Tomto
-
Numero contenuti
3.649 -
Iscritto
-
Ultima visita
-
Giorni Vinti
57
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Tomto
-
Non è che non me lo fa usare non esiste per la A1 mini. Ma tanto alla fine cambia poco i profili differiscono di poco e solo per temperature e ventilazione. Vabbè è una macchina pensata per essere Plug and play con pla/pet/tpu. Che poi anche il tpu è stampabile con il profilo del pla 😂 boh
-
ma infatti ho detto che la scatola è un test , ho messo il minimo sindacale per vedere cosa ne veniva fuori . 2 perimetri non li metto mai perché se metti il pla ti fa fare lo slicing ma al momento della stampa ti dice che le temperature sono eccessive e blocca tutto. Succede lo stesso se imposti i filamenti caricati , se non hai il nozzle in acciaio temprato non fa partire la stampa , ti da il messaggio di errore
-
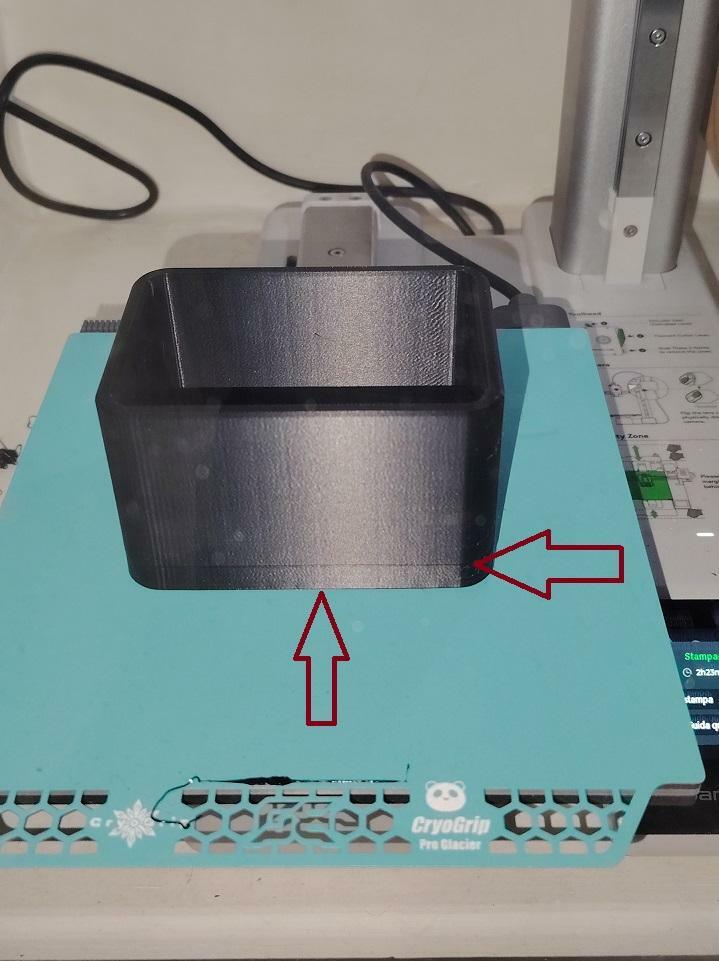
Questa "scatola" è un test , misura 100*60*70 mm , pareti interne 5mm La freccia a destra indica una linea in corrispondenza del top layer del fondo della scatola , quella in basso indica un pattern che è di sicuro quello dell'infill che traspare , lo vedevo già mentre stampava . Anche il bottom layer fa trasparire l'infill e sembra rovinato ma sono solo 3 layer troppo pochi una cosa simile mi capita con il pla quando è marcio/umido , ma non penso sia questo il caso 2 perimetri non bastano devo compensare il " ritiro" Le dimensioni differiscono da quelle nominali di 2/10 mentre le pareti spesse 5 mm sono corrette ( meno di 1/10 ) Il profilo di stampa che ho usato è quello per il pet g di bambulab con il bad a 80° L' adesione al piano di stampa ha tenuto ma è molto precaria , appena finita la stampa con il pei bollente il pezzo viene via con estrema facilità , se invece uso il pei di bambu+lacca il distacco è difficoltoso anche quando è freddo. Se questo pseudo abs fa il suo lavoro lo continuerò a stampare. Non ho problemi di z offset lo si vede dal layer di 0.3 decimi in foto perciò l'adesione di questo glacier non mi sembra niente di particolare N.B la A1 mini non è adatta per asa o abs io mi sto divertendo a vederne i limiti , e nel mio caso non può essere considerata una stampante aperta

-
non ho posto per un'altra stampante , devo già cambiare quella a resina ho già la camera chiusa non arriverà a 60° ma non è necessaria
-
le prime 3 foto sono della benchy venuta male . la foto con le tre barchette sono 2 in abs venute bene e una in pla con il gcode da13 min presente nella mini di default 80° è il massimo che riesco a raggiungere. @eaman penso che l'ASA me lo posso dimenticare il bed nuovo.....
-
é arrivato il bed glacier di biqu consigliato da @Cubo @eaman. La prima stampa si è staccata quasi subito dopo aver impostato il profilo "ludus" (non ricordo il nome) la seconda stampa ha invece aderito. Mi sembra un piatto il pei come con la texture diversa niente di particolare aderisce bene ma non è niente che facci a gridare al miracolo devo testarlo
-
Questa benchy è stampata a 250° bed a 80° con adesivo altrimenti non attacca e ventilazione a 0 ci sono molte imperfezioni la plastica in molti pinti si è ristretta e on rispetta minimamente le dimensioni nominali Le 2 barchette a destra e a sinistra sono in Hyper ABS quella al centro è la benchy da 13 minuti in pla. Le differenze principali sono nella linea di scafo non presente in quella in pla , anche se penso sia dovuto allo slicing Le 2 in abs sono stampate usando un profilo di bambustudio per pet-g con ventola attiva , letto a 80°, e camera blindata🤣
-
Creare filettature con Bambu studio
Tomto ha risposto a Phan nella discussione Software di slicing, firmware e GCode
Non mi sembra che gli slicer abbiano funzioni di filettatura, per questo ci sono i software CAD 3d. -
tutto quello che vedi è all'interno della camera di stampa , quella con muratura e doppio vetro non ci sono spifferi è ermetica e insonorizzata. Quando tolgo il vetro esce una vampata di calore e una forte puzza. Poi posto le foto ho fatto due benchy una fatta in 48 min che fa abbastanza schifo ed un'altra con ventilazione attiva e modalità ludus (non ricordo come si chiama) che invece è venuta benissimo. 🤣 L' adesione tra i layer è ottima . Non può essere vero ABS è sicuramente "tagliato" con qualcosa Voglio vedere come si comporta con i vapori di acetone
-
-
Sto stampando Hyper abs . Con 80° sul letto niente da fare , ho provato con additivi e l'unico che funziona è la lacca. ho aspettato una mezz'ora per far scaldare "la camera" di stampa sembra che la benchy stia venendo bene. Vi aggiorno
-
si ma dove? quale ultimo step ? non siamo li vicino a te , dove compare nello slicer o nel display ? Quale slicer stai usando? se compare nello slicer è mooolto probabile che tu stia stampando un oggetto piu grande di piatto di stampa . Sicuramente è una cosa che si risolve subito.
-
infatti pare strano anche a me . Quel tipo di messaggio mi era comparso su bambustudio ,stavo "simulando" la stampa a più colori con l'ams , avevo l'oggetto di dimensioni compatibile con il piano di stampa ma bisogna tener conto anche dello spazio per la torre di spurgo @sissyand2723 ha detto solo "mi compare questo errore " non sappiamo se compare sul display o nello slicer , dovrebbe darci qualche dettaglio in più
-
con i filamenti caricati sono meglio quelli in acciaio temprato
-
temperatura letto consigliata è 110° "[Recommended E-PA Setting] Nozzle Printing Temperature: 250-270℃(at print speed 50 -100mm/s), 270-280℃(at print speed 100 -150mm/s). Printing Platform Temperature: 110℃" Sto vedendo che con il termine hyper creality intende un filamento migliore per l'alta velocità , vedi alche l'hyper pla Sunlu con easy invece intende proprio facile da stampare Sarà marketing come al solito , forse sono leggermente modificati , bisognerebbe provarli i PA stampabili con la mini sono quasi tutti CoPA , PA 6 o derivati che guardando le specifiche non sono male . mi sembra li faccia anche la overture. Ora provo questo hyper abs e il nuovo piatto......ma so che alla fine mi orienterò su pla pet pet/carbon e/o PA6 , salvo sorprese
-
mi va benissimo , ma a me interessa la resistenza al calore quella dell'abs del filmato mi potrebbe andar bene . So già com'è una stampa in abs con stampanti semiprofessionali , non mi aspetto un risultato simile , sto giocando con la mini fatta per pla/pet/tpu ma io , devo complicarmi la vita 🤣 se riesco a stamparlo lo immergo nell'acqua a temperature diverse 85°/80°/75° ecc e vedo come si comporta. Per l'adesione al piatto loro dicono 75°/95° ma alla fine contaci che sarà 100 .....proverò con quintali di colla ed il mio ingrediente segreto Comunque per stampe outdoor ho scoperto il carbon pet . Nel caso mi servissero parti simili alle plastiche a iniezione faccio il calco di una stampa a resina con la gomma siliconica plasmabile e cassaforma in gesso . Uso questa :
-
Ti consiglio di aprire un tread qui si fanno i saluti. Comunque non ho nulla contro anycubic ne ho avute 2 ed una photon s ancora la uso , faresti meglio a valutare i pro e i contro , ci sono molte valide alternative
-
A te addirittura 120 gradi fa.... La mia.... lasciamo perdere
-
spegnimento estrusore dopo G29
Tomto ha risposto a steve3d nella discussione Problemi generici o di qualità di stampa
Io avevo capito che eri indeciso se prenderla o meno. Il tread del 10 me lo sono perso -
spegnimento estrusore dopo G29
Tomto ha risposto a steve3d nella discussione Problemi generici o di qualità di stampa
ma infatti quasi tutti gli utenti bambu dopo un po' smettono di farlo. io ho sempre fatto tutto in manuale anche il livellamento, ora ho tutto in auto e finora ho voluto testare l'affidabilità Alla fine l'hai presa e quando pensavi di dirlo ? Apri un tread ? ci dici come va' ? sono curioso -
spegnimento estrusore dopo G29
Tomto ha risposto a steve3d nella discussione Problemi generici o di qualità di stampa
non riesco a caricarlo e non capisco perché Si è corretto . Cambia un po' l'ordine se prima di mandare in stampa vuoi ricalibrare flusso ecc , si perdono 5/6min ogni volta. -
Colla per PETG su metallo?
Tomto ha risposto a eaman nella discussione Problemi generici o di qualità di stampa
Scusa se ti rompo le scatole , ma mi puoi linkare qualcosa ? trovo solo stucchi per barche o lucidanti in cera... -
spegnimento estrusore dopo G29
Tomto ha risposto a steve3d nella discussione Problemi generici o di qualità di stampa
lui però raggiunge comunque i 200° strana sta cosa. La mia stampante quando calibra il flusso porta il nozzle a temperatura ma quando fa il livellamento il livellamento la fa abbassare a 170° . se non faccio calibrare il flusso comunque il livellamento lo fa a 170° La mia fa cosi ti allego il g code p.s non mi fa allegare il g code -
Colla per PETG su metallo?
Tomto ha risposto a eaman nella discussione Problemi generici o di qualità di stampa
in pratica va bene quella che prendevo dal ferramenta sotto casa, beh meglio cosi ! Posso quindi usarla sull'abs ed il "problema uv" è risolto ? sempre se riesco a stamparlo -----ti prego non uccidere i miei sogni e le mie speranze🤣 -
Colla per PETG su metallo?
Tomto ha risposto a eaman nella discussione Problemi generici o di qualità di stampa
vernice per gli uv? mi potresti consigliare qualcosa ? grazie