Tomto
-
Numero contenuti
3.664 -
Iscritto
-
Ultima visita
-
Giorni Vinti
57
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Tomto
-
FreeCad: disegno meccanico parametrico libero e gratuito
Tomto ha risposto a eaman nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
non sapevo che fosse a pagamento, se è cosi lo hanno limitato molto mi dispiace -
FreeCad: disegno meccanico parametrico libero e gratuito
Tomto ha risposto a eaman nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
ma intendi componenti fatti con altri cad o creare componenti esterni da associare all'assieme principale? -
Nuova stampante multicolore FDM quale mi consigliate?
Tomto ha risposto a Heda nella discussione La mia prima stampante 3D
la penso esattamente come te è quello che ho pensato quando ho preso la A1 mini ma se devo essere sincero l'ams non è che mi fa impazzire anzi quello di bambulab mi fa schifo è enorme . Io spero che introducano un ams modulare da 2 bobine in poi in mododa aggiungere le unità di cui si ha necessità A me basterebbero 2 bobine più che altro per aggiungere filamenti adatti per i supporti -
Nuova stampante multicolore FDM quale mi consigliate?
Tomto ha risposto a Heda nella discussione La mia prima stampante 3D
intendi che è lento il cambio colore giusto? -
Nuova stampante multicolore FDM quale mi consigliate?
Tomto ha risposto a Heda nella discussione La mia prima stampante 3D
se è come la mega non la modifichi finchè non esce un firmware di terze parti Posso parlare solo per la mini ma non con l'ams , la p1s l'ho solo vista in funzione , ma di un mio amico "bambuloide" quindi se ha difetti non me li dice . Confermo tutto quello che ha detto @Help3d nella sua recensione. sono stampanti plug and play (ad eccezione di quelli che fado a creare io 🤣)ma dire che siano solo per principianti è sbagliato . Se ti piace smanettare non prenderle in considerazione. Se ti interessa stampare e basta possono fare al caso tuo. L' unico problema con la mini è l'adesione al piano se dimentichi di pulirlo. Una tantum ci può essere un intasamento del nozzle , non è infallibile ma risolvi tutto con poco . Mandarla più veloce non serve perdi un po' di qualità di stampa a fronte di poco risparmio di tempo Comunque sia è solo questione di tempo , anche gli altri brand le faranno plug and play, già stanno accorciando le distanza con bambulab , è non di poco.. Considera una cosa però una core xy come la p1s ad alta velocità fanno un casino di rumore non tanto la stampante in movimento ma le ventole. Pure la mini ha la ventola che rompe li cojoni ma mai ai livelli della p1s -
benvenuto
-
Nuova stampante multicolore FDM quale mi consigliate?
Tomto ha risposto a Heda nella discussione La mia prima stampante 3D
se vuoi solo Amazon c'è solo la kobra3 combo e la creality con bambulab vai tranquillo le altre due adesso hanno firmware aggiornati e danno meno problemi. Dovrebbero uscire nuovi modelli se non hai fretta forse è meglio aspettare qualche mese -
Problemi di stampa
Tomto ha risposto a Novasoul33 nella discussione Problemi generici o di qualità di stampa
1-2mm già è un miracolo se fai il primo layer e se lo fai come viene fuori ? no funziona ma non ha senso usarlo visto che Orca ha funzioni aggiuntive -
Problemi di stampa
Tomto ha risposto a Novasoul33 nella discussione Problemi generici o di qualità di stampa
Quando il primo layer viene stampato , problemi come il tuo non possono mai essere dovuti al bed leveling -
PROBLEMI DI STRINGING COME RISOLVERLI?
Tomto ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
se i filamenti hanno preso umidità lo vedi dalle stampe in generale ,comunque lascia stare le foto delle recensioni , lasciano il tempo che trovano. Inoltre nella tua stampa ci sono appena 2 fili si tolgono con pollice ed indice ... e voilà stampa perfetta . Ci sono in rete le videorecensioni della A1 con lo stress test di Autodesk, nel punto in cui ci sono 4 pioli il risultato non è diverso dal tuo non ci fossilizziamo su test "calibrazioni estreme" basiamoci sul risultato stampe di tutti i giorni , se vengono male quelle allora pensiamo ad aggiustare il tiro -
Benvenuto
-
PROBLEMI DI STRINGING COME RISOLVERLI?
Tomto ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
c'è qualche filetto sugli ultimi layer. è uno stress test e dal risultato in foto non si può parlare di problema Castrato / bloccato penso il firmware. Se vuoi "giocare con il jerk" e simili non prendi una bambulab. Puoi al massimo attivare / disattivare qualche parametro ma hai poca discrezionalità. sembra solo nel caso in cui li abbasso tanto. Per il resto è lo stesso discorso che facevamo in altri tread con i profili è tutto uguale . -
PROBLEMI DI STRINGING COME RISOLVERLI?
Tomto ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
non li puoi aumentar le bambulab hanno il firmware chiuso . Se jerk è impostato ad un valore x non puoi andare oltre . Non è detto che da g code le cose cambino , perché se il firmware non accetta comandi di override , anche se cambi i valori la macchina non va oltre quelli di default. Con le bambulab devi usare i profili di default , hai poco margine di manovra mi dispiace . Se hai dello stringing su una singola stampa non significa avere problemi di stringing, dipende dalle stampe , se invece oensi ch3e sia una cosa marcata contatta il servizio clienti apri un ticket e nella peggiore delle ipotesi ti mandano ricambi gratis. In foto non si vede niente . Le bambu hanno già una retrazione "alta" se la aumenti fai solo casino. Hai testato il flusso ? Giustissimo😉 -
PROBLEMI DI STRINGING COME RISOLVERLI?
Tomto ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
@Gaido di quale bambulab stiamo parlando? non mettere valori a caso non serve a niente . Utilizza i profili di default . Dovresti postare qualche foto . é un problema che si è verificato da poco o è sempre stato cosi? -
Sono tutti uguali pure quelli 😂. Auguri!!!!! 🥳🥳🥳
-
Non è che non me lo fa usare non esiste per la A1 mini. Ma tanto alla fine cambia poco i profili differiscono di poco e solo per temperature e ventilazione. Vabbè è una macchina pensata per essere Plug and play con pla/pet/tpu. Che poi anche il tpu è stampabile con il profilo del pla 😂 boh
-
ma infatti ho detto che la scatola è un test , ho messo il minimo sindacale per vedere cosa ne veniva fuori . 2 perimetri non li metto mai perché se metti il pla ti fa fare lo slicing ma al momento della stampa ti dice che le temperature sono eccessive e blocca tutto. Succede lo stesso se imposti i filamenti caricati , se non hai il nozzle in acciaio temprato non fa partire la stampa , ti da il messaggio di errore
-
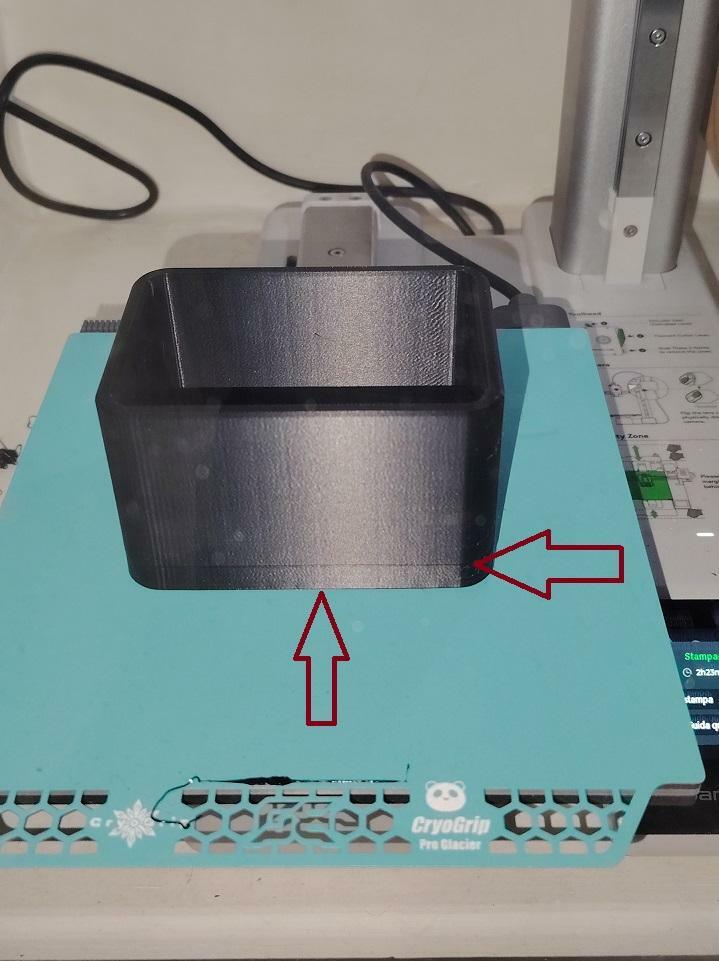
Questa "scatola" è un test , misura 100*60*70 mm , pareti interne 5mm La freccia a destra indica una linea in corrispondenza del top layer del fondo della scatola , quella in basso indica un pattern che è di sicuro quello dell'infill che traspare , lo vedevo già mentre stampava . Anche il bottom layer fa trasparire l'infill e sembra rovinato ma sono solo 3 layer troppo pochi una cosa simile mi capita con il pla quando è marcio/umido , ma non penso sia questo il caso 2 perimetri non bastano devo compensare il " ritiro" Le dimensioni differiscono da quelle nominali di 2/10 mentre le pareti spesse 5 mm sono corrette ( meno di 1/10 ) Il profilo di stampa che ho usato è quello per il pet g di bambulab con il bad a 80° L' adesione al piano di stampa ha tenuto ma è molto precaria , appena finita la stampa con il pei bollente il pezzo viene via con estrema facilità , se invece uso il pei di bambu+lacca il distacco è difficoltoso anche quando è freddo. Se questo pseudo abs fa il suo lavoro lo continuerò a stampare. Non ho problemi di z offset lo si vede dal layer di 0.3 decimi in foto perciò l'adesione di questo glacier non mi sembra niente di particolare N.B la A1 mini non è adatta per asa o abs io mi sto divertendo a vederne i limiti , e nel mio caso non può essere considerata una stampante aperta

-
non ho posto per un'altra stampante , devo già cambiare quella a resina ho già la camera chiusa non arriverà a 60° ma non è necessaria
-
le prime 3 foto sono della benchy venuta male . la foto con le tre barchette sono 2 in abs venute bene e una in pla con il gcode da13 min presente nella mini di default 80° è il massimo che riesco a raggiungere. @eaman penso che l'ASA me lo posso dimenticare il bed nuovo.....
-
é arrivato il bed glacier di biqu consigliato da @Cubo @eaman. La prima stampa si è staccata quasi subito dopo aver impostato il profilo "ludus" (non ricordo il nome) la seconda stampa ha invece aderito. Mi sembra un piatto il pei come con la texture diversa niente di particolare aderisce bene ma non è niente che facci a gridare al miracolo devo testarlo
-
Questa benchy è stampata a 250° bed a 80° con adesivo altrimenti non attacca e ventilazione a 0 ci sono molte imperfezioni la plastica in molti pinti si è ristretta e on rispetta minimamente le dimensioni nominali Le 2 barchette a destra e a sinistra sono in Hyper ABS quella al centro è la benchy da 13 minuti in pla. Le differenze principali sono nella linea di scafo non presente in quella in pla , anche se penso sia dovuto allo slicing Le 2 in abs sono stampate usando un profilo di bambustudio per pet-g con ventola attiva , letto a 80°, e camera blindata🤣
-
Creare filettature con Bambu studio
Tomto ha risposto a Phan nella discussione Software di slicing, firmware e GCode
Non mi sembra che gli slicer abbiano funzioni di filettatura, per questo ci sono i software CAD 3d. -
tutto quello che vedi è all'interno della camera di stampa , quella con muratura e doppio vetro non ci sono spifferi è ermetica e insonorizzata. Quando tolgo il vetro esce una vampata di calore e una forte puzza. Poi posto le foto ho fatto due benchy una fatta in 48 min che fa abbastanza schifo ed un'altra con ventilazione attiva e modalità ludus (non ricordo come si chiama) che invece è venuta benissimo. 🤣 L' adesione tra i layer è ottima . Non può essere vero ABS è sicuramente "tagliato" con qualcosa Voglio vedere come si comporta con i vapori di acetone
-