Tomto
-
Numero contenuti
3.652 -
Iscritto
-
Ultima visita
-
Giorni Vinti
57
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Tomto
-

-
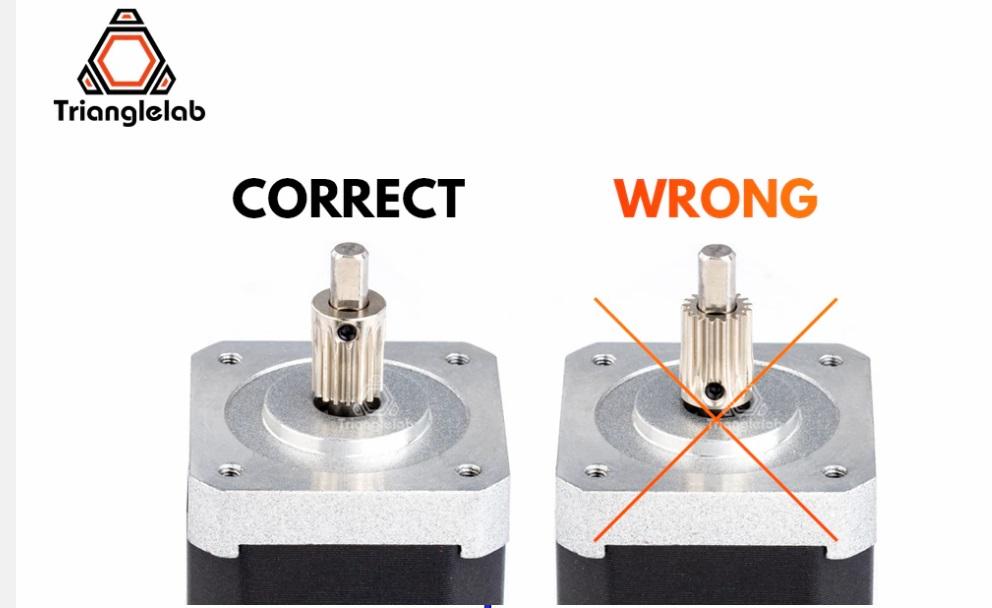
il modo corretto è il primo a sinistra. Certo che metterlo di colore rosso😂...chissà ?forse anche i semafori in Cina sono al contrario
-
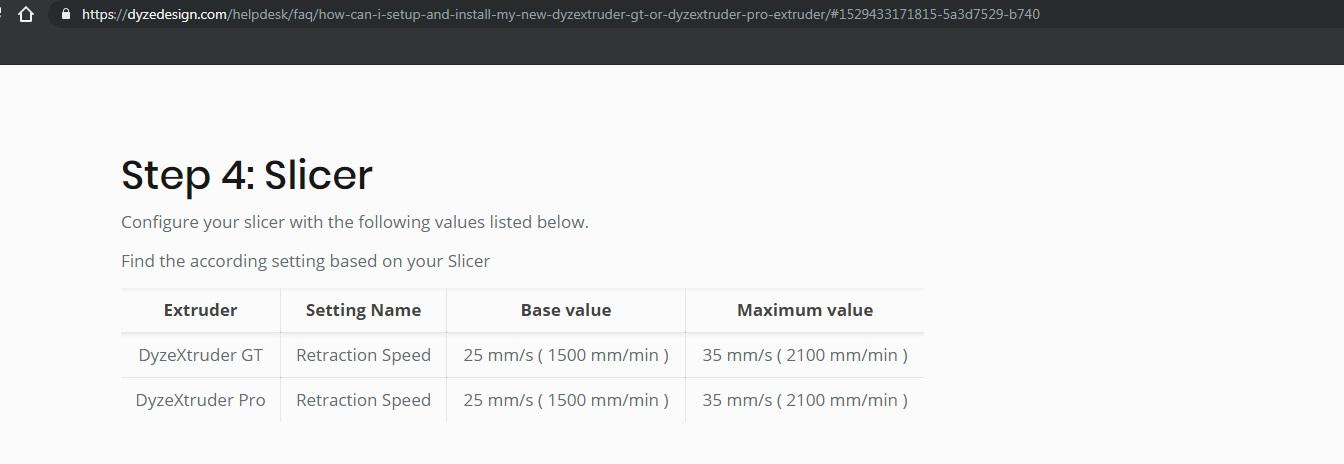
837 se usi il motore slimline che é a 0.9 non 1.8 Questo è vero. Ma l'unico post che ho trovato sui problemi di retrazione ,guardacaso riguarda un problema simile al nostro. Con questo voglio solo dire che gli stessi problemi che abbiamo sui cloni , li può avere anche l'originale. però se è un direct può essere verosimile. Dyze da i seguenti valori per i loro estrusori con riduzione considerando che il loro E step è 578 e il nostro 415 mi viene da pensare che le acc. sopra i 35/40mm non sia da considerare (il Dyze gt è bowden) 😂😂😂 Però il video di @Marcottt fa vedere che 60mm /s sono possibili....mi si sta fondendo la capoccia
-
la cosa strana è la risposta di e3d. Dicono di contattare l'assistenza ma non danno alcun suggerimento . Non dico che dovrebbero dare valori specifici ma almeno .che ne so...di non superare una data accelerazione.... Prima quando cercavo informazione sulla retrazione cazzi e mazzi del bontech , sul loro sito avevo trovato un link che parlava appunto di retrazione e velocità....si sottindendeva che non servissero alte acc. e molta distanza di retrazione in modo generico....ora il link non si trova più...boh Comunque anche il titan ha un valore step mm predefinito, ma anche loro sul sito suggericcono di calcolare gli step in maniera accurata seguendo il metodo classico: si vede al passo8
-
darei un'occhiata a questo
-
seguendo i calcoli del tipo di thingeverse il bgm non funzionerebbe nemmeno a 10mm/s...non avrebbe raggione di essere in commercio e nemmeno il Dyze che invece di avere 415 ha 578. Cosa strana anche il dyze dice di non ritrarre più di 1 o... 2 mm
-
Stavo per risponderti quasi come l'ultima volta : che bisogna controllare anche il numero di denti delle pulegge...ma rigurdando il tuo stesso link sembra che un ingranaggio con il numero di denti del bgm (14?) a 415 step velocità alte non le regge, e mi sa nemmeno 60mm/s.....ma il funzionamento suggerito a 1 mm/step non ha senso
-
questo l'ho fatto anche io ma ho utilizzato un loctite specifica per filetti che avevo.....ma mi sa tanto che è attack lo stesso, con etichetta diversa solo per la cronaca . "in quad step mode is only capable of 40 KHz" è vero ma non significa che una 8 bit (sia la trigorilla che tutte atmega 2560 ) non gestisce 1/16di step a 60mm non riesce a gestire da 1/32 in poi ."quad step mode"secondo me è da intender 1/64 mstep.
-
Sono cuscinetti cilindrici .Io li ho trovati già installati all' interno degli ingranaggi
-
questo beve troppo vino😂
-
Poiché riguarda il motore dell'estrusore penso che questa cosa sia da imputare ai valori del firmware. Il motore E che rispetto agli assi ha acc. feedrate jerk di solito molto elevati ed in teoria adatti per l'estrusore mk (a circa 92.5 step) in dotazione per le anycubic. Penso che dovrò ricontrollare tali valori nuovamente Quando estrude no, ma non dimentichiamoci la retrazione . 60mm/s li può usare quando ritrae
-
la stampa in fase di primo layer si blocca
Tomto ha risposto a SimonePb nella discussione Problemi generici o di qualità di stampa
nel carrello x c'è una pcb alla quale sono connessi ventola termistore ecc. Controlla che il connettore non sia allentato -
anycubic i3 mega firmware
Tomto ha risposto a Greed nella discussione Software di slicing, firmware e GCode
dimenticavo se nella sd card sono presenti caratteri cinesi (come in quella in dotazione) devi toglierli o non funzionerà l'lcd. C'è già un file hex pronto da utilizzare se sono gia stati girati i cavi il file hex lo puoi cariare da cura come un aggiornamento firrmware In alternativa il marlin "intero" lo devi caricare tramite l'ide di arduino -
anycubic i3 mega firmware
Tomto ha risposto a Greed nella discussione Software di slicing, firmware e GCode
Una mia versione modificata di questo . Ci sono sia i file hex che il marlin intero customizzabile. E' già predisposto per i 2208 ,quindi se hai girato i cavi per invertire la direzione dei motori ,dovresti invertirli di nuovo oppure modificare il firmware (un'operazione semplice) Tieni presente che non ci sarà più la melodia, quando accendi la stampate, ed il beep che la i3 mega emette durante la stampa Se vedi il led sotto il bed lampeggiare velocemente non preoccuparti ,significa che il controllo pwm è attivo, ed avrai la tempratura del bed costantemente sotto controllo -
Stavo per riprovare la saldatura con l'utilizzo della terza mano. Ma ho preferito ricorrere all'aiuto di un altro uMANO. Al primo tentativo ho rovinato una pista ma l'ho fatta riparare . Le saldature sono state fatte con l'ausilio del microscopio come suggerito da @FoNzY(che ringrazio). In rete ho visto saldature pietose niente a che vedere con il lavoro fatto da chi è esperto. Consiglio (almeno per questo tipo di saldatura) a chi vuole usare i tmc 2130 in spi : di prendere dei driver già pronti allo scopo . meglio non improvvisarsi saldatori e far fare il lavoro ad altri oppure fare pratica ed imparare
-
Potresti essere più preciso? hai sotto/sovraestrusione?
-
anycubic i3 mega firmware
Tomto ha risposto a Greed nella discussione Software di slicing, firmware e GCode
Quale firmware hai trovato con numerosissime modifiche? Per la i3 mega ci sono firmware che oltre a risolvere il problema dei 9v ti ,hanno valori di accelerazioni e jerk migliori nel caso siano installati i tmc 2208 (si cambiare anche con repetier host e salvarli in eeprom). Io ho la stessa stampante . Comunque puoi installare un firmware provarlo e se non ti piace puoi sempre reinstallare quello che più ti piace. -
Durante il cambio filo succede questo. in stampa non succede . 85_1.mp4 Ho notato che se durante il cambio filo aumento di molto la temperatura dell' hotend ,non clicca più.Clicca sicuramente perchè la quantità di filamento "spinta non fa intempo a sciogliersi bene nell'hotend ,o semplicemente è una quantità troppo elevata per il nozzle da 0.4 .Infatti talvota quando uso il nozzle da 0.6 fila tutto liscio. Il rumore ch"tipo risucchio" che sento io durante la retraction invece ,ho potuto constatare che è dovuto al motore quando imposto accelerazioni superiori a 35/40mm s (quindi non è un problema è solo un rumore dovuto al contatto tra motore e telaio, infatti con il dumper si è attenuato) Quando dico che il motore dell'estrusore talvolta sembra perdere passi , mi riferisco solo alla retrazione . Esempio : imposto 3mm di retrazione , ma se metto due dita sul filo(senza stringere) appena ritrae la quantità di filo "spostata " è molto di più ,sembrano 10mm abbondanti. @Marcottt a te questo forse non succedeva (la prte riguardo allla retrazione) perché non hai i tmc 2208 sul motore E , ma gli originali A 4988 .I 2208 perdono coppia se non sono messi in uart con le opportune modifiche al Marlin, o almeno con una v ref adeguata (settarla non è sempre possibile ...almeno per me)
-
forse riesco domani dopo pranzo
-
Ci provo anch'io .
-
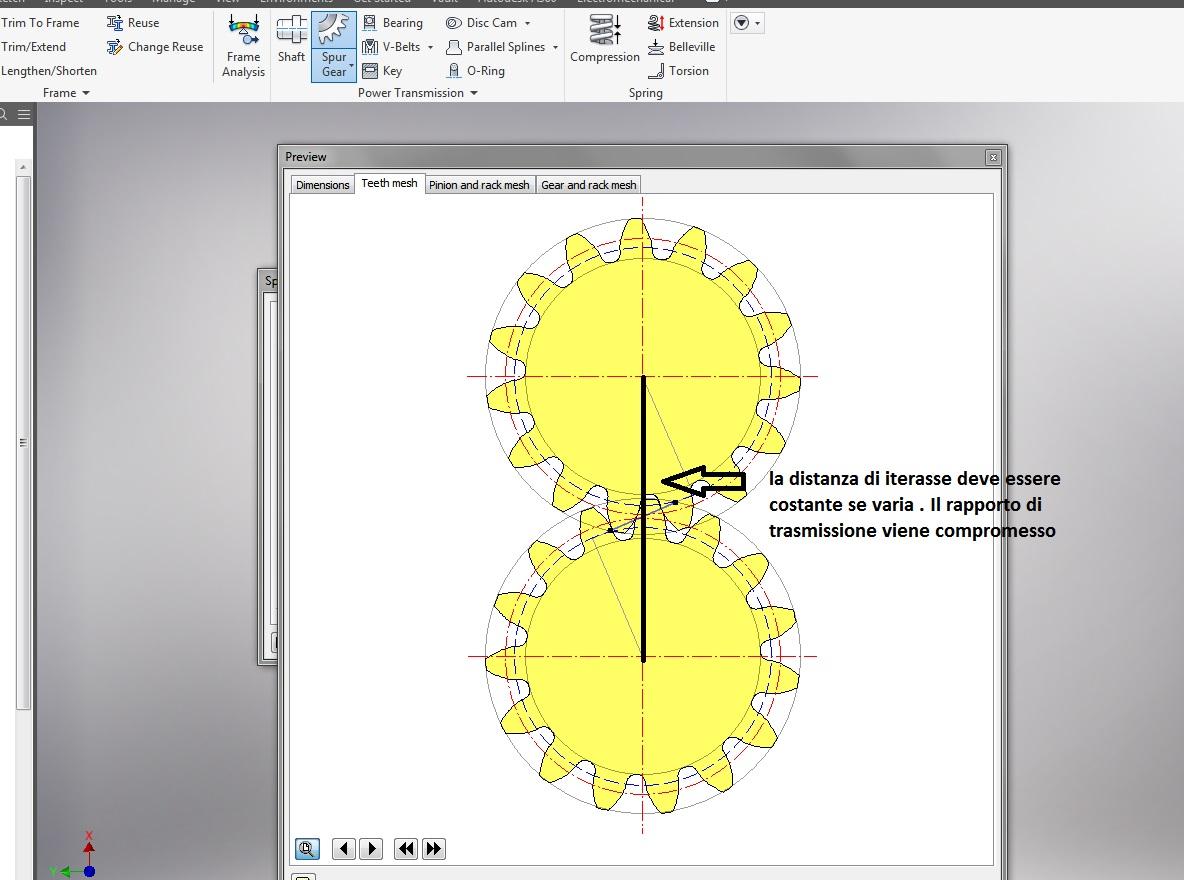
Gli step del bgm sono 415 vero . Ma gli ingranaggi per mantenere il rapporto di trasmissione devono avere una distanza d'interasse costante . In caso contrario il rapporto di trasmissione ne risulta compromesso . Forse nel bondtech originale, quando la leva è chiusa ed in perfetta battuta, questa distanza è rispettatta (consentendo i 415 step/mm)a presindere da quanto si stringa la molla. 415step/mm almeno nei cloni è indicativo. Faccio un esempio :imposto 415 inserisco un comando per far muovere 15cm di filamento e ne muove 16 (misurati in entrata non in uscita con ilfilo che "schiacciandosi" può variare di misura ) quindi in un primo momento ho modificato gli step mm ,per riottenere i 15 ,successivamente sono riuscito a ottenere i 415step/mm agendo sulla tensione della molla.( secondo me nel mio bgm ne è stata messa una molla generica in modo arbitrario, non ad hoc) Ripensandoci la leva torna utile nella fase di manutenzione ,nel caso in cui il granetto m3 di uno degli ingranaggi si allenti. La molla forse è utile solo per tenere fermo il pomello filettato (più comodo di un dado auto bloccante in caso si debba fare manutenzione) ma non per il cambiofilo visto che nel video non è consigliato Sti cloni sono una fregatura? o anche il bontech originale ha qualche problema? lo avevamo preso in considerazione se non ricordo male
-
primo tentativo fallito . 😢
-
Prova stampa Cell Lamp. Cerco Consigli
Tomto ha risposto a muquatina nella discussione Problemi generici o di qualità di stampa
devi girarlo tramite lo slicer . Comunque quando vuoi che il tuo post arrivi al diretto interessato, puoi scrivere @ seguito dal nome utente selezionandolo dal menù a tendina . Quando diventa blu è attivo . @muquatina🙂 le prove puoi farle partendo da i valori che hai messo . poi variali puoi provare cprima con una distanza di retrazione fissa e poi cambiare le accelerazioni .ESEMPIO 3/4/5/6mm ret 25mm/s acc poi 30 ,35, e cosi via -
Prova stampa Cell Lamp. Cerco Consigli
Tomto ha risposto a muquatina nella discussione Problemi generici o di qualità di stampa
prova questo in allegato. su thingeverse ne trovi tanti Stringing_Test.stl -
serve a farmi incazzare funziona ma devo essere pronto a dare lo stop altrimenti è come se l'estrusore stesse per scoppiare ,appena il filo esce dall'hotend . Potri ridurre le velocità ma dopo ci mette più di un minuto , in più il filo scorre ad intervalli ....ma adesso non ci perdo tempo devo sistemare le saldature dei driver e finire di compilare il marlin per la 32 . (speriamo che funzioni tutto)