Tomto
-
Numero contenuti
3.652 -
Iscritto
-
Ultima visita
-
Giorni Vinti
57
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Tomto
-
Probabile che hai montato male l'estrusore . A me succede persino quando serro male le tre viti....perdo un po di tempo facendo un po di collaudo a caldo e controllo che non cracchi....Considera che l'estrusore al 90% è di plastica..comunque non ne avevi preso uno nuovo. se non hai problemi con i tmc molto probabilmente è merito del motore nuovo ,che v ref hai?
-
Una stampante per fare ingranaggi
Tomto ha risposto a Hr-Miri nella discussione La mia prima stampante 3D
direi di si @FoNzY ti ha menzionato la photon . Vedi se rispetta il tuo budget .Guarda questo link.Considera che tra poco su amazon sarà disponibile il modello successivo la photon s . -
Pare na torta😂
-
Oddio @iLMario , ho scritto con il capricorn mai .. ma ho scordato di mettere mai " provato"
-
Una stampante per fare ingranaggi
Tomto ha risposto a Hr-Miri nella discussione La mia prima stampante 3D
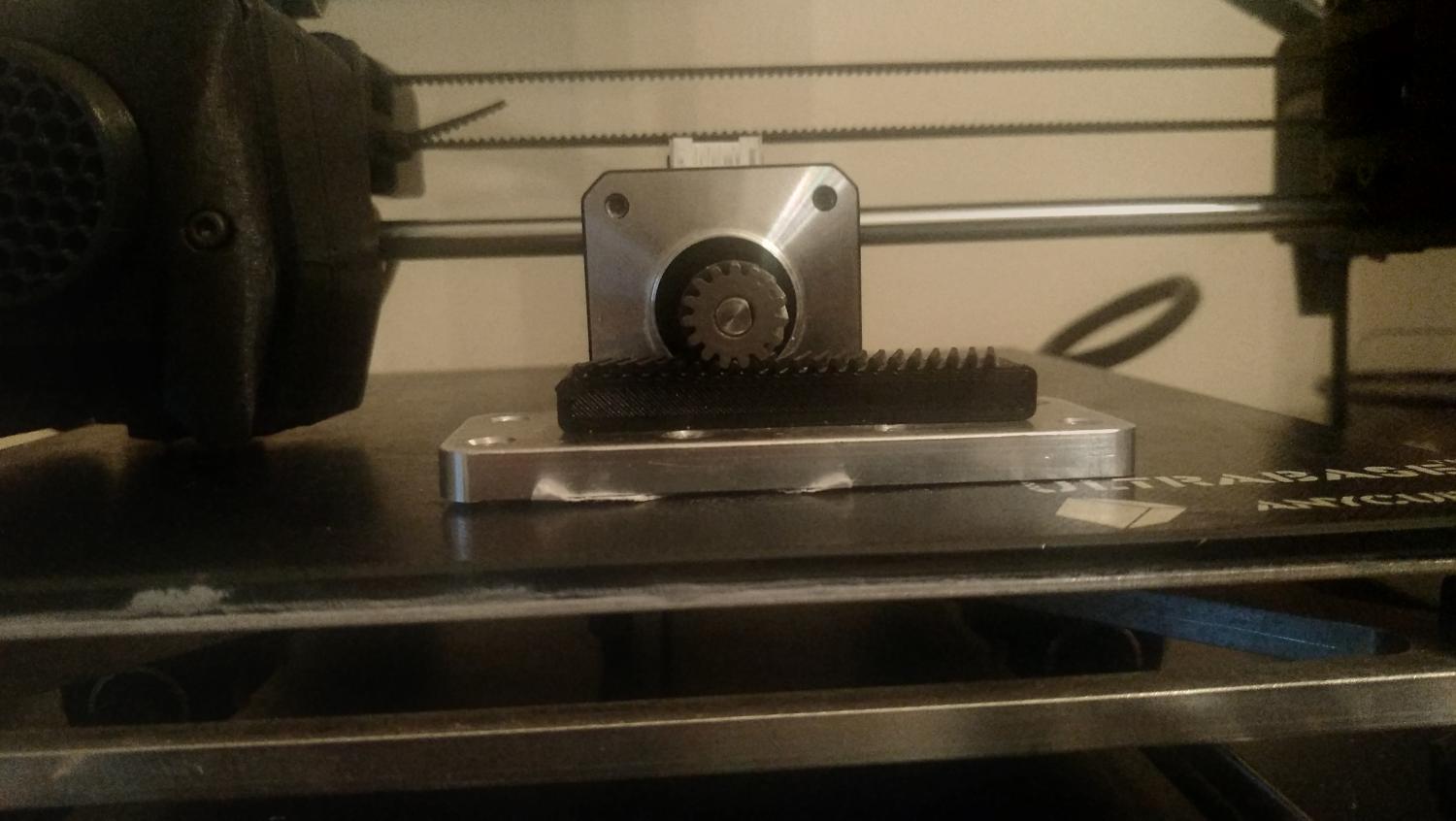
Dipende da quanta precisione e resistenza meccanica ti serve ti serve. Con la sla/dlp potresti oltre che stamparli, crearti degli stampi (se sai come utilizzare i cad parametrici) ed utilizzare resine da colata con resistenza meccanica pari o addirittura superiori all'abs (ad iniezione) . Potesti farlo anche con la fdm , ma torno a ripetere dipende dal tipo di ingranaggio e quali tolleranze ti servono ..io stesso ho fatto una piccola cremagliera con la fdm e non è venuta male. Il pignone invece molto meno .... Dovresti entrare nel dettaglio .... -
Si ma con il vecchio tubo teflon mi si era incastrato il filamento. Quello accodato deve spingere l'altro che non è tenuto dall'estrusore. Con il capricorn mai
-
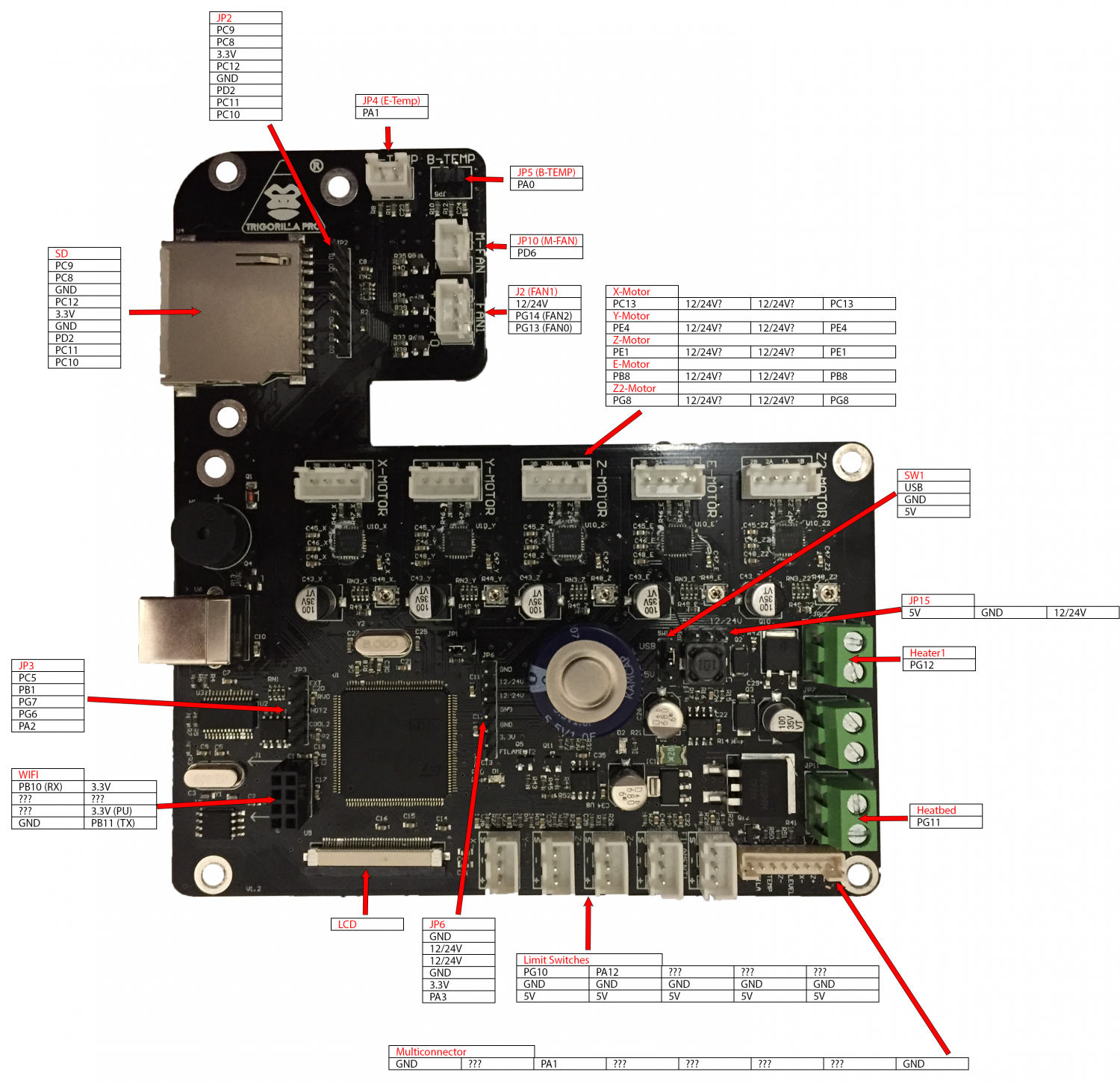
Anycubic I3 Mega Ultrabase Sito ufficiale : http://www.anycubic3d.com/ Supporto : http://www.anycubic3d.com/support/show/594016.html Customer service: http://support.anycubic3d.com/submit.html Specifiche tecniche: Tecnologia di stampa: FDM (Fused Deposition Modeling) Risoluzione layer: 0.05-0.3 millimetri Precisione di posizionamento: X/Y 0.0125 millimetri Z 0.002 millimetri Materiali Stampabili: PLA, ABS, Hips, Wood Velocità di stampa: 20 ~ 100 millimetri/s (velocità consigliata 60%) Velocità di Travel: 150 millimetri/sDiametro dell'ugello: 0.4mm/1.75 MM Estrusore : SingoloVelocità di stampa: 20 ~ 100 millimetri/s Materiali stampabili: PLA, ABS, Hips, Wood Volume di stampa: 210x210x205mm (x,y,z) Tensione di funzionamento: 12 V DC Ingresso Nominale: 110-220 V AC, 50/60 H Temperatura Estrusore: Max 260 °C Temperatura ambiente di Funzionamento: 8 °C-40 °C Formati di Input:. STL,. OBJ,. DAE,. AMF Slicer : Cura/Simplify3D Formati di Output: GCode Connettività: Scheda SD, Porta USB (solo gli utenti esperti) Ingresso Nominale: 110-220 V AC, 50/60Hz, 1.5A Dimensioni: 405 millimetri x 410 millimetri x 453 millimetri Peso imballo: 16.5 kg Temperatura bed: Max 110 °C Scheda madre: Trigorilla (con driver intercambiabili) Asse z: doppio motore con due driver distinti Di solito le anycubic hanno una scheda madre trigorilla a 8 bit: Sul alcune stampanti per un certo periodo è stata montata una trigorilla a 32 bit non upgradabile. Tenetelo a mente se avete intenzione di cambiare i driver con i tmc 2208/2130 Una cosa da considerare per il piatto incollato e quella che segue nel video. Faccio presente che la stessa Anycubic, sia sulla mega s che sulla nuova promax ,non incolla più il piatto in vetro ma lo blocca con delle clip metalliche

-
ok
-
scusa forse dico una cazzata. Ma non puoi cambiare il filo adesso, invece di stare con l'ansia che finisca?
-
ma adesso se devo fare una stampa da tre giorni metto una bobina nuova....imparo moltissimo dai tuoi errori😂....non finirò mai di ringraziarti per questo .....Scherzi a parte . hai presentato un sacco di post e tread con questioni che a prima vista potevano sembrare scontate ma che poi si sono rivelate molto utili (ma forse già lo avevo detto).
-
E dillo prima no?😂😂 oddio! Mo pure l'ansia da stampa.....😂😂
-
a che ti serve se sai quali sono i tuoi valori?....comunque questa tr 8 è a passo due ma il passo effettivo e dato d :2mm passo x n°principi (4 in questo caso) 2*4=8mm leadscrew (un giro completo su se stessa fa avanzare di 8mm).. il preset lo ignora in automatico .... non capisco a cosa ti serve il prusa calculator
-
La tr 8 e a 4principi fa un giro e avanza di 8mm ergo... 400 step mm. In più puoi fare la prova empirica.. Se dai un comando di spostamento di 10 mm con 400 si sposta di 10 con 1600 2,5mm
-
Gli step mm per la t8 con angolo 1.8 a 1/16di mstep sono 400 controlla che non sia impostata una barra metrica m8 o un diverso microstep
-
La dlp che usa un proiettore si . mentre la sla fa un velocissimo percorso con il laser per layer.E' "più lenta " ma permette superfici di stampa maggiori Anche queste stampanti cinesi a resina possono soffrire di wobble se non si fa attenzione
-
C'è l'asse z in movimento con la t8 e guide lineari in acciaio (non a ricircolo di sfere) guarda dal minuti 5 in poi
-
Stavo vedendo che la photon ha un homing molto "delicato" . Da quanto ho visto che bisogna fare attenzione a quando si calibra il piano e aspettare che il comando dato a z per calibrarlo va premuto sul tft facendo delle pause altrimenti a causa dell'endstop poco reattivo si rischia di rompere lo schermo sotto la vaschetta . Sulla photon s hanno messo un pulsante stop di emergenza ....ma basterà?
-
Stampa molto imprecisa
Tomto ha risposto a Rick nella discussione Problemi generici o di qualità di stampa
non vedo altra soluzione vedi se riesci a trovare qualche tutorial per y 😃 -
Stampa molto imprecisa
Tomto ha risposto a Rick nella discussione Problemi generici o di qualità di stampa
Sia quella di x che di Y? -
io se arrivo se supero i 40 qualche problemino ce l'ho ...però tu hai motori migliori forse a 50 ce la fai ,considera che io spesso stampo a layer 0.3 per qualche stampa di concetto (come viene viene tanto poi le butto quindi.....). A layer 0.2 35mm/s mi bastano ( non sempre ma tanto devo cambiare elettronica)
-
Vabbè anche se dovessi prendere una dpl alla fdm non ci rinuncio lo stesso . Per le resine non saprei .... Forse @FoNzY le conosce potrebbe dirci se tra quelle di anycubic ci sono alcune resine discrete e se conosce la Photon .Penso che per un uso non professionale (intendo giornaliero) possa andare bene
-
no aspetta ho fatto na caciara 40mm/s velocità di retrazione . Tu che velocità hai ?Gli altri parametri sulla retraction? Ricordo che non superi i 2 mm ma poi?
-
A dire la verità si ......però vorrei aspettare un pò non vorrei fare un'acquisto "d'impulso" ...
-
di estrusione ... anche io penso che in stampa non si arrivi a quelle velocità ..ma se metto 40mm/s nello slicer l'estrusore lavora male lo vedo nella stampa ......
-
Il grasso puoi metterlo nei cuscinetti che hanno schermatura stagna.I tuoi se non ricordo male hanno quella metallica antipolvere Occhio a non tenderle troppo . Comunque odio le cinghie ....quando avrò tempo passerò a "beltless" .....ma devo ancora mpontare la 32 .....i tmc devo fare 2 punti di saldatura ....smontare tutto ....diciamo che voglio prendermela comoda Ancora devo capirlo . Questa cosa la ho solo sull'asse y ....ma i principali indiziato sono i cuscinetti della puleggia . Quando la cinghia viene tesa , la vite in battuta sul cuscinetto esercita una pressione sull'anello interno che fa "grattare" le sfere dei cuscinetti che essendo molto piccoli non gestiscono bene il carico radiale/assiale ( sono cuscinetti radiali piccoli il carico assiale lo gestiscono male) Ma sono solo supposizioni Io ho sempre lasciato il tmc all' estrusore , riscontro problemi superati i 40mm/s