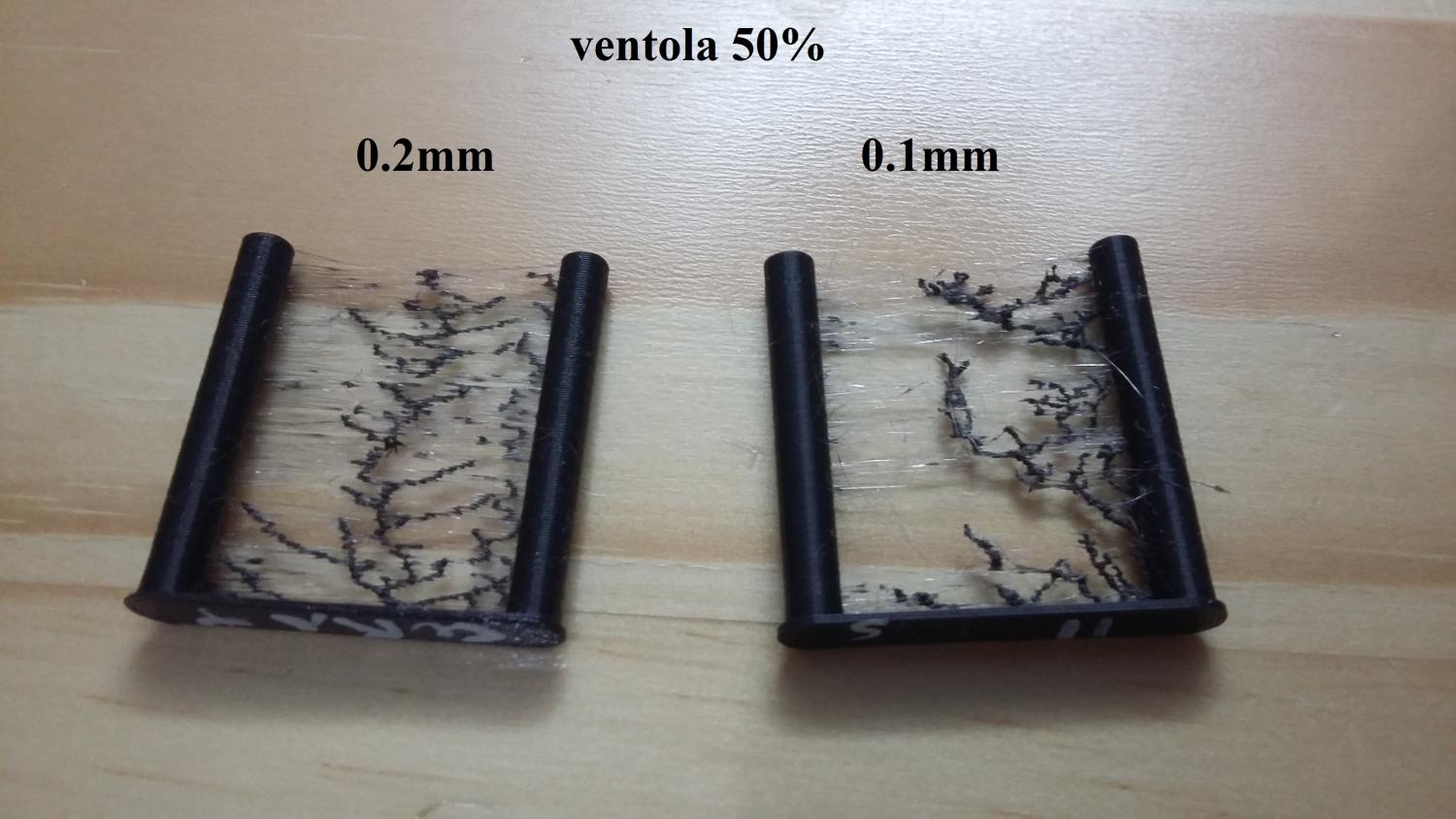
Ciao @FoNzY scusa se ti disturbo ma di sti giorni ho fatto un po di test sulla retraction e mi sono accorto che usando lo stesso valore di retraction e retraction speed sul test con layer 0.2mm e 0.1mm ottengo risultati veramente differenti. seguendo i tuoi consigli avevo impostato retraction 4.9mm e speed retraction 40mm/sec e per 0.2mm vanno bene, mentre per 0.1mm di layer producono come una sovrabbondanza di materiale che viene trascinato dal nozzle e fa i filamenti. in foto un confronto fra un provino con layer 0.2mm e pressochè senza problema di filamenti e a destra un altro provino con layer 0.1mm dove invece il problema filamenti c'è eccome. quale paramentro dovrei variare per risolvere anche sui provini da 0.1mm? grazie 🙂
-
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
il layer è alto la metà quindi gli dovrebbe servire la metà del materiale andando di logica, ma questo come si traduce nel software? sul flow? -
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
sono sicuramente venuti molto meglio da quando ho cambiato il nozzle e aumentato la velocità della ventola, quello si. i filamenti sono proprio sottilissimi tipo ragnatela e non sapendo che aspettarmi non so se sono normali, per quello ho preferito chiedere qui sul forum. magari domani provo a calare di qualche grado come mi suggerisci e vedo che succede. la superficie dei cilindri è abbastanza regolare e sicuramente con layer 0.1mm sarebbe più liscia, ma se imposto a 0.1mm il problema filamenti si aggrava e non riesco a capire perchè. tu usi gli stessi valori di retraction e speed retraction sia a 0.2mm che a 0.1mm di layer?
-
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
Rieccomi con un po di risultato sono partito col test di @Tomto dopo aver sostituito il nozzle andando ad impostare la ventola al 50%. Riprendendo i valori di retraction dal profilo di @FoNzY con temperature nozzle 210 °C e temperature bed 50°C, retraction 4.9mm e speed retraction 40mm/s e z-hop height 0.3mm. Sia con layer 0.2mm che con layer 0.1mm non c'era verso di risolvere il problema anche variando i valori. Sicuramente per la ventola lenta che non produce un raffreddamento abbastanza repentino del materiale fuso. Salendo con la velocità ventola fino a 100% e andando ad impostare temperature nozzle 210 °C e temperature bed 50°C, il valore di retraction 3.5mm e speed retraction 45mm/s, z-hop height 0.3mm che aveva dato buoni risultati nel test della torre che ho fatto settimana scorsa. Per layer 0.2mm c'era qualche filamento sottile, sul 0.1mm invece il problema persiste Andando semore con ventola 100%, temperature nozzle 210 °C e temperature bed 50°C a retraction 4.9mm e speed retraction 40mm/s, z-hop height 0.3mm. nel caso layer 0.2mm c'è qualche filamento sottile mentre nel caso layer 0.1mm il problema persiste qua un po di provini con layer 0.2mm e retraction 4.9mm andando a variare la speed retraction da 30mm/s a 70mm/s e pure un paio di prove con retraction 3.5mm e 6.5mm i filamenti sottili ci sono in tutti i casi. può essere un problema del materiale? avrà preso umidità? perchè sui provini con layer 0.1mm il problema è peggiore?
-
Modificare un modellino su Blender
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
sul laptop del laboratorio, vecchia cpu e con solo l'integrata, non c'è ne la gtx e neppure la quadro. La quadro M4000 ce l'ho sul fisso ma per un lavoretto così basico non ho ritenuto ne valesse la pena. vedrò di fare un test pure li giusto per cusiosità 🙂 ok allora lo porto a 45 gradi. ho visto come funziona il plug-in ed effettivamente è forte come cosa. ora spero di finire gli ultimi test di taratura e poi provo a stamparlo. grazie mille per i consigli 🙂