Tomto
-
Numero contenuti
3.655 -
Iscritto
-
Ultima visita
-
Giorni Vinti
57
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Tomto
-
cosa hanno di particolare? Io di recente ho visto quelli della biqu con encoder (loop chiuso) possono arrivare a 256 m/step (utile più per il minor rumore in teoria)ma mantengono la coppia originale con notevole risparmio di energia, che si traduce in motori freddi non perdono passi ed il motore grazie all' encoder (che se non erro è lo stesso montato sui gimbal per videocamere , solo che su questi ultimi vengono installati su motori brushless trifase e non sui bipolari) Non c' è bisogno di configurarli nel firmware perchè hanno pcb a parte. Nessuno però li ha provati ed in rete ci sono poche informazioni..tu per caso in altre piattaforme li hai sentiti nominare ?hai qualche feedback Forse almeno su x e y potrebbero andar bene. -------------------------------------------------------------------------------------------------------------------------------------------------------- Altra cosa: al di la di tutto le guide lineari che hai preso fanno il loro lavoro? se avevano gioco come hai risolto?
-
@iLMario ma alla fine quale estrusore e hotend hai messo? Fino ad ora la spesa totale a quanto ammonta ? (togliendo eventuali acquisti sbagliati)
-
Problemi di fragilità
Tomto ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Gli ho consigliato di fare tutte le calibrazioni e di guardare i video di help 3d. Sembrava mancare all' appello il thin wall test. Se non sbaglio ha detto che con gli step mm era tutto ok. Con nozzle 0.4 non ha problemi.... può essere che invece abbia saltato gli step mm di E (non ricordo se i video step assi e step estrusore sono divisi forse non lo ha fatto ) Comunque hai fatto bene a ribadire. -
Problemi di fragilità
Tomto ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
prova questo g codexyzCalibration_cube.gcode comunque se la misura è di circa 0.35 , è molto probabile che il reale diametro del nozzle sia 0.3 invece del nominale 0.2 (è una cosa frequente con i nozzle cinesi di scarsa qualità) -
Problemi di fragilità
Tomto ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
guarda la foto e riprova la misurazione
-
Problemi di fragilità
Tomto ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
la tacca in linea mi sembra 0.35 o 0.40 difficile stabilirlo dalla foto l'errore del ventesimale è +/-0.05 @Mat Solo ma il test lo hai fatto con nozzle 0.4? -
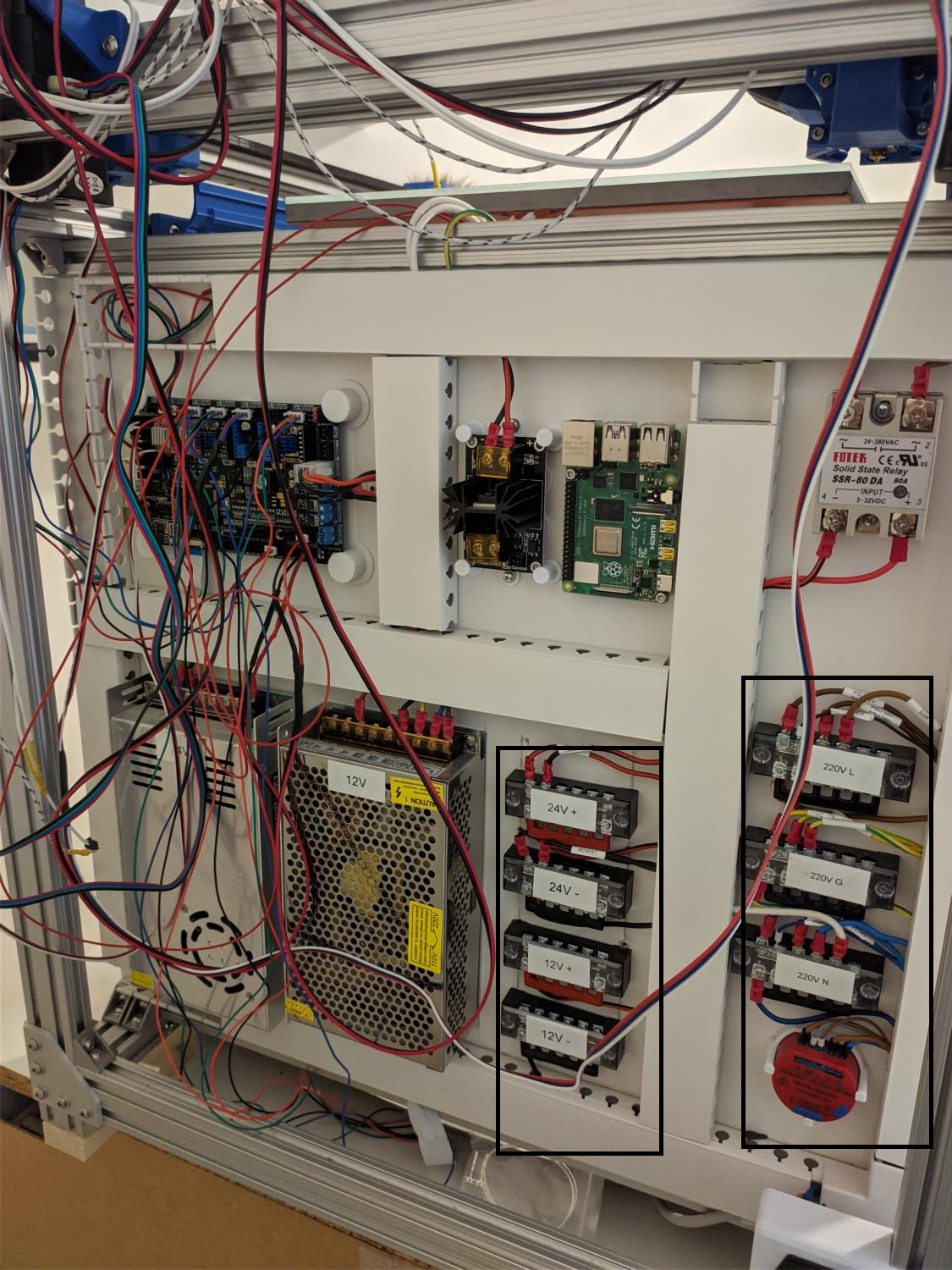
ho capito ,beh meglio cosi😀 uno splitter ? quegli affarini che sdoppiano le linee cioè da due ingressi ne fanno diventare di più quindi per comodità metterai ventole a 24v ...
-
quelli in foto sono splitter? Vedo due alimentatori . Cosa funziona a 12 volt?il relay? hai messo un ups? Hai detto di avere problemi con gli endstop. Sono regolati in sincrono ? in teoria dovrebbero fermarsi simultaneamente alla stessa altezza, dovresti misurare con il calibro se la struttura lo permette ..... oppure pensi che sia dovuto al bed pesante che ogni volta scende?
-
Problemi di fragilità
Tomto ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
prendi un classico cubo 20*20 nello slicer imposti top layer 0 infill 0 e lineee perimetrali uno . Se vedi bene il video viene spiegato -
Problemi di fragilità
Tomto ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Può essere sia sottoestrusione pesante che numero top layer bassi. Sta stampando a 0.12 e cura nei preset lascia il numero dei top bottom invariato. Il profilo impostato dalla casa di quasi tutte le stampanti cinesi è "ottimizzato "per il canonico nozzle 0.4 . In caso contrario devi modificare @Mat Solo posso passarti un g code per questo cubo,ma è essenziale che tu faccia il thin wall test è mi dici il risultato della extrusion witdh...... Vediamo cosa ne viene fuori -
Problemi di fragilità
Tomto ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Ok gli assi vanno bene. Il flusso devi regolarlo con il thin wall test ,devi misurare con il calibro lo spessore del cudo a singolo perimetro di questo test. In questo modo riesci a vedere se la larghezza di estrusione rispetta il diametro del nozzle (meglio se la larghezza di estensione reale è un 10% in più) Che valore hai di percentuale sovrapposizione perimetro? Hai provato a cambiare nozzle? -
ruote dentate conFusion 360
Tomto ha risposto a tonyven nella discussione Software di slicing, firmware e GCode
Ti conviene fare uno sketch del modulo ed usare il linear pattern (non il circular ovviamente altrimenti sprechi solo tempo ....non so se fusion ha una libreria con alcune cremagliere a moduli standard, al limite parti da quelle e modifichi.... -
😂😂😂😂 lo immaginavo. Comunque quando puoi tienici aggiornati. Ho visto alcune foto dell' elettronica ho alcune domande. Appena posso le posto. Purtroppo in questo periodo sono stato assente dal forum per un po'(causa impegni) . A breve dovrei tornare alla carica, mi dovrete sopportare di nuovo 😂😂😂
-
Per sabato prossimo sarà possibile vedere una stampa completa, anche piccola?
-
Problemi di fragilità
Tomto ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Torno a ripetere 3 pareti con nozzle 0.2 sono poche. Controlla la percentuale di sovrapposizione perimetro. Se vuoi una stampa più robusta devi impostare un numero di linee perimetrali che eguagli almeno lo spessore di quando stampi con nozzle 0.4.Stessa cosa per i top e bottom layer. Hai visto i video di help 3d sulla calibrazione su YouTube? Devi essere certo che la stampante sia almeno ben calibrata. Per caso il filamento è il tianse rosa? In tal caso anche se fai come ti ho suggerito, la stampa sarà meno fragile di prima, ma non aspettarti grandi cose perchè quel filamento ha dato problemi anche ad altri utenti. Se non sbaglio lo ha usato @iLMario -
Benvenuto
-
Problemi di fragilità
Tomto ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Non vuol dire nulla. Probabile che sia da cambiare..... Quante ore di lavoro ha? Stampare layer 0.4 con nozzle 0.4 è matematimente impossibile a meno di non aumentare il flusso in percentuale.... Ma in quel caso sballi i parametri... Se i pezzi ti vengono resistenti è probabile che il foro si sia allargato e che "dicendo "allo slicer di avere un nozzle da 0.4 ,si verifica una sovrapposizione di linee perimetrali massiccia... Considera bene questa cosa perché al cambio nozzle con un effetto 0.4 tipo quelli della trianglelab,(ma non solo) potresti avere delle sorprese. Niente di che, basta ricalibrare il flusso. Prova i nozzle della trianglelab li vendono in una scatola che parte da nozzle 0.25 fino a 0.8. Se vuoi stampe più veloci utilizza nozzle più grandi.... Che problema c' è -
Problemi di fragilità
Tomto ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
3 perimetri con nozzle 0.2 sono pochi. Al di là del nozzle che si usa lo spessore complessivo parete minimo, salvo eccezzioni è 0.8mm .cioè 4 perimetri. @Carsco se riesci a stampare a layer 0.4 con nozzle 0.4 è molto probabile che il nozzle abbia il foro allargato. Probabile che se sono i classici nozzle cinesi di Amazon in realtà potrebbe essere da 0.5. .... -
ruote dentate conFusion 360
Tomto ha risposto a tonyven nella discussione Software di slicing, firmware e GCode
come detto da @Killrob ci sono dei tool appositi (come in inventor non pensavo che li avesse anche fusion)..comunque il circular pattern e un comando base che non va trascurato , imparalo ti tornerà utile . Fa parte dell' ABC di ogni cad -
tronxy x5s-2e problema di flusso con cura
Tomto ha risposto a paga9891 nella discussione Software di slicing, firmware e GCode
capita spesso anche a me😂 -
Problemi di fragilità
Tomto ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
bisogna anche considerare che con nozzle 0.2 la extrusion width è la metà di quella da 0.4 . Se si fanno solo due perimetri esterni le pareti vengono come se ci fosse un perimetro esterno con nozzle da 0.4 , per forza di cose la stampa è fragile . Poi con nozzle 0.2 a layer 0.16 le cose peggiorano.... proverei layer 0.1 quindi raddoppierei/triplicherei il numero dei perimetri di stampa e rifarei i thin wall test per ricontrollare bene il flusso il flusso di norma se regolato bene non ci sarebbe bisogno di ricontrollarlo....ma meglio essere sicuri che i valori di estrusione siano quelli desiderati...giusto per scrupolo non si sa mai (a me ad esempio passando da nozzle 0.4 a 0.25 pur avendo calibrato il flusso a 0.4 a 0.25 mi ha dato sovraestrusione) -
Prova stampa miniature Anycubic Linear Plus
Tomto ha risposto a invernomuto nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
ma i guru delle miniature chi sono? -
Prova stampa miniature Anycubic Linear Plus
Tomto ha risposto a invernomuto nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
A me sembrano venute bene -
Gli insulti forse li prendi su altri lidi.😀 Io non ci trovo niente di strano. Se le ruote fanno il loro lavoro sono una buona scelta. Le mini guide lineari di sono migliori in base all'uso che se ne deve fare ,a patto che siano guide di buona fattura. (e non mi sembra il caso delle cinesi) Ma la differenza in stampa alla fine quale può essere? se con le ruote hai risultati ottimi ,perché spendere centinaia di euro per guide professionali come fanno molti in rete? Boh Sulla photon s non ho guide lineari in z ma due carrelli a ruote in acciaio che scorrono su una guida in alluminio/acciaio. Non c'è wobble Sulla vecchia photon il problema si presentava per alcuni , ma secondo me era perché: Purtroppo ci sono persone con due mani sinistre e fanno macello per regolare una ruota basculante il carrello poteva realmente essere difettoso in rete poi sono circolate delle mod con due pattini a ricircolo con costo totale piuttosto alto (perche per fare i fori necessari per un corretto funzionamento dei pattini bisogna farlo con una cnc ,se fatto a mano vanifichi l'ortogonalità dell' asse) IN sostanza quello che voglio dire è che le guide non sono migliori in senso universale e che ci sono alternative più economiche che danno ottimi risultati. Io ho una vite a ricircolo di sfere che avevo preso per la nuova stampante (che farò quando si rompe quella che ho adesso) è arrivata storta di 5/10 ,incredibile ed in più alcune misure non rispecchiano il datasheet. Devo rettificarla al tornio...ne metterò una sola tanto il volume di stampa è ridotto non avrà un bed grande per la nuova stampante potrei anche utilizzare guide lineari cinesi ...ma non perché penso siano migliori delle ruote ma solo perché nel progetto che ho in mente riducono il numero delle parti dell'assieme totale.
-
TMC2208 (UART) microstepping
Tomto ha risposto a invernomuto nella discussione Hardware e componenti
io la modalità spreadcircle l'ho tolta non mi serviva faceva solo più rumore . Ho ridotto la velocità di spostamento assi (quando si muove senza estrudere ci siamo capiti) a 100mm/s ..certo però ho motori diversi dai tuoi e non ho una core